尿中微量钚的化学前处理条件研究
2011-05-16 09:02谭昭怡
同位素 2011年2期
李 烨,谭昭怡,张 东,王 萍
(中国工程物理研究院,四川 绵阳 621900)
239Pu是核武器的主要材料[1],其毒性很大,在体内不易排泄,其主要排泄途径为泌尿系统。根据GB18871-2002附录B《剂量限值和表面污染控制水平》的推荐,人体内钚的最大允许积存量为1.48×103Bq。对尿液中钚的含量进行分析是对钚操作者内照射剂量估算的主要手段,尿中钚含量一般为10-3Bq或更低水平。对尿中钚含量的测定通常采用共沉淀、HNO3-H 2O2湿式灰化、阴离子交换以及溶剂萃取或萃取色层纯化钚后电沉积制源,在低本底α测量仪或α谱仪上进行测量。文献[2-5]报道的全程回收率约50%,分析流程所需时间约为5 d。
标准EJ274—87[2]对尿中钚含量的分析方法做了描述,但其中样品的前处理条件范围较宽,具体操作时回收率相差较大。为了提高分析回收率并尽量缩短分析时间,本实验拟对前处理过程的条件及电镀制源条件进行优化,以期得到较高且稳定的全流程回收率。
1 实验材料
1.1 主要仪器与装置
RW 20.n电动搅拌器:德国IKA公司产品;HH-4恒温水浴锅:常州中捷实验仪器制造有限公司产品;NDF50 A/12 V电镀电源:深圳市泰尔豪电气有限公司产品;电镀制源装置:自制;BH 1217α、β测量仪:北京核仪器厂产品;DDA-2六路低本底α测量装置:中国辐射防护研究院提供;7200-08α谱仪:美国堪培拉公司产品。
1.2 主要材料与试剂
硝酸:分析纯,成都市欣海化工试剂厂产品;过氧化氢:分析纯,广东汕头市西陇化工厂产品;磷酸:分析纯,武汉化学试剂厂产品;201×7型强碱性阴离子交换树脂、氢氟酸(分析纯)、氨水(分析纯):成都科力隆化工贸易有限公司产品;盐酸羟胺、亚硝酸钠、盐酸:分析纯,天津市科密欧化学试剂开发中心产品。
2 实验方法
2.1 尿样中钚前处理条件优化
采用强碱性阴离子交换树脂柱对尿液中的钚进行分离纯化。将共沉淀后的料液上柱进行离子交换,离子交换柱的酸浓度对回收率有一定的影响。分别用 20 mL 6.0、7.0、7.5、8.0、9.0 mol/L硝酸以1 mL/min流速通过离子交换柱进行平衡。考察硝酸浓度对回收率的影响,选择最佳硝酸浓度。
尿样经过预处理后,在HNO3介质中进行吸附,用20 mL 7.5 mol/L HNO3洗涤除去铀和铁等杂质,用20 mL 8.0 mol/L HCl-0.3 mol/L HNO3溶液洗涤除去钍。最后用 2 mL 1 mol/L的硝酸溶液降低酸度,改变吸附流速,考察吸附流速对回收率的影响。解吸采用络合的方法,络合剂为0.36 mol/L HCl-0.01 mol/L HF溶液。改变解吸流速,考察解吸流速对回收率的影响,选择出最佳吸附流速和解吸流速。
2.2 淋洗曲线制作
对加入0.26 Bq238Pu指示剂的尿样进行预处理,通过离子交换法分离纯化。按照每瓶0.5 mL收集解吸液,将其在红外灯下烤干制成源片,用BH1217α、β测量仪测量其活度。将结果绘制在一条曲线中,得到淋洗曲线,确定解吸液体积。
2.3 电镀制源条件优化
收集解吸液,加入 1 mL硝酸蒸干,采用8 mL 0.15 mol/L NH 4 NO3-0.15 mol/L HNO3溶液将其转移至电镀槽中进行电镀制源。电镀装置包括电源、电沉积槽、电极材料等。采用NH 4 NO3-HNO3体系电沉积,这一体系对酸度控制不严格,硝酸浓度在0.05~0.3 mol/L均可定量电沉积。该电沉积法为水溶液体系,钚以Pu(OH)4形式沉积,在阴极表面形成Pu(OH)4镀层。由于切断电流时Pu(OH)4镀层会很快溶解,所以在电沉积结束前加入氨水,使电解液呈碱性,以避免沉积的钚发生溶解。
影响电镀质量和电镀效率的参数主要有:脉冲电流频率、占空比、电镀电流和电镀时间。实验通过改变单一条件的方法进行电镀条件选择。
2.4 空白样品计数测定
在不添加238Pu指示剂的情况下对24 h本底尿样进行预处理,预处理和纯化方法与添加238Pu指示剂方法相同,测量得到的便是样品的空白计数,样品的测量结果均需减去空白值。
2.5 全流程回收率
2.5.1238Pu加入量
在条件实验得到的最佳脉冲电镀参数条件下,选择238Pu加入量分别为4.45×10-3Bq和2.04×10-3Bq,考察其对电镀回收率的影响。选择最佳加入量。
2.5.2 全流程回收率测量
采用六路低本底α测量仪和α谱仪对优化条件参数制得的全流程实验电镀源进行测量,根据六路低本底α测量仪测量结果计算全流程的回收率,计算公式见式(1)。

(1)式中:A为源片活度,Bq;n为源片测量计数;n0为空白计数;ε为测量仪器效率;t为测量时间,s。
3 结果与讨论
3.1 离子交换柱酸度
离子交换柱硝酸浓度对回收率的影响示于图1。
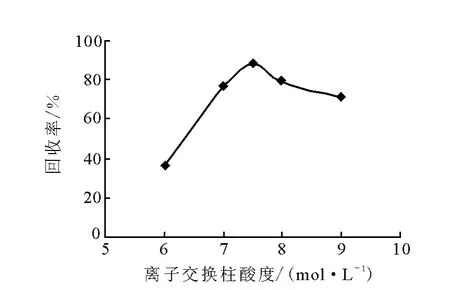
图1 离子交换柱硝酸浓度对回收率的影响
由图1可见,硝酸浓度在7~8 mol/L时,回收率>75%,因此将离子交换柱硝酸浓度控制在7~8 mol/L内为宜。
3.2 吸附及解吸流速
吸附流速对回收率的影响列于表1,解吸流速对回收率的影响列于表2。
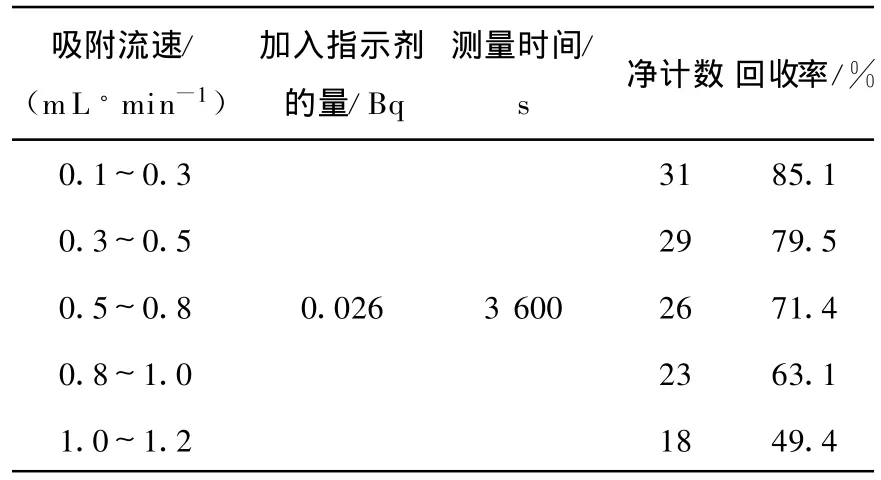
表1 吸附流速对回收率的影响
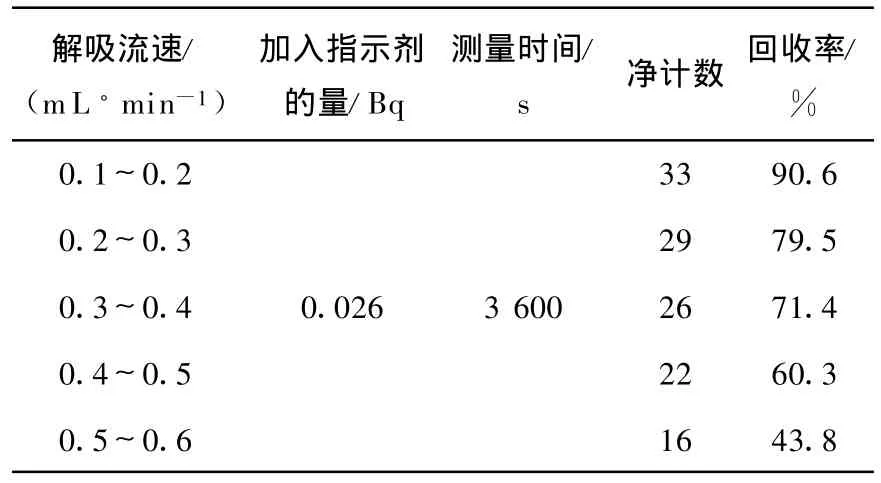
表2 解吸流速对回收率的影响
由表1和表2可见,流速越小,回收率越高,但流速太小会使整个分析流程所用时间延长,因此考虑回收率和流程所用时间,选择适宜的流速十分重要。吸附液约有35 mL,淋洗液52 mL,吸附流速对流程所需时间影响相对较大,本实验选择0.5~0.8 mL/min的吸附流速。解吸液的量较少,仅为10 mL,因此解吸流速可适当小些,选择0.2~0.3 mL/min。
3.3 淋洗曲线
淋洗曲线示于图 2。由图 2可知,收集10 mL解吸液后,解吸液的计数均为仪器本底水平,可认为10 mL解吸液可基本洗脱离子交换柱中的钚。
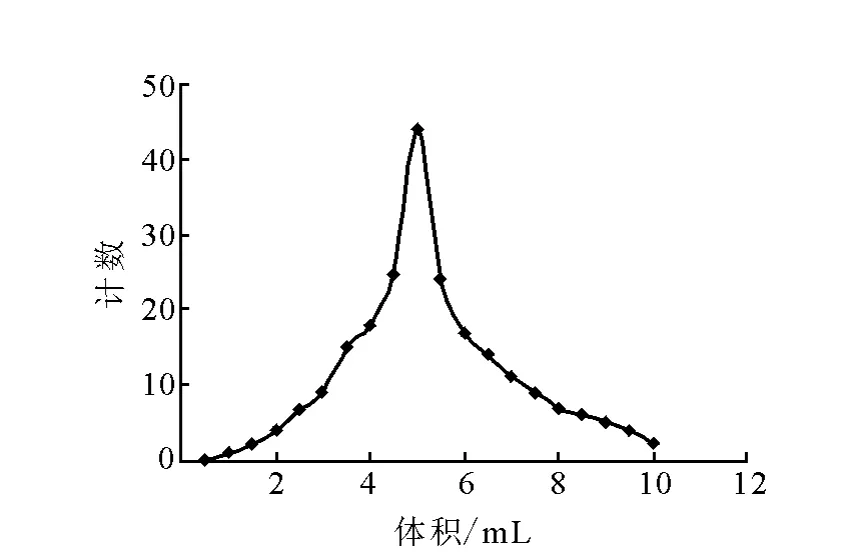
图2 淋洗曲线
3.4 电镀制源条件
电镀参数对电镀效率的影响列于表3。由表3可知,在脉冲电流频率2 000 Hz、占空比1∶2、电镀电流0.5 A时的电镀条件下,电镀质量和电镀效率最佳。
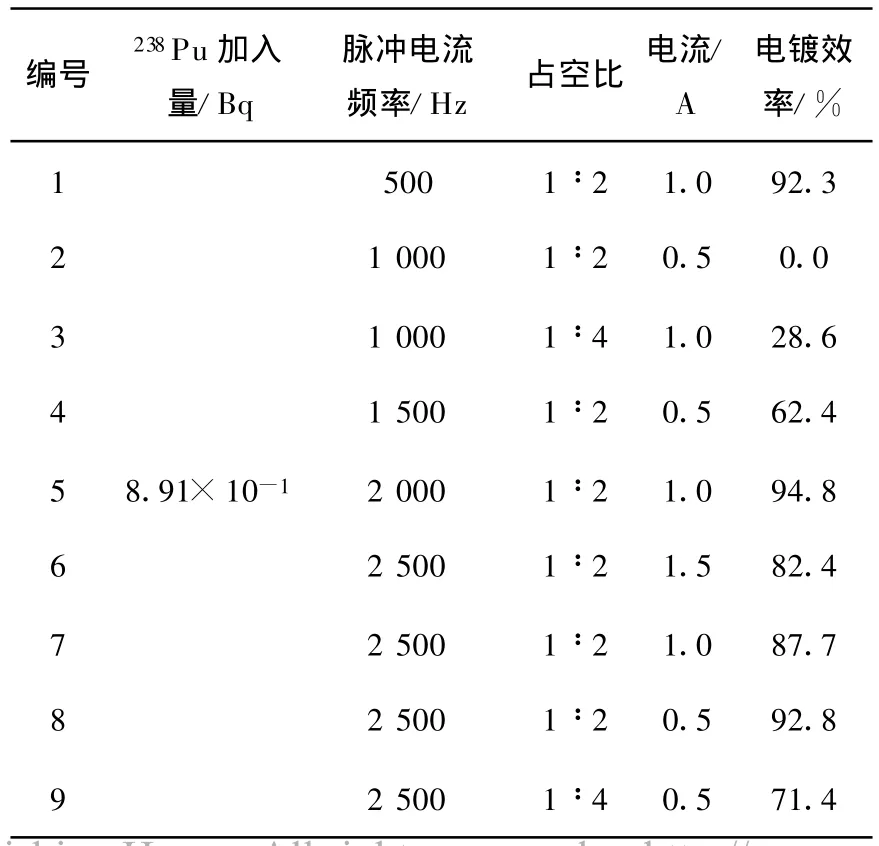
表3 电镀参数对电镀效率的影响
相同电镀参数下不同电镀时间对电镀效率的影响列于表4。由表4可知,当电镀时间超过7/6 h(4 200 s),电镀效率大于90%,随着时间的延长,电镀效率提高并不明显。因此基于以往电镀经验、电镀效率和分析流程总时间等因素的考虑,选择电镀时间为2 h。

表4 电镀时间对电镀效率的影响
3.5 空白样计数
根据2.4节的方法测量38个空白样,其平均净计数为6.5。
3.6 全流程回收率
3.6.1238Pu加入量
在条件实验得到的最佳脉冲电镀参数条件下,选择238Pu加入量为4.45×10-3Bq,电镀实验结果列于表5。
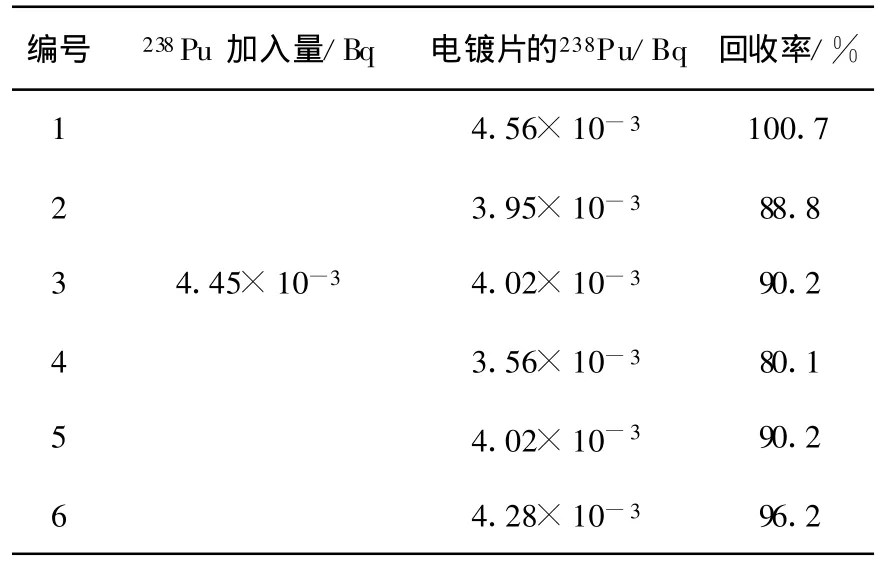
表5 238 Pu加入量为4.45×10-3 Bq时脉冲电镀回收率
由表5数据计算可知,当238Pu加入量为4.45×10-3Bq时,电镀平均回收率为91.0%,相对偏差为7.7%。
同样电镀条件下,选择238Pu加入量为2.04×10-3Bq,电镀实验结果列于表6。
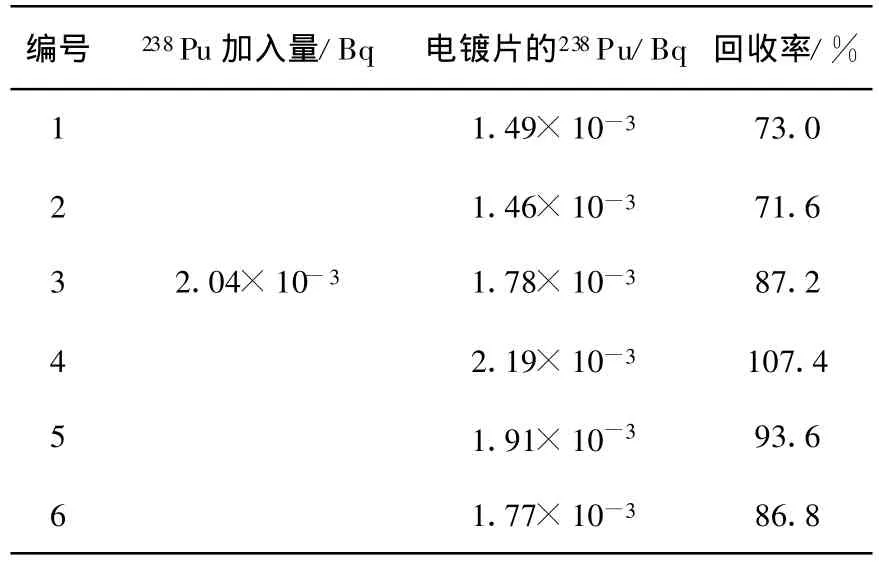
表6 238 Pu加入量为2.04×10-3 Bq时脉冲电镀回收率
由表6数据计算可知,当238Pu加入量为2.04×10-3Bq时,电镀平均回收率为86.6%,相对偏差为15.4%。
由表5和表6的结果可知,随着238Pu加入量的减小,电镀的平均回收率也随之略有降低。在进行全程回收率实验时选择加入238Pu标准溶液的量为4.23×10-3Bq。
3.6.2 六路低本底α测量仪测量结果
六路低本底α测量仪对采用优化条件参数制得的全流程实验电镀源进行测量并根据测量结果计算了全流程回收率,计算结果列于表7。
由表7可知,采用优化的实验条件获得了66.0%的全流程回收率,与文献[2-5]报道的回收率相比提高了10%~15%,分析测量时间约为16.6 h,大大缩短了分析测量时间。
3.6.3 α谱仪测量结果
采用α谱仪对电镀源进行测量,其谱图示于图3。
由图3可见明显的238Pu能量峰。全程测量时间为8 h,计算全流程的回收率为68.4%。与六路低本底α测量仪测量结果相比,α谱仪的全程回收率与之相符,全程测量时间缩短了一半。
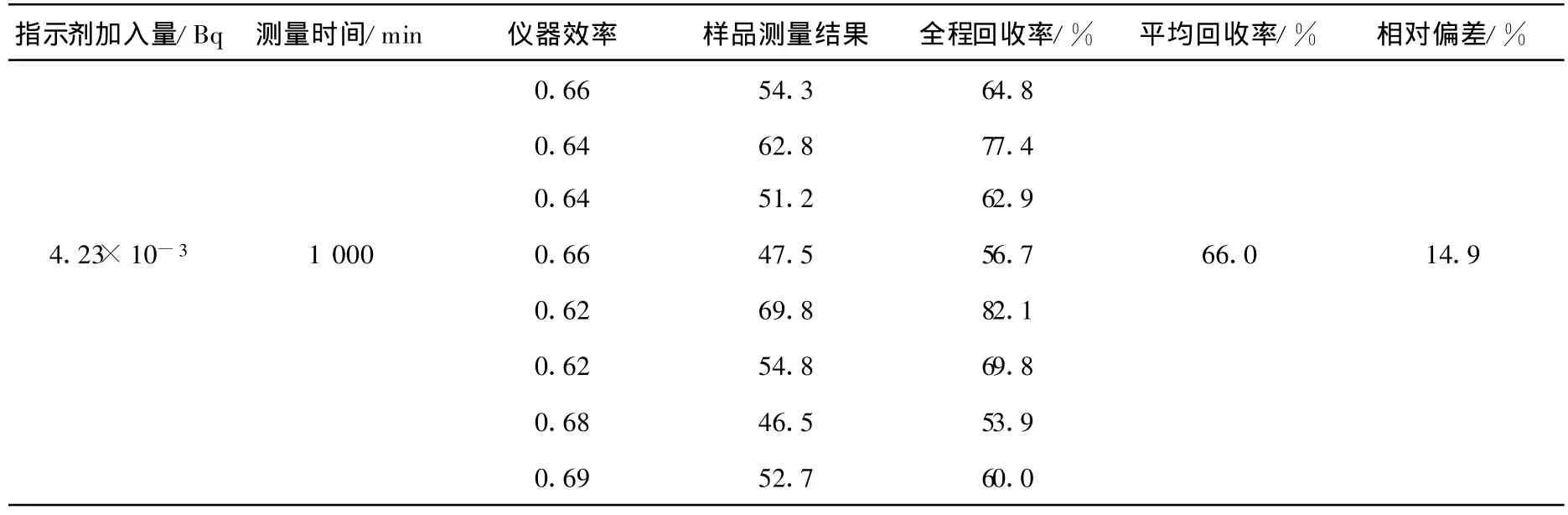
表7 六路低本底测量全程回收率
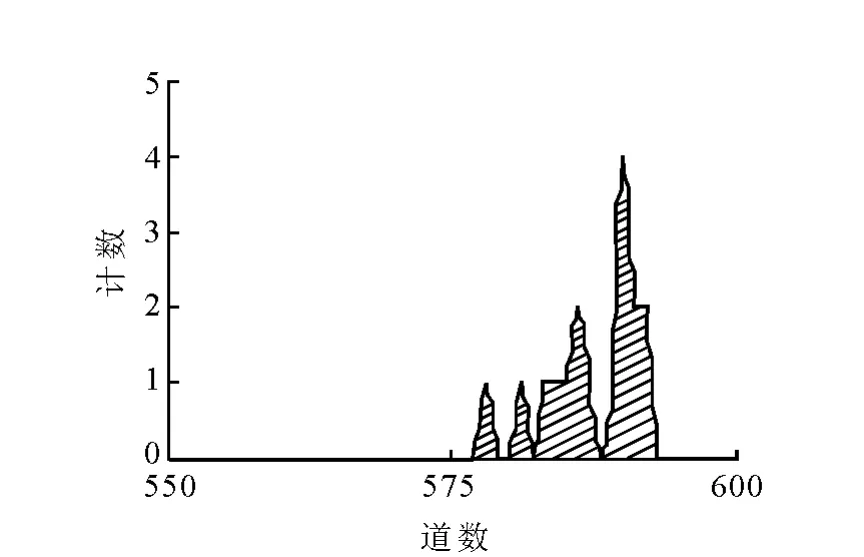
图3 电镀源的α谱图
以上结果表明,对于同一电镀源片,利用α谱仪测量时间比六路低本底α测量仪测量时间缩短了一倍,两者的探测下限均为10-4Bq。而且α谱仪不仅可测量出源片的放射性活度,还可鉴定核素的种类。因此在测量源片活度较高、且需要判断核素种类时具有优势。随着所测量源片放射性活度水平的降低,两台设备的测量时间均随之延长。但六路低本底α测量仪操作简单,其测量过程无需看管,因此,六路低本底α测量仪在更低水平的源片测量方面更有优势。
4 小 结
1)尿液中钚含量测量中,样品的前处理最佳实验条件为:离子交换柱酸度为 7~8 mol/mL;吸附流速为0.5~0.8 mL/min;解吸流速为0.2~0.3 mL/min;解吸液为 10 mL;脉冲电镀电流为0.5 A;电流频率为2 000 Hz;占空比为1∶2;电镀时间为2 h。当加入4.23×10-3Bq的标准238Pu溶液时,六路低本底α测量仪测量全程回收率为66.0%,相对偏差为14.9%。
2)条件优化后,尿中钚的分析的全程回收率与文献报道的回收率相比提高10%~15%,且大大缩短了分析测量时间。
3)利用α谱仪测量时间比六路低本底α测量仪测量时间缩短了一倍,在测量源片活度较高、且需要判断核素种类时具有优势;六路低本底α测量仪操作简单,其测量过程无需看管,因此,六路低本底α测量仪在更低水平的源片测量方面更有优势。
[1] 罗文宗,张文青.钚的分析化学[M].北京:原子能出版社,1991:291.
[2] 核工业部标准.EJ274-87.尿中钚的分析方法[S].北京:原子能出版社,1987.
[3] 李德平,潘自强.辐射防护手册:第二分册辐射防护监测技术[M].北京:原子能出版社,1988:384-387.
[4] 王功鹏.土壤和尿中239Pu的放射化学测定[J].核防护,1980,2:65.
[5] 刘玉英,廖湘珍,颜启民,等译.环境中的锕系元素及其分析方法(译文集)[M].北京:原子能出版社,1985:229-397.
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
现代仪器与医疗(2022年1期)2022-04-19
波谱学杂志(2022年1期)2022-03-15
建材发展导向(2021年13期)2021-07-28
空间科学学报(2020年2期)2020-04-01
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
电子制作(2017年7期)2017-06-05
原子能科学技术(2014年1期)2014-02-28
表面工程与再制造(2014年2期)2014-02-27