一种基于变频器PID控制的卷料匀拉力输送装置的应用
2011-05-10 08:22:46田凤志
湖南文理学院学报(自然科学版) 2011年3期
田凤志
一种基于变频器PID控制的卷料匀拉力输送装置的应用
田凤志
(常德烟草机械有限责任公司, 研究所, 湖南 常德, 415000)
通过对卷料输送能力和材料拉伸强度的分析, 应用变频器内置的PID控制功能, 设计了一种卷料匀拉力输送装置, 该装置采用变频器PID控制、卷心驱动的方式, 实时跟踪主驱动线速度, 同步精度高, 同时保证材料不会因拉伸变形、拉断, 图案不失真. 该装置已在烟草包装机械上验证, 使用方便, 性能可靠.
变频器; PID控制; 卷料;匀拉力;输送装置
在烟草卷烟和包装技术中, 卷料输送和张力控制方法多种多样, 且技术很先进. 但都只适应不会因拉伸而变形或拉断的材料, 同时很多卷料因为无图案而不需要纵向纠偏. 但随着烟草行业的发展, 出现了很多个性化的包装需求, 特别是卷料特性差异大, 有的带图案、有的张力特性不均匀, 而在传统的烟草卷烟和包装技术中, 卷料输送和张力控制方法很多不能满足此要求. 为了克服以上问题, 以烟草包装中的外包薄膜为例, 介绍一种基于变频器PID控制的卷心驱动卷料匀拉力输送装置, 该装置适用薄膜易拉伸变形、拉断、需纵向纠偏、薄膜卷外圆不圆等情况, 其使用方便, 性能稳定可靠.
1 匀拉力输送装置的结构和控制
薄膜匀拉力输送装置采用变频器PID控制、卷心驱动的方式, 主要由主驱动、卷心驱动和位于这两者之间的缓冲机构组成, 具体结构见图1. 图中: 1—主制动单元; 2—主变频器; 3—主电机; 4—固定辊; 5—位移检测器; 6—薄膜盘; 7—从变频器; 8—从制动单元; 9—从电机; 10—放卷轴; 11—分力滑块; 12—浮动辊; 13—直线导轨; 14—主驱动辊; 15—薄膜. 该装置的匀拉力体现在薄膜(15)张力等于3个浮动辊和分力滑块的重力的1/6.
卷心驱动的特点是卷料输出线速度稳定, 但由于卷料直径不断变小, 从电机的转速需跟随增大.
当主驱动辊(14)拉动薄膜(15)加速运行, 薄膜(15)拉动浮动辊(12)使分力滑块(11)沿着导轨(13)向上移动, 分力滑块(11)与位移检测器(5)的距离变小, 位移检测器(5)的电流输出值变小, 从变频器(7)根据反馈信号驱动从电机(9)加速转动(电流输出值越小卷心驱动电机加速度越大), 薄膜盘(6)加速退放薄膜. 当薄膜(15)线速度大于主驱动辊(14)的线速度时, 分力滑块(11)慢慢回落, 位移检测器(5)的电流输出值慢慢变大, 直到分力滑块(11)到达恒定位置后电流值稳定, 这时薄膜(15)的线速度与主驱动辊(14)的线速度同步.
当主驱动辊(14)拉动薄膜(15)匀速运行, 分力滑块(11)沿着导轨(13)做细微的上下运动, 位移检测器(5)检测这细微位置变化, 从变频器(7)不断根据反馈信号作PID调节.
当主驱动停止时, 分力滑块(11)立即下降, 停止在最低位置. 位移检测器(5)发出最低位置信号, 从电机(9)马上通过外部制动紧急停止, 防止薄膜放卷冗余.
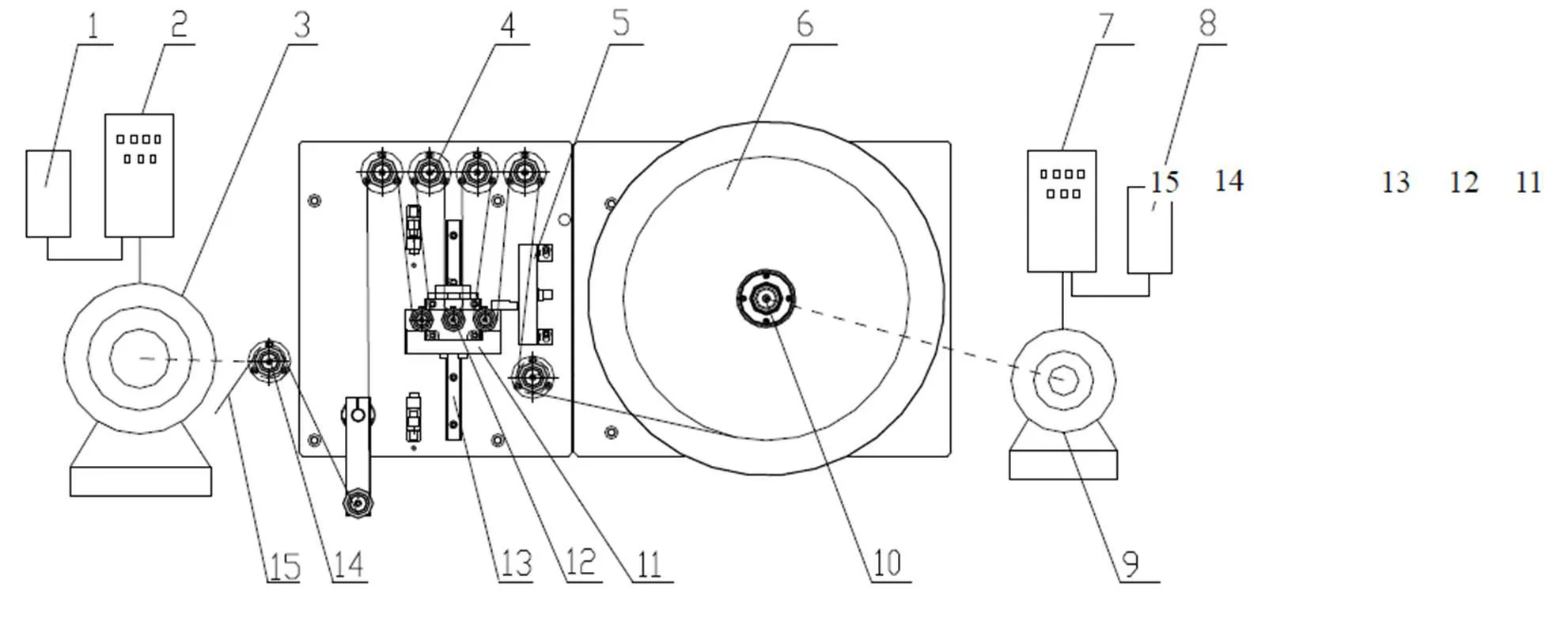
图1 薄膜匀拉力输送装置构成
2 变频器PID控制方式和参数配置
2.1 PID控制方式
PID 控制, 就是在一个闭环控制系统中, 使被控物理量能够迅速而准确地无限接近于控制目标的一种手段. 欲使卷薄膜拉力输送装置薄膜输送速度稳定在预期的目标值上, 变频器的 PID 功能将反馈信号与目标信号不断地进行比较, 并根据比较结果来实时地调整输出频率和电动机的转速, 该装置的PID控制如图2所示.

图2 薄膜匀拉力输送装置PID控制图
薄膜匀拉力输送装置PID控制的传递函数为:
, (1)
式中:p为比例增益;i为积分时间;d为微分时间. 由判断线性系统的稳定性方法[1]可知, 4d/i< 1.
2.2 参数配置
2.2.1 材料张力特性配置
设计适合的分力滑块、配重块和浮动辊数量需考虑不同材料的最大拉伸强度[2-3]:

式中:为材料最大拉伸强度;为分力滑块和浮动辊质量;为浮动辊数量; 系数根据材料特性选择, 一般取0.6~0.8;为材料横截面积.
在该薄膜匀拉力输送装置中, 浮动辊为3个,为3 kg左右, 使用材料一般为PE、PP、PET等, 以最大拉伸强度较小的PE膜(最大拉伸强度一般在15~28 MPa)计算, 该配置符合要求.
2.2.2 放卷驱动配置
在不同的放卷线速度要求时, 可能需要放卷驱动配置, 主要指配置放卷驱动的最大扭矩和最高转速. 最大扭矩即启动扭矩, 可根据卷料(直径最大时)和传动轴的质量与结构计算出转动惯量, 然后选择合适的电机. 当卷料直径最小时, 放卷线速度最大, 即电机转速最高.
2.2.3 从变频器参数配置
在该薄膜匀拉力输送装置中将从变频器设置为PID闭环过程调节、速度负反馈(电流)、重新启动为存储参考值(模拟电位器)、外部制动方式[4], 根据这些功能确定从变频器参数, 应特别选择好与PID相关参数, 如本机参考值(目标值)、比例系数、积分时间、微分时间, 当使用不同卷料时, 可根据现场应用效果适当调节这些参数.
3 现场调试
3.1 参数设置
以德国丹佛斯公司的VLT2800变频器和倍加福公司的F90系列位移传感器(输出信号为4~20 mA)为例, 根据所用功能配置从变频器参数, 设置方法详见《丹佛斯VLT2800变频器使用说明书(2006)》, 具体参数设置见表1, 其它参数设置为默认值.

表1 变频器参数表
3.2 PID调试
目标值的给定与反馈信号直接相关, 最终反应在分力滑块的稳定位置(稳定位置比停止位置抬高30 mm左右最佳)上, 根据监视的反馈信号和经验, 目标值(003)的范围在1 800~1 980之间.
PID参数可根据经验调法进行如下细调:
确定比例系数(440). 先将积分时间、微分时间都设为0, 比例系数由0逐渐增大, 直到输出信号(分力滑块的位置)出现振荡, 再反过来逐渐减小, 直到振荡刚好消失, 发现此时比例系数在0.9~1.2左右, 根据经验先设60%, 暂设0.7.
再确定积分时间(441). 先给441输入较大值20, 再逐渐减小, 直到输出信号出现振荡, 再反过来逐渐增大, 直到振荡刚好消失, 发现此时积分时间在6~12ms左右, 根据经验先设150%, 暂设9.
最后确定微分时间(442). 先给442输入0, 再逐渐增大, 直到输出信号出现振荡, 再反过来逐渐减小, 直到振荡刚好消失, 发现此时微分时间在0.6~1.0 ms左右, 根据经验先设30%, 暂设0.2.
根据现场带实物调节情况, 选定参数目标值(003) = 1 950、比例系数(440) = 0.6、积分时间(441) = 8 ms、微分时间(442) = 0.2 ms.
4 稳定性分析
该薄膜匀拉力输送装置的PID控制系统目标值为常数, 且无其它干扰输入, 那么反馈信号的稳定性决定PID控制的稳定性, 即只要分力滑块的位置能稳定在同一高度做细微位置变化, 则位移检测器的电流输出值变化非常小, 也就是反馈信号稳定.
根据PID参数4×0.2/8 = 0.1 < 1, 达到线性系统的稳定性条件. 为进一步验证该装置的性能, 采用MATLAB仿真或者采用示波器观察位移检测器的输出电流曲线, 均可观察其性能, 本文采用示波器观察位移传感器的输出电流曲线来说明其性能.
该装置PID控制系统测试图如图3所示, 位移传感器的输出电流曲线如图4所示. 图4中, X1、X2分别为薄膜加速度为1.1 m/s2和0.6 m/s2时, 电流的输出曲线.

图3 PID控制系统测试图

图4 位移传感器的输出电流曲线图
根据图4可知, 主驱动辊加速度越快, 位移检测器的输出值电流过调量越大, 达到稳定时间越长. 主驱动辊加速度为0时, 分力滑块沿着导轨作细微的上下运动, 位移检测器输出值电流做细微振荡, PID控制稳定, 与现场实验验证结果相同.
由图4还可知, 该PID控制的稳定时间稍长(稳定时间不仅与PID调节相关, 还与主驱动的速度上升时间相关)、过调量稍大, 但这对薄膜输送影响很小.
5 结语
在设计放卷易拉伸变形材料的装置时, 材料的拉伸强度是考虑的重点. 本文通过对卷料输送能力和材料拉伸强度的分析, 应用分力滑块和变频器内置的PID控制功能, 解决了材料易拉伸变形或拉断的问题. 在放卷不同的材料时, 该匀拉力输送装置具有很强的适应性, 有较大的应用价值, 不仅可应用于烟草设备的薄膜输送中, 还可应用在其它卷料输送及包装行业中.
该装置性能稳定, 结构简单, 使用方便, 虽然通过稳定性分析发现该PID控制的稳定时间稍长, 但这对卷料输送影响很小, 可做模糊PID控制进一步深入研究.
[1] 张爱民. 自动控制原理[M]. 北京: 清华大学出版社, 2006: 62-116.
[2] 薛增泉. 薄膜材料物理[M]. 北京: 电子工业出版社, 1991:32-51.
[3] 刘鸿. 材料力学[M]. 北京: 4版. 高等教育出版社, 2011: 19-21, 235-243.
[4] 孙传森. 变频器技术[M]. 北京: 高等教育出版社, 2009: 20-54.
A kind of coil uniform tensionconveying installation based on inverter PID control
TIAN Feng-zhi
(Changde Tobacco Machinery Co., Ltd., Changde 415000, China)
By the analysis of coil conveying capacity and material tensile strength, using the inverter PID control function, a kind of coil uniform tension conveying installation was designed, which concluded inverter PID control and cabbage drive, can track the coil speed real-time of the main drive with high synchronization accuracy, and has no tensile deformation, pattern distortion. The equipment has been verified in tobacco packaging machinery, which shows that it is easily operated, high reliabilabe.
inverter; PID control; coil; uniform tension; conveying installation
10.3969/j.issn.1672-6146.2011.03.025
TH 13; TH 43
1672-6146(2011)03-0088-04
2011-08-26
田凤志(1983-), 工程师, 主要从事烟草、纸业包装机械的设计与开发. E-mail: tianfz@ccdtm.com
(责任编校:江 河)
猜你喜欢
新教育论坛(2019年27期)2019-09-10 21:48:33
奥秘(2019年1期)2019-03-28 17:18:47
制造技术与机床(2018年9期)2018-09-19 06:47:58
山东工业技术(2018年5期)2018-03-10 08:28:23
中国交通信息化(2017年9期)2017-06-06 07:14:57
科技创新与应用(2016年34期)2016-12-23 15:59:26
新高考·高一物理(2016年3期)2016-05-18 02:59:14
工业设计(2016年11期)2016-04-16 02:49:43
设备管理与维修(2016年6期)2016-04-09 14:49:47
新高考·高一物理(2015年10期)2015-11-26 18:44:00