
Welger AP-530型打结器动态仿真和结构分析
2011-03-09 12:33:58李淑慧
饲料工业 2011年11期
李淑慧
随着我国经济的发展,农业产业结构正逐步得到优化调整,畜牧业将成为农业产业化建设中一项重要内容,加之随着草原建设、退耕还草、生态恢复等西部大开发战略的实施,发展牧草业,不仅可以满足我国畜牧业发展的需要,而且成为国民经济的重要组成部分。要加快牧草的商品化、产业化进程,就必须要实现牧草收割的机械化[1]。
牧草打捆机是将牧草压实并捆成一定形状(方形或圆形)的设备。打捆机的关键技术是捆绳的打结器和其传动机构。目前国内还没有专门的打结器生产厂家,生产打捆机的厂家所用的打结器基本都从国外进口。国内有些厂家现在也开始仿制生产打结器的某些部件,但是仅仅停留在仿制实物结构的阶段,对各部件的运动分析和理论计算往往被忽略。目前国内打结器上根本还没有涉及到有关电子监测设备和人性化的设计。鉴于我国目前对打捆机打结器的研究状况,我们首先要逐渐摆脱单纯仿制模拟阶段,逐步向系统理论阶段发展,达到自行研制的水平。再逐步添加打结器的控制系统,增加人机对话界面,同时把一些新材料新成果运用上去,使之更安全、更可靠、更有效地工作。进而从基本理论、整机结构和性能方面赶上或者超过世界先进水平,形成自主品牌的打捆机的核心部件——打结器[2]。
根据动态仿真牧草打捆机打结器的工作过程,对其机械系统的设计进行分析,可以减少研究开发成本并提高产品的质量和性能,使之更安全、更可靠、更有效地工作,进而从基本理论、整机结构和性能方面赶上或者超过世界先进水平,形成自主品牌打捆机的核心部件——打结器。对打捆机核心技术打结器的研究是提升牧草打捆机技术水平的关键,通过引进、消化、吸收,逐步建立自有的技术开发体系,形成较强的技术开发能力,创造自有的民族品牌的牧草打捆机。
1 打结器结构及运动概述
目前的打结器如果按打结嘴和绕绳器的传动路线结构大致可以分为两类:一类是不完全的锥齿轮直接驱动打结嘴和绕绳器,如图1左所示,打结器动力传递路线是①不完全锥齿轮→②打结嘴,①不完全锥齿轮→③绕绳器;另一类是不完全锥齿间接驱动打结嘴和绕绳器,如图1所示,打结器动力传递路线是:①不完全锥齿轮→②蜗轮蜗杆→③轴→④绕绳器→⑤打结嘴,中间通过②蜗轮蜗杆间接传递动力到③轴,绕绳器和打结嘴。

图1 直接驱动打结器和间接驱动打结器
综合目前打捆机打结器的结构现状,通过对从国外购买多种机型打结器结构的性能优劣的对比,本文拟选用不完全锥齿轮直接驱动打结嘴和绕绳器的结构方案,选用该方案,工作可靠,维修简单,打结成功率高[3],本文选择Welger AP-530机型作为研究的参考对象。
2 牧草打捆机打结器的主要部件结构参数的确定
2.1 啮合锥齿轮渐开线齿廓和传动比的确定

2.2 小锥齿轮(不完全锥齿轮)变位的确定
当用齿条型刀具切制标准齿轮时,刀具的分度线必须与被切齿轮的分度圆相切,并作范成运动。由于小锥齿轮的齿数是8,压力角为20°的小锥齿轮不产生根切的最小齿数为13。为了在Z<Zmin时使被切齿轮不产生根切,采用变位修正法,查机械设计手册第二版表35.4-6《直齿及零度狐齿锥齿轮径向变位系数x》(格里森齿),当传动比 i=4.82~6.81时,变位系数 x=0.45[4]。
2.3 啮合锥齿轮模数的修正
圆锥齿轮传动是用来传递两相交轴之间的运动和动力的。啮合的两直齿圆锥齿轮,传动比如公式(1),其中δ1、δ2分别为两圆锥齿轮的分度圆锥角(简称分锥角)。

当两轴夹间的夹角∑=90°时,则因 δ1+δ2=90°,公式(1)变为

根据国家标准(GB/T12369—90,GB/T12370—90)规定,现多采用等顶隙圆锥齿轮传动,与不完全锥齿轮配对的小锥齿轮(不完全锥齿轮)由于齿数为8个,小于不产生根切的锥齿轮的最小齿数13,必须变位。考虑到初次测量小锥齿轮(不完全锥齿轮)尺寸后推导的模数m=3.5受铸造精度的影响,其值不是很准确,故以大的不完全锥齿轮推导的模数m=3.25为准。修改模数后的小锥齿轮尺寸减小,不会产生运动干涉。所以配对的锥齿轮的模数m=3.25。
2.4 打结支架上打结嘴轴线和绕绳器轴线夹角的确定
打结支架上打结钳和夹绳器轴线的角度决定打结和夹绳是否协调。实际中,打结钳位于绕绳器前面。通过观察,在打结钳开始啮合转动4个齿后,绕绳器才开始啮合。由于不完全锥齿轮完整齿数是48个齿,当转动4个齿时转动角度可以从公式(3)推算:

实际测量打结钳和绕绳器轴线的夹角也接近30°。
打结器主要部件的基本参数确定方法主要是对于容易测出并且影响不大的参数以实测为准;对于不便实测的参数,方法是先以实测数据做出假设,然后在假设的基础上,再以相互配合部件几何尺寸的计算公式加以校验,或者通过部件配合时的实际运动情况加以校验,最终反求出各主要部件的基本参数。
3 打结器各部件的虚拟三维建模和动态仿真
3.1 打结器各部件的三维虚拟建模

图2 打结器整体装配
Pro/ENGINEER是一个全方位的三维产品设计和开发软件,可以实现面向制造的设计 (Design For Manufacturing,DFM)、面向装配的设计(Design For Assembly,DFA)、逆向设计(Inverse Design,ID)、并行工程(Concurrent Engineering,CE)等先进的设计方法和模式[5]。
根据上面各个部件的参数,首先对打结器主要零部件用Pro/engineer进行建模,然后将各个零部件整体装配成的整体三维模型,如图2所示[6]。
3.2 打结器各部件装配后的虚拟动态仿真
牧草打捆机打结器工作的步骤为:1.打结器安装后初始位置,2.不完全锥齿轮和打结嘴上小锥齿轮啮合(开始绕绳),3.不完全锥齿轮和打结嘴和绕绳拨叉同时啮合(打结前固定两股捆绳),4.绕绳后、成结前打结舌张开,开始成扣,5.成结后,打结舌闭合,安装在绕绳拨叉的刀片割断两股捆绳,准备脱扣(见图3)。
以现有零件测绘的尺寸为基础,根据调研时掌握的零件在使用过程中出现的破坏情况和程度,保留了对打结功能影响不大的零件尺寸,修改了易损部件的结构,然后重建了打结器整体结构的三维虚拟模型。在重建结构的基础上,模拟了打结器从压绳、绕绳、成扣、脱扣等的成结运动过程。
4 打结器主要部件的结构分析
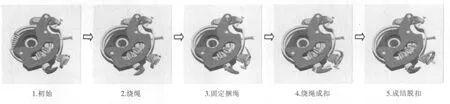
图3 牧草打捆机打结器的虚拟动态
为了保证所设计的机械零件能安全、可靠地工作,一般要对主要部件做静力学和动力学分析。打结器工作在低速状态下(3捆/min),可只进行静力学分析,它是强度设计的基础。本文采用Pro/MECHANICA来分析在Pro/ENGINNEER下建立的所有零件三维虚拟模型。
4.1 打结器主要部件打结嘴的静力分析[7,8]
对打结嘴的静力分析的前提条件:约束在打结嘴轴孔处,位移为零;施加外力为300 kgf=2940 N[注:常用的直径在2.7~2.9 mm的牧草捆绳,单根最大拉力是150 kg];材料:ZG40Mn[注:用于承受摩擦和冲击的零件,适于制造较高强度的运动零件,如活塞、销子、齿轮];弹性模量:202 GPa;σb=640 MPa,泊松比:0.3,密度:7.8×103kg/m3。
经过静力结构分析图可以得出,最大应力集中处发生在打结嘴颈部,但是事实上在结绳的过程中,捆绳并不是以最大拉力绕在打结嘴头部圆孔处,而是在捆绳张力刚开始时绕在打结嘴头部圆孔处,当捆绳受到1323 N的拉力时,最大应力为383.8 MPa,如图4。
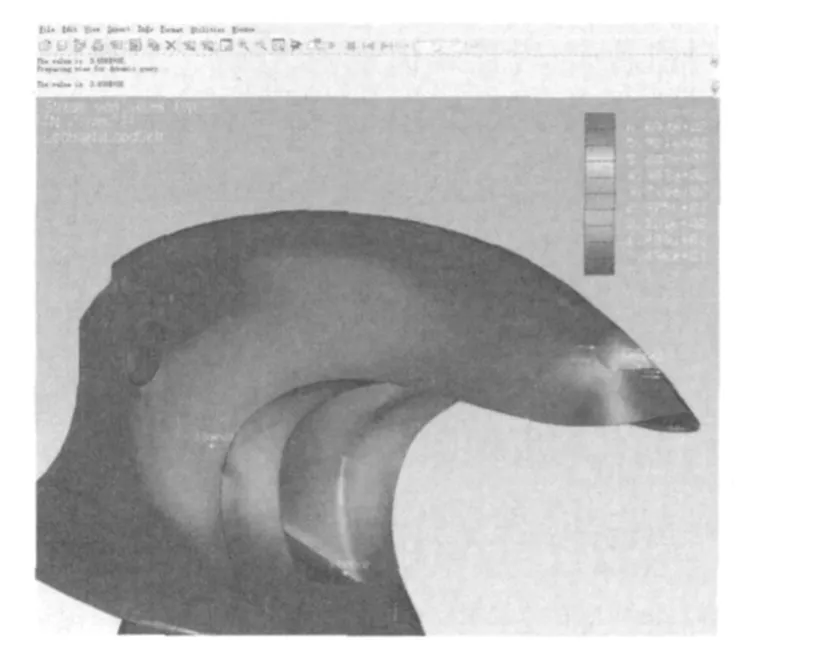
图4 打结嘴近似实际受力的最大应力(最大应力=383.8 MPa<σb=640 MPa)
对打结嘴的静力分析得知,打结嘴正常使用不会发生静力强度破坏,只有在捆绳缠绕没有脱扣等故障情况下,捆绳接近其最大拉断应力时才会对打结嘴产生破坏,破坏之处首先发生在打结嘴颈部,这种分析符合打结嘴在实际使用过程中失效的真实情况。
4.2 打结器主要部件的疲劳分析
疲劳是材料在循环应力和应变的作用下,在一处或几处产生局部永久性累计损伤,经一定循环次数后产生裂纹或突然发生完全断裂的过程。在交变应力的作用下,虽然零件的内部应力没有达到静载荷的许用应力极限值,但是零件可能已经被破坏,这种破坏称之为疲劳破坏。所以在交变应力情况下,必须对零件进行疲劳分析[9]。
Pro/MECHANICA软件提供了Fatigue Advisor疲劳分析工具,用该工具可以对零件的疲劳特性进行预测和评估,本文采用该工具作疲劳分析。
4.2.1 打结嘴的疲劳分析
分析条件:从打结嘴的静力分析,材料ZG40Mn,σb=640 MPa,循环基数 N0=107次。通过 Fatigue Advisor进行疲劳分析得知,打结嘴在疲劳破坏前的加载循环次数近似为1020次,因此我们可以认为,在不出现捆绳缠绕等故障的前提下,可以认为打结嘴是不会出现疲劳破坏的。
4.2.2 小锥齿轮(不完全锥齿轮)的疲劳分析
分析条件:上节小锥齿轮(不完全锥齿轮)的静力分析,材料45号钢,σb=600 MPa,循环基数N0=107次。小锥齿轮(不完全锥齿轮)的静力分析结果和疲劳分析结果对比如图5所示。

图5 小锥齿轮(不完全锥齿轮)静力分析和疲劳分析结果对比
从分析结果对比图可以得出,应力最大的地方疲劳寿命最短,也就是说该部位最早出现疲劳破坏,其中在小锥齿轮(不完全锥齿轮)小端齿根部,大约经过109次循环才产生疲劳破坏,可以认为满足设计寿命。
5 结论
本文针对目前牧草打捆机的核心部件打结器在国内的研究和设计几乎是空白,在比较几种进口机型打结器优劣的前提下,挑选了适用的AP-530打结器作为参考对象,运用虚拟样机技术对打结器的工作过程进行了仿真,为打结器的实际设计起到了很重要的作用,对打结器的国产化有很好的参考价值。
由于时间有限,今后还应该综合考虑各种因素,比如变化载荷、动态载荷等,进行进一步的优化和可靠的分析,以更加真实地模拟牧草打捆机的工作过程,为牧草打捆机的实际应用和制造提供更加完善的技术基础。
[1]唐辉宇.牧草加工机械现状简析[J].农机市场,2004(6):13-14.
[2]朱士岑.国外主要农机企业的现状及发展趋势 [J].农机市场,2005(3):14-19.
[3]杨诗军,姚文席.凯斯8545与Welger AP-530牧草方捆机打结器结构及效能比较[J].机械研究与应用,2006(1):41.
[4]徐灏,蔡春源,严隽琪,等.机械设计手册第二版[M].北京:机械工业出版社,2002.
[5]钟日铭.Pro/Engineer实用教程[M].北京:机械工业出版社,2008.
[6]王咏梅,李大庆,孙江宏,等.Pro/Engineer Wildfire 3.0中文野火版基础教程[M].北京:清华大学出版社,2006.
[7]胡于进,王璋奇.有限元分析及应用[M].北京:清华大学出版社,2009.
[8]陈晓霞.ANSYS7.0高级分析[M].北京:机械工业出版社,2004.
[9]John A.Schey著,王贵明,等译.制造方法基础与提高[M].北京:机械工业出版社,2004.
猜你喜欢
防爆电机(2022年1期)2022-02-16 01:13:56
冶金设备(2021年2期)2021-07-21 08:44:20
现代畜牧科技(2021年4期)2021-07-21 06:13:10
昆钢科技(2021年6期)2021-03-09 06:10:24
装备制造技术(2020年4期)2020-12-25 05:26:00
山东冶金(2018年5期)2018-11-22 05:12:22
装备制造技术(2018年5期)2018-07-11 03:04:16
制造技术与机床(2017年3期)2017-06-23 08:11:38
光学精密工程(2016年6期)2016-11-07 09:08:06
营销界(2015年23期)2015-02-28 22:06:26
