
典型多槽零件的数控车削加工——切纸辊槽的数控加工技术
2011-07-03 02:10张金萍
制造业自动化 2011年22期
张金萍
(白城职业技术学院,白城 137000)
0 引言
随着科学技术的不断发展,对机械产品的质量和生产效率提出了越来越高的要求。机械加工工艺过程的自动化(数控技术)是实现上述要求的重要举措之一。数控加工不仅能够提高产品的质量,提高生产效率,降低生产成本,还能够大大改善工人的劳动条件。我国是世界的制造大国,要想成为制造强国,就必须培养创新型、高技能人才等复合型技术工人。根据人才市场的需求和发展需要,依据教学大纲和学校实际情况订制了具体的数控车技术加工的培训项目,其中,对典型的多槽零件加工工艺进行编制和处理,把培养创新型职校生渗透到每个实习训练之中。
切纸机制造厂需要较大批量的切纸辊。切纸辊是切纸机里的重要切纸部件,它是一个典型的多槽零件,是数控车削技术教学中较理想的教学素材。在进行典型多槽数控技术加工工艺分析前,应利用图形图像等资料让学生对切纸机、切纸辊进行全面的了解,使学生对典型多槽数控技术的编程和实训产生浓厚的兴趣。
1 切纸辊加工程序分析(切削多槽零件)
1.1 切纸辊加工程序分析
在机械车间加工圆周刀具、轧辊等零件时,常会遇到多槽加工。这种零件槽多而且尺寸相同,在编制其加工程序时会出现内容重复现象,增加了编程的工作量。为此采用程序调用指令来编制该零件的加工程序,减少编程工作量,缩短加工程序的长度,减轻了操作者的劳动强度,提高了生产效率。
1.2 切纸辊装夹的分析
因为切纸辊所切的纸带要求比较严格,所以要求此零件尺寸精度和垂直度精度较高。为了保证加工精度,利用双顶尖和鸡心夹夹具完成这一装夹。在装夹之前须用中心钻在棒料两边钻好定位中心孔。
1.3 切纸辊加工步骤分析
本零件的切削加工是用已加工过的半成品坯料,如图1所示(注:实际切纸辊用合金钢,而学生实训练习用45号钢),所以只考虑用数控技术加工槽的加工步骤。具体步骤是:1)要熟悉18槽切纸辊的图纸(如图2所示)要求、加工路线和程序;2)选择合适的双顶尖和鸡心夹装夹好毛坯,同时充分考虑操作安全和工件的形位误差等情况;3)输入程序并认真检查后,锁定主轴、进给机构,进行仿真加工演示,并显示仿真加工路径;4)调用加工程序,进行有效的对刀(在C点进行对刀),准确无误后才可以正式加工。
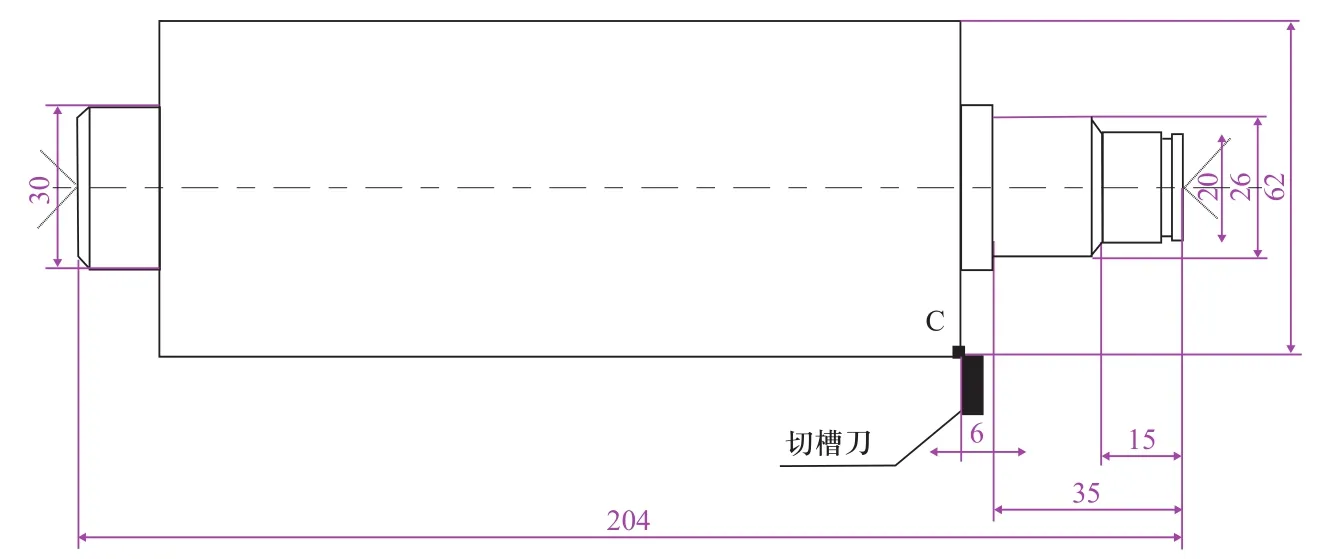
图1 切纸辊棒料坯料
2 车削多槽切纸辊(45号钢棒料)的加工程序
根据我校目前的数控车床设备实际情况,选用武汉华中数控股份有限公司产品HNC-21/22T华中数控车床进行编程、操作。该零件的切削深度大,应采取断屑措施切削,选择与槽等宽的切槽刀直接切入。正确使用定位、切入、断屑和回退等指令,其加工程序如表1所示。
3 车削硬塑棒料多槽切纸辊样品在刀具改进后的加工程序
由于大部分职业院校经费有限,耗材较大时学校可以考虑使用成本较低的硬塑材料代替钢材,这样可以节省耗材、刀具和机械保养等方面的投入。但主要缺点是学生对车削钢材的手感受到限制。采用硬塑棒料加工时,由于其硬度比钢材小,塑性大,如果切屑清除不及时,缠绕在切槽周围,会严重影响切槽的形状和精度,所以每切一槽用加(M00 M03)指令暂停清屑,切削下一槽时,只需按下面板启动按钮即可。切削硬塑切削热较少,所以车削时不用开切削液,编程时不用把开切削液的指令编入程序内。
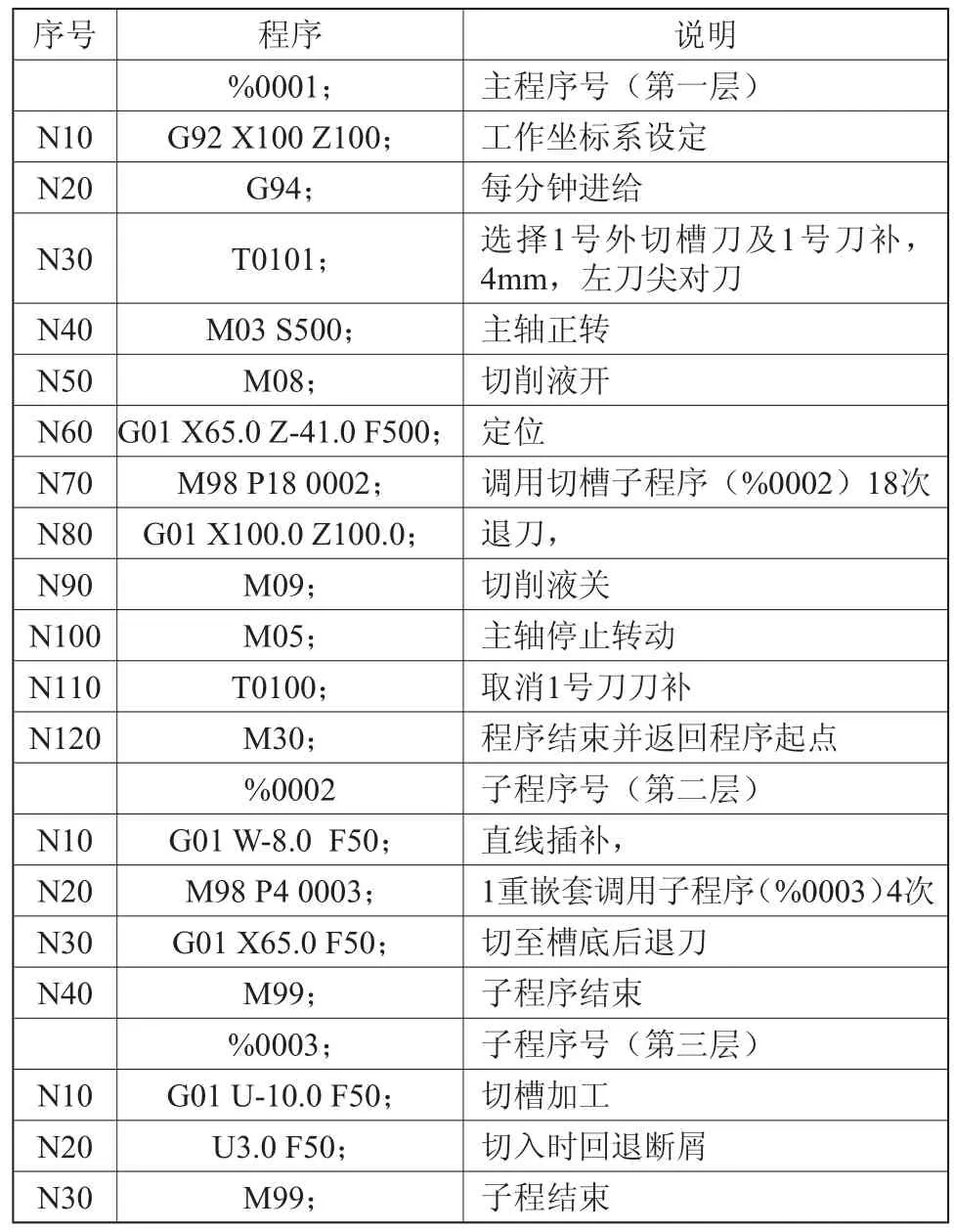
表1 车削多槽切纸辊(45号钢棒料)的加工程序
4 刀具的选用和刀具改进的设想
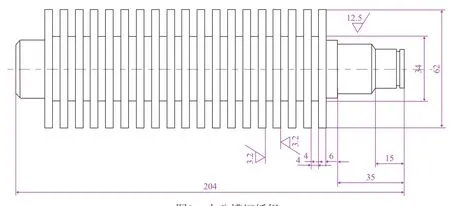
图2 十八槽切纸辊
为了提高车刀的加工寿命和减少刀尖的快速磨损,加工较高硬度的切纸辊时宜选用硬度高、红硬性好、耐磨性好的车刀,如选用硬质合金车刀进行车削,能有效延长车刀寿命和保证工件精度。由于切纸辊有18槽(如图2所示),如果逐槽加工会造成工时长,效益低。若主轴转速和进给速度受到限制时,务必通过其它方式提高加工速度、减少加工时间来提高工作效率。如果通过改进机床方式来缩短加工时间当然有可能,但改造的成本远远大于原来的加工成本,这种做法是行不通的。传统的车刀只有一头进行车削,如果我们改用双头成形车刀(如图3所示)进行切削,将会大大提高切槽的效率。
通过认真仔细地研究了车刀架和车刀的结构,将车刀改制成专用的双头成形车刀。为了保证车刀的尺寸和精度,先进行车刀头的刀片焊接,然后利用线切割技术进行对车刀的成形加工,线切割的尺寸精度可高达正负0.02mm,完全能满足切纸辊的槽距精度。线切割技术加工出来的双头车刀具有足够的刚度、稳定性和粗糙度。用改造成的双头成形车刀进行切削,其加工时间约为原来的1/2,降低了加工成本,这对于中、小型企业来说是较理想的技术革新。专用双头车刀的装夹如图4所示。
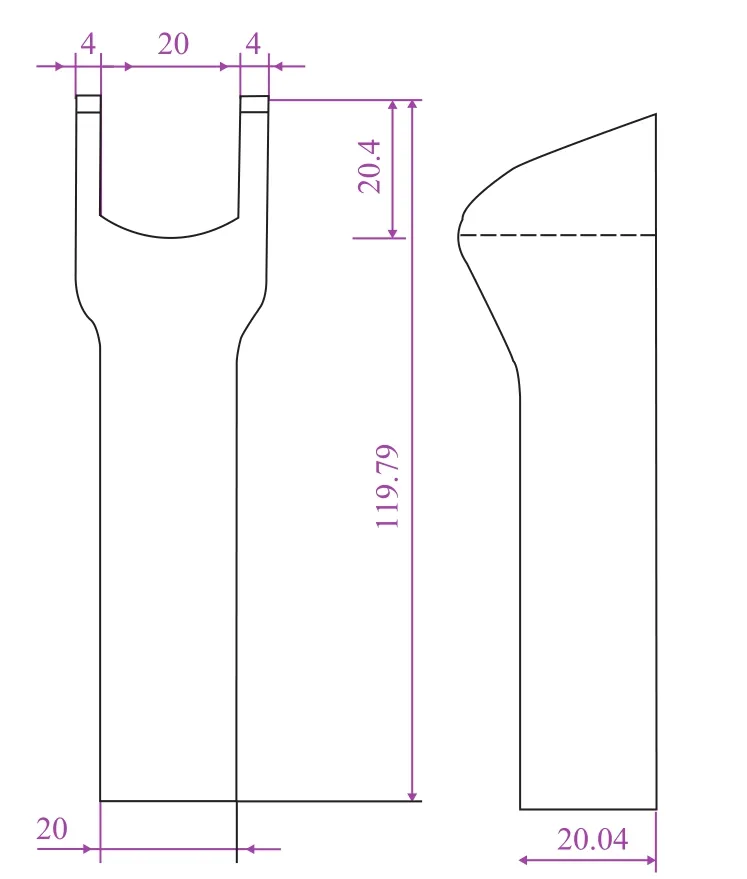
图3 双头成形车刀
5 结论
以上是根据实际工厂生产需要和职业学校特点以及教学条件情况而制定、实施的典型多槽零件数控车削加工的项目训练,总结起来有如下亮点:
1)采用了先进的现代车床和数字控制技术加工多槽典型零件,体现了新设备、新技术、新产品融为一体的特点。
2)能根据不同的加工材料,灵活选用不同加工程序和不同刀具,体现了新材料、新思路、新工艺的特点。
3)可操作性强、方便简单、经济,能为使用者带来更大的经济效益。
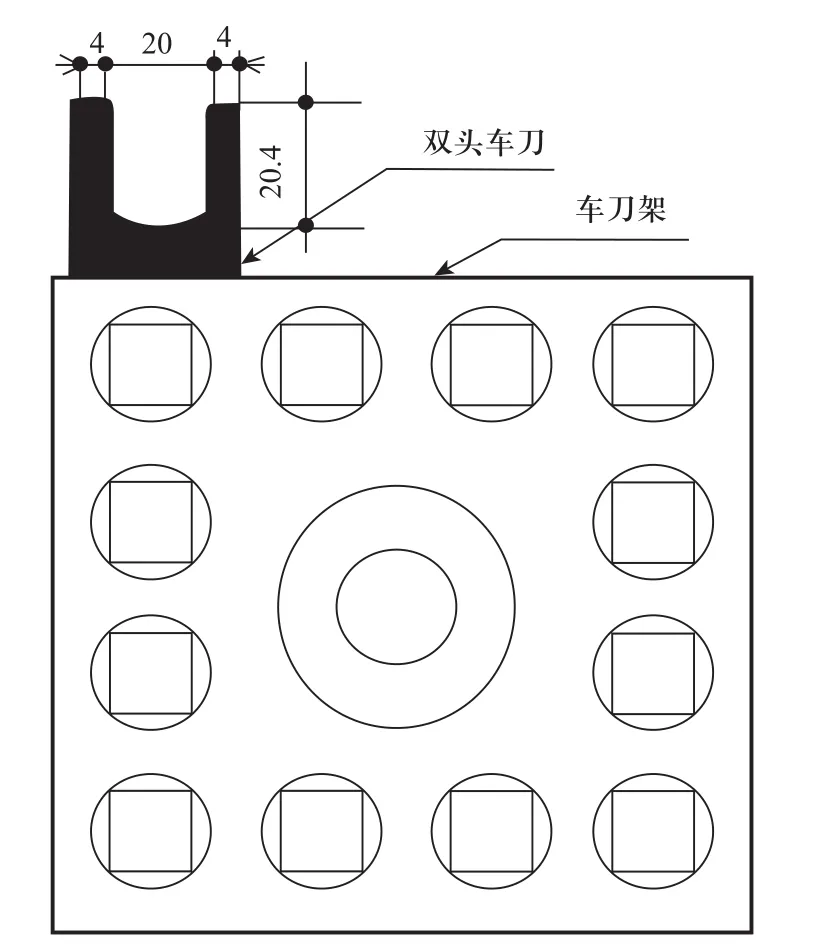
图4 双头成形车刀的装夹
由于本人接触数控技术加工时间较短,在编制和实施本课题过程中还存在不尽人意的地方,本课题目前基本能满足教学需要,但与企业生产水平还存在较大的距离,特别是在使用先进的测量技术、零件质量控制、机床维护和保养等方面还需进一步的加强。
[1] 韩鸿鸾.数控车工(技师、高级技师)[M].机械工业出版社, 2008.
[2] 张梦欣.数控加工工艺编程与操作[M].中国劳动社会保障出版社, 2008.
[3] 张梦欣.计算机制图——CAXA[M].中国劳动社会保障出版社, 2009.
猜你喜欢
金属加工(冷加工)(2022年9期)2022-09-20
阅读与作文(小学高年级版)(2021年12期)2021-02-14
时代农机(2020年2期)2020-06-02
阅读与作文(小学高年级版)(2019年12期)2019-12-26
制造技术与机床(2018年12期)2018-12-23
赢未来(2018年9期)2018-09-25
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
山东工业技术(2016年15期)2016-12-01
小学生导刊(高年级)(2016年4期)2016-04-08
