
20MnMoNb钢厚壁组合筒锻件的生产研制
2020-05-18 02:54朱建鑫吕洪良李少雨
大型铸锻件 2020年3期
朱建鑫 吕洪良 许 波 张 岚 李少雨
(中航卓越锻造(无锡)有限公司,江苏214183)
20MnMoNb是一种锻件用低合金高强度钢,该材料由于添加了适当的Mn、Mo、Nb等合金元素,具有一定的淬硬倾向,能够通过调质处理获得优良的综合力学性能。20MnMoNb材料主要应用于深海压力试验装置、油气运输设备、船舶、压力容器等领域。在20MnMoNb钢厚壁组合筒制造过程中,由于材料本身具有一定的淬硬倾向,且厚壁结构焊接难度大,也会产生较大的焊接残余应力,所以必须通过对成分进行优化设计,且严格控制调质后的残余应力,以预防后续焊接中的开裂风险。由于焊接开裂风险较大,对20MnMoNb材料的研究主要集中在焊接方面,对其生产制造过程中的成分设计和调质处理研究较少,本文通过对我公司20MnMoNb厚壁组合筒锻件生产制造分析,为20MnMoNb钢锻件生产制造提供详实可靠的依据和经验。
1 组合筒锻件技术指标
1.1 化学成分要求
锻件化学成分应符合表1的规定,且原材料钢锭应采用EAF方式冶炼,并须经过真空处理。
1.2 组织及性能要求
20MnMoNb组合筒锻件应以锻造+预备热处理+粗加工+调质状态交货,锻件调质后按照客户图纸加工,并在规定位置制取切向和高向试样,要求力学性能应符合表2规定。热处理后应在组合筒内外圆表面上、中、下部位进行硬度检测,每个高度位置在间隔90°的圆弧面上检测四处。同一高度圆弧面处硬度差不超过30HBW,组合筒内外圆各12个检测点的硬度差不超过40HBW。
锻件交付前,从锻件本体取样并按照GB/T 6394—2017规定检测组合筒锻件的晶粒度,要求锻件晶粒度不小于4.0级。

表1 20MnMoNb钢化学成分要求(质量分数,%)Table 1 Chemical compositions requirements of 20MnMoNb steel(mass fraction,%)

表2 组合筒锻件力学性能要求Table 2 Mechanical properties requirements of composite cylinder forgings
1.3 残余应力及无损检测要求
调质后,从组合筒上切取25 mm×25 mm的圆环,通过测量该圆环在切割前后的平均变形量计算锻件的残余应力,其残余应力值应不大于锻件切向实际Rp0.2的10%。
超声检测按NB/T 47013.3—2015《承压设备无损检测 第3部分 超声检测》执行,逐件检测,Ⅰ级合格。
2 组合筒锻件生产试制工艺
2.1 化学成分
钢锭按照技术要求采用EAF方式冶炼,并经过真空处理。钢锭化学成分见表3,满足技术协议要求。

表3 20MnMoNb钢化学成分(质量分数,%)Table 3 Chemical compositions of 20MnMoNb steel (mass fraction, %)
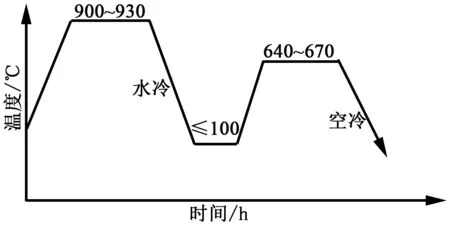
图1 20MnMoNb钢组合筒的淬火+回火工艺曲线Figure 1 Quenching and tempering process curve of 20MnMoNb steel composite cylinder
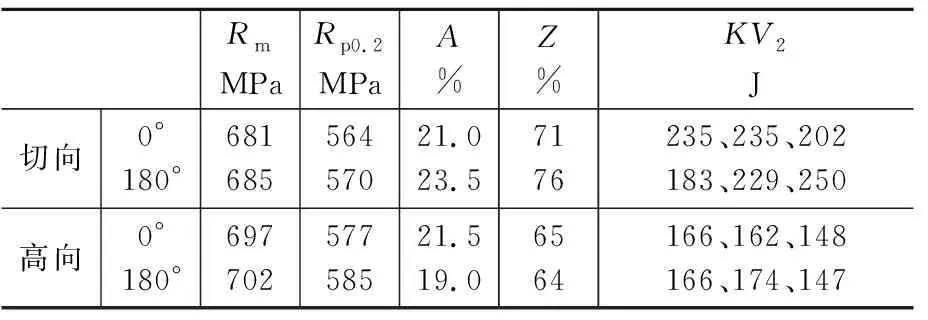
RmMPaRp0.2MPaA%Z%KV2J切向0°180°68168556457021.023.57176235、235、202183、229、250高向0°180°69770257758521.519.06564166、162、148166、174、147
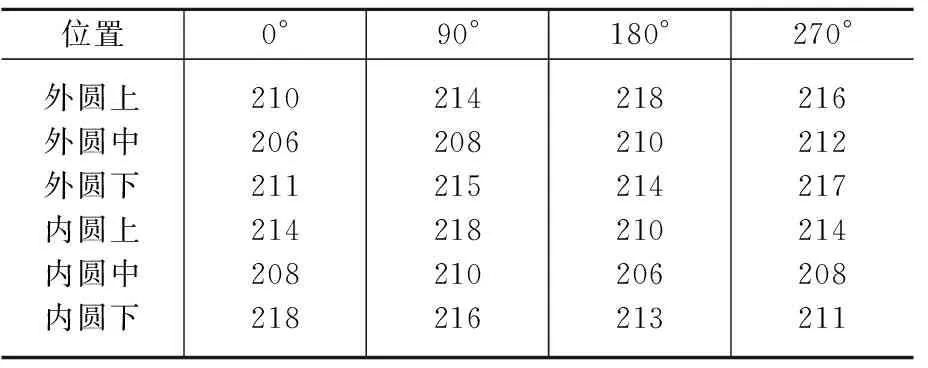
表5 组合筒锻件内外表面硬度HBWTable 5 The inner and outer surface hardness HBW of composite cylinder forging

表6 组合筒锻件残余应力Table 6 Residual stress of composite cylinder forging
2.2 组合筒锻造及热处理
在锻造加热前将钢锭的水口端和冒口端锯切去除。然后在不高于1260℃的温度下加热,保证钢锭均匀烧透,严禁钢锭过热、过烧,控制钢锭开坯温度在850~1240℃,经镦粗、拔长、预制坯料、冲孔、马架扩孔和辗环等制成高筒件。
20MnMoNb厚壁组合筒锻件辗环后,经900~930℃正火空冷和630~660℃回火处理、粗加工并无损检测合格后,按图1所示淬火回火工艺处理,然后检测调质后的锻件力学性能。
3 试制结果
3.1 组织及力学性能
在经过淬火+回火处理的锻件上,分别沿切向和高向间隔180°制取拉伸试样和冲击试样,并检测锻件力学性能,结果见表4。由表4可知,按照900~930℃保温后淬火水冷+640~670℃回火空冷,锻件力学性能满足表2技术要求。
组合筒锻件加工至交付尺寸后,在锻件内外圆表面上、中、下部位检测锻件本体硬度,每个高度沿圆弧面按照90°间隔检测硬度,其结果见表5,每部位在间隔90°的圆弧面上硬度差不超过10HBW,组合筒锻件内外圆各部位硬度差不超过15HBW,满足锻件技术要求。
经淬火+回火处理后,20MnMoNb组合筒锻件金相组织为贝氏体组织,实际晶粒度约为9.0级,满足锻件技术要求实际晶粒度不小于4.0级的要求。
3.2 残余应力和无损检测
从组合筒锻件上切取圆环,残余应力试样环切取前先用千分尺测量组合筒外圆直径,试样环切取后在软木垫上静置三天后测量试样环直径,按σt=Eδ/D计算锻件残余应力,20MnMoNb的弹性模量通过拉伸试验测得E=206 GPa,每件组合筒锻件的残余应力结果见表6,均小于各锻件实际Rp0.2的10%,且每件组合筒的超声检测结果均满足NB/T 47013.3—2015规定的Ⅰ级要求。
4 结论
采用电炉冶炼并经真空处理的钢锭,经镦粗、拔长、冲孔、马架扩孔、辗环等制成筒形锻件。20MnMoNb厚壁筒形锻件经适当的预备热处理和调质处理,锻件组织为贝氏体组织,实际晶粒度达到9.0级,力学性能完全满足技术要求。锻件本体硬度均匀,整体硬度差不超过15HBW。调质后锻件无损检测合格,且残余应力最大仅为25.03 MPa,不超过锻件实际Rp0.2的10%。
猜你喜欢
金属热处理(2022年7期)2022-11-16
模具制造(2022年3期)2022-04-20
金属热处理(2022年4期)2022-04-19
大型铸锻件(2022年2期)2022-04-08
政工学刊(2021年12期)2021-12-22
科技创新与应用(2020年8期)2020-03-13
科学导报·学术(2018年13期)2018-10-21
国外畜牧学·猪与禽(2018年1期)2018-05-14
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
