刀具半径补偿的正确应用
2011-02-24 07:25高杰
电大理工 2011年2期
高 杰
沈阳航空职业技术学院(沈阳 110034)
刀具半径补偿的正确应用
高 杰
沈阳航空职业技术学院(沈阳 110034)
结合数控实训教学的实际,详细分析了编程过程中刀具半径补偿应用所存在的问题;为提高学生对刀具半径补偿的理解及指令的执行提供了依据,同时也为刀补的正确应用提供了多种方法。
刀补 数控加工 应用
生产实践表明灵活应用刀具半径补偿(简称刀补)功能,合理设置刀补值,在数控加工中有着重要的意义。它给我们的编程和加工带来很大的方便,但在应用中由于不能正确使用刀补指令,加工过程往往出现零件异形或根本加工不出零件。因此教学中要讲清它的目的、编程格式、执行过程及具体在什么情况下应用,刀补的正确应用及合理设置刀补值,是掌握数控编程方法及正确加工零件的很好体现。
1 刀补应用中所存在问题
在教学实践中,刀补应用时主要存在的问题有以下几方面。①学生不能正确进行刀补方向的判别;②不能正确掌握在哪段程序加或取消刀补;③建立和取消刀补不能成对使用;④忘记加刀补代码或刀具补偿代码中未设置参数值;⑤在利用刀补粗、精加工零件时,计算不出应加多少刀补值。
2 刀补的目的
在实际教授学生进行零件加工时,通常只讲按理论轮廓编程,那么就需要加刀补。因为,零件加工程序是按零件轮廓编制的,而数控机床在加工过程中的控制点是刀具中心,如图1所示,因为铣刀有一定的半径,所以刀具中心(刀心)轨迹和工件轮廓不重合。实例,让学生加工凸台、凹槽类零件。加工凸台类的零件不加刀补尺寸比图样要求小了一个刀具直径,而加工内轮廓时正好相反,不加刀补时实际加工出的尺寸大了一圈。加刀补使加工出的零件尺寸与图样一致。

图1 刀具轨迹
3 刀补的执行过程
刀补的执行过程,一般可分为3步:建立刀补程序段、刀补执行程序段、取消刀补程序段。
3.1 刀补的建立
刀补的建立就是在刀具从起刀点接近工件时,刀具中心从与编程轨迹重合到与编程轨迹偏离一个刀具半径值的过程。
如图2所示,分别以内、外轮廓加工,且以加左刀补为例进行说明(加右刀补方法一致,只是走刀方向相反)。在实践中探索出刀补的建立过程是,设起刀点为A点,在A点下刀之后,一定要在下刀之后加刀补,在AB线段加左刀补,这样,不仅建立了刀补,还实现了零件外轮廓的切线进刀及内轮廓的圆弧进刀,避免了切刀痕,提高零件轮廓的加工精度。
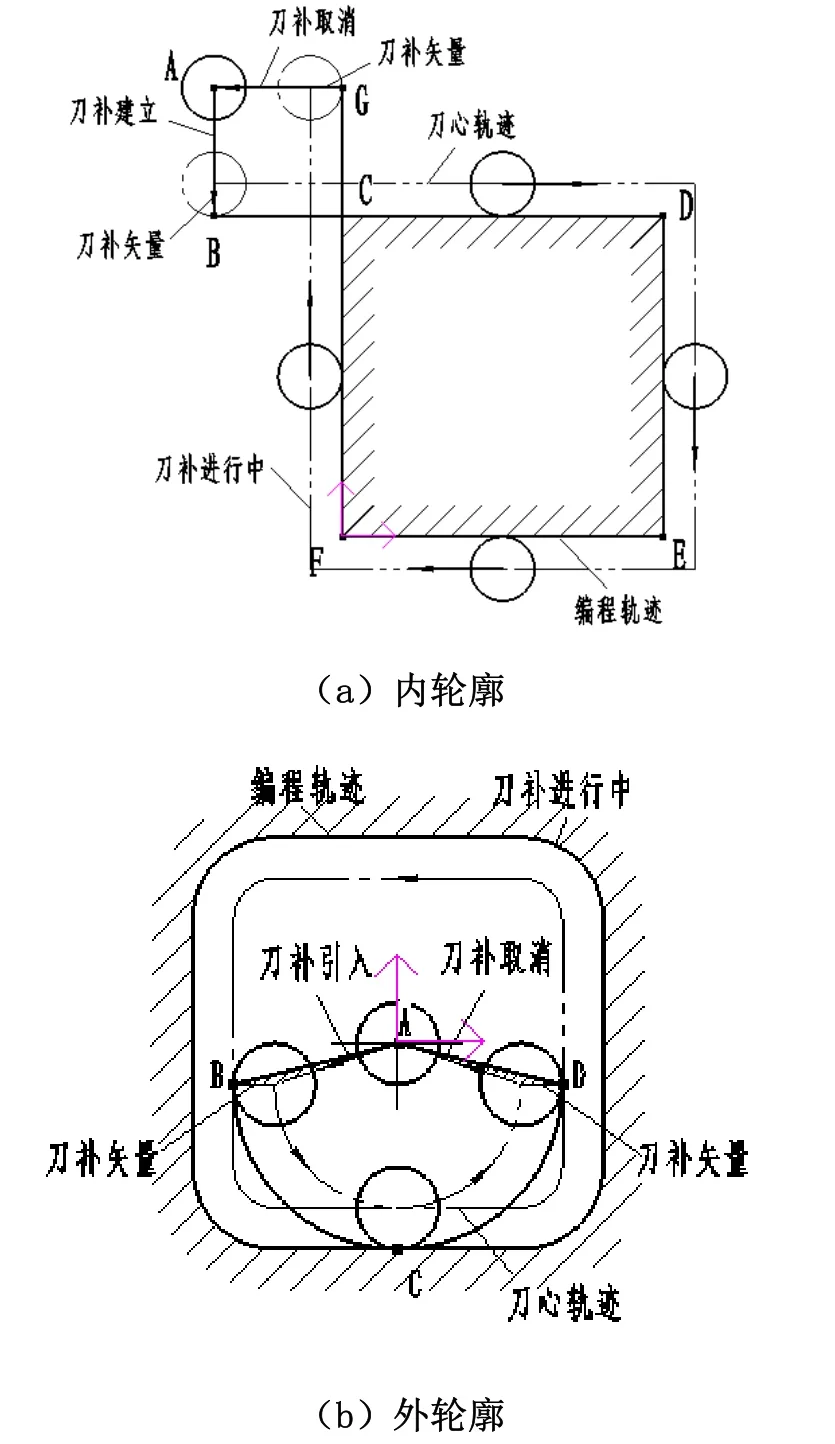
图2 刀具半径补偿的过程
3.2 刀补进行
在刀补进行状态下,G00、G01、G02、G03都可使用。它根据读入的相邻两段变成轨迹,自动计算刀具中心的轨迹。在刀补进行状态下,刀具中心轨迹与编程轨迹始终偏离一个刀具半径的距离。
3.3 刀补的取消
刀补的取消就刀具离开工件,刀心轨迹要过渡到与编程轨迹重合的过程。
如图2所示,刀补的取消过程是,设返回到起刀点A点。外轮廓在GA线段取消刀具半径左补偿,内轮廓在DA线段取消刀具半径左补偿。同样,不仅取消了刀补,还实现了零件外轮廓的切线退刀及内轮廓的圆弧退刀。
4 刀补功能的应用
4.1 修改刀具补偿值
应用刀补指令加工时,当刀具磨损或重磨后,刀具半径变小,只需在刀具补偿值中输入改变后的刀具半径,而不必修改程序。如图3所示,R1为新刀具的半径,R2为磨损后刀具的半径。

图3 刀具磨损
4.2 用同一程序、同一尺寸的刀具,可进行粗精加工
如图4所示,当按工件轮廓编程以后,在粗加工零件时我们可以把偏置量设为R+△,其中△为精加工前的加工余量;而在精加工零件时,偏置量仍然设为R(对于有公差要求的零件,精加工时的偏置量应设置为R+平均偏差/2),但这是理论上的数值,在实际加工中刀具、机床、夹具不可避免的会有误差,因此,精加工的的偏置量不可能为上述计算的值。

图4 半径补偿加工应用
4.3 凸凹件的加工
在数控加工中有许多零件由一凸、一凹两件进行配合形成,凸凹件的形状一致,尺寸相同的凸凹部分,我们就可以利用刀补方向可由补偿量符号改变,而编制一个程序,进行两件的加工。在加工凸件时将偏置值设为+D,刀具中心将沿轮廓的外侧切削;当加工凹件时将偏置值设为-D,刀具中心将沿轮廓的内侧切削。这种加工方法在模具加工中应用较多。
4.4 薄壁件的加工
同样道理,我们可以用一个程序,进行薄壁件的加工,薄壁件内外形一致,尺寸相差一个壁厚。加工外轮廓时将偏置值设为+D,加工内轮廓时将偏置值设为-(D+δ),δ为薄壁的厚度,通过改变进出刀路线,实现薄壁的加工,而不需要再重新编制一个程序。提高零件的加工效率。
5 结语
刀补在数控加工中有着非常重要的作用,正确的编制程序,灵活、合理地运用刀补是保证数控加工有效性、准确性的重要因素。
[1]于春生主编.数控机床编程及应用.北京:高等教学出版社,2006.
[2]汪红,李荣兵主编.数控铣床/加工中心操作工技能鉴定培训教程.北京:化学工业出版社,2009.
[3]韩鸿鸾主编.数控铣工/加工中心操作工.北京:机械工业出版社,2006.
[4]李南峰,施复兴等.高职院校课程建设问题探析.十堰职业技术学院学报,2004.17(4).
齐婷婷)
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
中国信息化(2022年5期)2022-06-13
汽车工程(2021年12期)2021-03-08
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2016年6期)2016-11-16
凿岩机械气动工具(2015年3期)2015-11-11
卫生职业教育(2014年16期)2014-05-16