
复杂曲面样件的计算机辅助制造技术
2011-07-03 02:10钟治初赵枢明
制造业自动化 2011年22期
曾 锋,钟治初,姚 山,杨 通,赵枢明
(1.嘉应学院 计算机学院,梅州 514015;2.大连理工大学 三束教育部重点实验室,大连 116024)
0 引言
以计算机辅助制造技术为代表的数字化制造技术将虚拟现实、数字化设计及加工、计算机网络、快速原型、数据库等技术集成于一体,实现对产品设计和功能的仿真以及原型制造,进而快速生产出达到用户性能要求的产品或样品[1]。数字化制造技术是随着计算机技术及数控技术发展起来的,其综合了CAD工艺设计系统、CAE仿真技术、柔性工装数控拉形、数字化测量、形状控制算法和CAM数控成形等先进手段,是先进制造技术的核心[2]。
作为计算机辅助制造技术的一个重要类型,近年来快速发展的快速成型技术不仅实现了信息过程的数字化,而且实现了物理过程的数字化。其材料的转移过程是利用材料的叠加性,在数字化信息控制下,采用按需添加的方式,在三维空间内数字化地分步将材料逐渐堆积成型。在快速成型加工前需要对三维CAD模型进行一系列离散化处理阶段,三维实体模型格式转化为STL格式后,输入快速成型软件控制系统进行分层切片,根据层片信息产生加工路径,然后驱动数控成型设备逐层加工成制件[3~5]。快速成型技术可以直接、快速、精确地将设计思想转化为具有一定功能的原型或零件,只要改变CAD设计模型的外形,就能快速得到相应的零件或样件。
本文提出一种复杂曲面样件的计算机辅助制造技术,以激光快速成型技术为核心,使用整体成型的制造方法,对任意复杂曲面样件进行快速制造,实现对产品设计的快速评价、方案修改及功能试验等。整个制造过程完全由CAD模型驱动,其工艺过程由计算机实现全自动控制。本技术已在自主开发的激光快速成型设备上进行了大量应用,实例验证了本方法稳定性及有效性,可降低产品的设计开发成本。
1 轮廓线扫描失效成型方法
作者自主开发的轮廓线扫描失效成型方法以激光快速成型为原理,选用覆膜砂作为成型材料,利用覆膜砂的固结性能随温度变化而变化的特点,制造出相对于SLS/LOM等快速成型方法具有更高精度及机械性能的产品样件。图1为此方法示意图,包括以下步骤:
1)计算机对三维CAD模型进行Z向自动分层切片,并自动提取二维层片的轮廓线信息。
2)提供一薄层的成型用覆膜砂。
3)计算机根据1)得到的二维轮廓信息,控制激光光束对该层覆膜砂进行轮廓扫描,激光光束扫描过的覆膜砂受热升温至固结温度以上而失去固结性能,形成与轮廓线相一致的失效分割线。
4)重复2)和3),直至成型所需的三维轮廓扫描完毕。
5)将该覆膜砂材料用红外加热板预热后取出,在加热炉中进行整体加热令其固结,得到固结件。
6)所得固结件以激光扫描过的三维轮廓为界分离,得到与CAD模型相一致的三维实体。
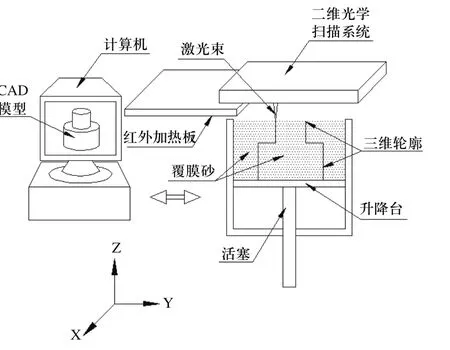
图1 轮廓线扫描失效成型方法示意图
轮廓线扫描失效成型方法只需对侧轮廓面进行扫描,产品的上下面均不需激光扫描,具有较高的制造效率。并且工作缸中覆膜砂材料形成了自然的支撑,制造工艺的难度与产品外形曲面的复杂度无关,此方法尤其适合对具有复杂曲面样件的快速制造。与其他快速成型方法的“叠层制造”过程不同,本方法样件的获得由加热炉最后整体加热得到,保证了成型件的致密度与尺寸精度。
2 复杂曲面样件的激光选区失效整体成型技术
在轮廓线扫描失效成型方法的基础上,加以“辅助分割体”的设置,以更加便于具有复杂曲面样件与废料的分离。此方法的示意图如图2所示,在成型加工前,先在CAD系统中对废料部分添加激光网格扫描路径,所形成的小长方体即为待剥离的辅助分割体。逐层扫描完成后,整体材料进行加热固结,所得到的固结件经过震动和适当的外力作用,小剥离体依次脱落,最终得到目标样件。
当所制造的样件具有不规则的复杂曲面外形时,如果不添加辅助分割体,其样件和废料分离过程会具有较高的难度与风险,此方法通过辅助分割体的设置,最终产品样件由小块废料依次剥离得到,克服了上述困难。
本文提出的方法已进行了大量的应用,所得到的产品样件在外形尺寸和机械性能方面均具有较高的指标。图3为自主开发的激光快速成型设备,图4为使用本方法所制造的样件,表1为相关的工艺参数及产品指标。

图2 激光选区失效整体成型技术示意图

图3 激光快速成型设备

图4 机械零件的产品样件

表1 加工工艺参数及尺寸误差
3 结论
复杂曲面零件在设计阶段时,较难用常规方法快速获得产品的样件,用于检验设计效果、装配效果、功能性试验等,给产品设计和制造带来成本的增加。本文提出的复杂曲面样件计算机辅助制造技术,以激光选区失效整体成型方法为核心,在几个小时之内可精确获得与CAD设计模型相一致的样品,所使用的覆膜砂原材料可降低制造成本,并且成型件具有较高的机械强度。本方法由CAD模型直接驱动,CAD模型的前处理及激光加工制造过程完全实现自动化,从产品造型至最后获得样件的所有步骤均在计算机的控制下完成。所得到的产品具有较高的尺寸精度,其工艺过程决定了产品样件的外形尺寸绝对误差与样件的尺寸大小无关。
[1] 许文全, 曾辉藩.螺旋锥齿轮数字化制造的关键技术及研究现状[J].制造业自动化, 2010, 32(11): 13-14.
[2] 李东升, 罗红宇, 王丽丽, 等.飞机蒙皮的数字化成形制造技术[J].塑性工程学报, 2009, 16(1): 82-87.
[3] 穆存远, 宋祥波.快速成型台阶误差分析及其降低措施[J].机械设计与制造, 2011, (4): 228-229.
[4] 王静亚, 方亮, 郝敬宾.STL模型特征面片自适应分层算法[J].计算机应用研究, 2011, 28(6): 2361-2364.
[5] 陈光霞, 覃群, 冯俊.DLF快速成型添加支撑的极限倾斜角度实验研究[J].制造业自动化, 2010, 32(3):36-38.
猜你喜欢
科学技术创新(2022年30期)2022-10-21
计算机仿真(2022年8期)2022-09-28
数学年刊A辑(中文版)(2022年1期)2022-08-20
中国教育信息化(2019年22期)2019-12-20
电子制作(2018年10期)2018-08-04
数学大世界(2018年16期)2018-07-30
卷宗(2017年16期)2017-08-30
计算机系统应用(2017年3期)2017-03-27
浙江大学学报(工学版)(2016年10期)2016-06-05
锻造与冲压(2014年20期)2014-10-10
