
浅谈MTBE装置腐蚀问题
2011-01-05 14:38戴旭东
石油化工腐蚀与防护 2011年5期
戴旭东
(中国石油天然气股份有限公司兰州石化分公司,甘肃兰州 730060)
浅谈MTBE装置腐蚀问题
戴旭东
(中国石油天然气股份有限公司兰州石化分公司,甘肃兰州 730060)
MTBE装置的生产工艺路线决定了装置中存在固有腐蚀,但影响腐蚀的因素比较多,先从腐蚀机理入手,再结合该装置的腐蚀特点进行分析,指出了该装置与其他装置腐蚀的相同点和不同点,从管理和技术方面提出了诸多解决和改进措施,从而有效地减缓了装置腐蚀,并确保产品质量和装置的安全稳定运行。
MTBE 1-丁烯 腐蚀 催化剂 醚化
随着无铅汽油的推广和应用,甲基叔丁基醚(MTBE)作为汽油的优质调合组分越来越受到普遍欢迎,其需求量也日益增加,同时生产MTBE又可有效地利用裂解碳四组分或者催化裂化碳四,可生产高纯度的MTBE和1-丁烯产品,因此,MTBE装置的生产越来越受到重视。
生产MTBE最常见的工艺流程是采用异丁烯与甲醇在催化剂作用下进行醚化作用生成MTBE,装置相应有醚化反应系统、反应精馏系统、甲醇萃取系统和甲醇回收系统,如果继续生产1-丁烯产品,则应相应有脱异丁烷系统和1-丁烯精制系统。
1 腐蚀机理
能促使异丁烯和甲醇反应生成MTBE的催化剂很多,如硫酸、固体超强酸、杂多酸及其盐类、分子筛、阳离子交换树脂等,但从催化剂的活性、选择性、稳定性、生产成本以及对环境的影响等综合因素考虑,无论是国内还是国外的主要装置,目前都首选阳离子交换树脂作为生产MTBE的催化剂。该种催化剂是大孔径强酸性阳离子树脂,由苯乙烯和二乙苯按1∶1的摩尔比,用悬浮法生成的催化剂颗粒称为裸基催化剂,经过分子筛筛选后的裸基催化剂,用浓度为98%硫酸酸化、水洗后,才制成大孔径强酸性阳离子树脂催化剂。由此可见,采用这种催化剂生产MTBE,装置不可避免地会产生腐蚀,其腐蚀机理,即:
①由于原料(包括碳四和甲醇)中含有的金属阳离子(Na+,Ca2+,Fe2+)、硫化物和碱性物质等置换催化剂中的H+,造成H+脱落:

②正常反应温度或超温情况下催化剂中磺酸基的脱落:

③在有水、酸及高温等条件下,催化剂上的磺酸基会脱落:

④催化剂生产过程中本身残留的游离酸。
⑤原料甲醇中带入的甲酸。
因此,装置内部就形成了酸性环境,同时,装置内原料甲醇罐及加入的脱盐水均可能带入氧,金属表面与导电杂质形成了原电池,形成了腐蚀:

由(5)式构成的原电池,即为析氢腐蚀,由(6)式构成的原电池,即为吸氧腐蚀。
2 装置中实际存在的腐蚀
中国石油兰州分公司合成橡胶厂年产80 kt MTBE和40 kt 1-丁烯装置,于2006年3月开车,该装置运行期间曾由于腐蚀问题造成生产非常被动。到2008年止,水洗系统的洗涤水冷却器和换热器就出现部分列管腐蚀而封堵,2008—2009年甲醇回收塔加料线因腐蚀破损3次部分更换管线,最后该管线被迫全部更换,2008年检修期间发现反应塔回流槽入口管线在贮槽内腐蚀严重,2010年1月底,脱重塔冷凝器(E304A/B)因腐蚀被迫停车,2010年4月因腐蚀造成脱轻塔回流泵(P303)阀门无法关严,临时停车维修泵,结果发现该泵叶轮腐蚀严重,2010年4月由于脱轻塔冷凝器(E303A/B)腐蚀,造成循环水中带碳四而被迫停车检修,2010年6月检修期间,发现甲醇回收塔塔盘浮阀由于腐蚀造成脱落严重(约30%以上),反应塔回流泵(P206)出口管线检测不合格而局部更换。
从上面的事实可以看出,最先出现腐蚀的部位是甲醇萃取塔釜至甲醇回收塔的加料线,对甲醇萃取塔塔釜不同pH值之下的萃取循环水做了碳钢试片试验,其结果见表1。
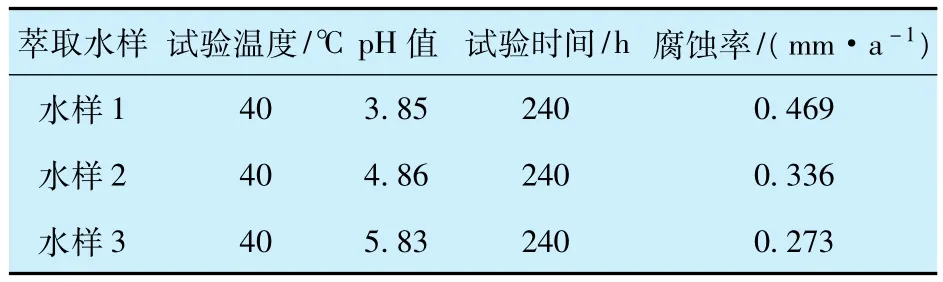
表1 不同pH值下萃取水对碳钢腐蚀速率的影响Table 1 Effect of different pH value on corrosion rate of carbon steel
在经过换热器温度升高后的部位腐蚀更为严重,这说明温度对腐蚀起了加剧作用。通过分析,由于系统中存在活性氧,在经过换热器换热后温度升高,氧的活性增加,不但发生了析氢腐蚀,而且还存在吸氧腐蚀,产生了氧化铁,并且氧腐蚀占主导地位。氧化铁的胶状物随循环萃取水返回萃取塔,经过塔盘分离时氧化铁对塔壁又产生了氧化还原腐蚀。
这就可以解释萃取塔萃取段普遍发生了较重腐蚀而沉降段腐蚀较轻的原因,萃取段的腐蚀呈现不均匀的斑驳状也说明了这一点。
目前腐蚀已由水洗系统逐步扩展到后面的1-丁烯精制系统,涉及的设备由管线发展到泵和大型换热器,因此,有必要对该装置的腐蚀进行全面分析,并采取相应措施。
3 措施及建议
鉴于腐蚀产生的机理,生产过程中正常脱落的磺酸基是无法控制的,否则也就无法进行生产了,但除此以外产生的腐蚀都是可以控制或者至少可以减缓的,从该装置的生产特点出发,借鉴同行业装置的经验,提出部分措施和建议。
(1)严把原料质量关
原料碳四中夹带的金属阳离子(Na+,Ca2+,Fe2+)、硫化物和碱性物质等,根据不同的生产工艺路线,其含量差别很大,一般裂解碳四中的杂质要比催化裂化碳四少得多,但都应该尽可能地为MTBE装置提供优质原料,对于原料甲醇尽可能使用优质品,控制其中的甲酸和水含量,由于该装置还会在新鲜甲醇中掺入部分回收甲醇,因此要确保甲醇回收塔塔顶回收甲醇的质量,主要是其中的水含量要少。目前,原料净化最好的方法是用好离子过滤器,定期更换离子过滤器内的催化剂,以免对后系统造成进一步腐蚀,其次是针对杂质比较多,使用类似旋流净化器进行净化。
(2)精心操作,稳定工艺
催化剂都有一定的稳定性,一般都要控制在失活温度以下(通常是80℃以下)。但不是说只要在失活温度以下磺酸基就不会脱落,只是脱落的速度比较缓慢而已,因此,在日常操作过程中要尽量避免工艺波动,尽可能控制在操作温度的下限,绝对要避免超过催化剂的完全失活温度(120℃),对于反应精馏塔最关键的是调整醇烯比、回流量和塔釜温度。
(3)控制系统各部位水含量
对于MTBE装置来说,醚化系统水含量高会造成MTBE产品中叔丁醇含量超标,同时,1-丁烯系统也是严格控制水含量的,因为1-丁烯产品中水含量控制在25 mg/kg,系统中水含量还会造成催化剂中磺酸基脱落,H+是亲水性的,会造成带水部位的设备腐蚀,由此可见,整个系统内的水含量不但关系到产品质量,而且还影响设备腐蚀,因此,严格控制整个装置各部位水含量,重点是该装置的三个放水点(原料碳四、醚后碳四和脱异丁烷塔顶)要及时将游离出来的水脱除,在设备检修后要将设备内的水吹扫干净。
(4)定期监测系统pH值和杂质分析
对系统关键部位的pH值和原料中碳四及甲醇中金属离子、硫化物、碱性物质等进行定期监测,以便对整个装置腐蚀情况心中有数。离子净化器中的催化剂必须定期更换,以确保尽可能少的有害物质进入反应系统。
(5)新催化剂醇洗
装置新更换催化剂后,由于新催化剂中带的游离酸比较多,而且其中未处理干净的碳化催化剂也会影响MTBE产品的颜色,因此在更换新催化剂后,设备投用前线进行醇洗可很好解决上述两个问题,但值得注意的是,更换催化剂后开车初期要控制较小的醇烯比,以免产品中甲醇含量超标。
(6)碱洗流程优化
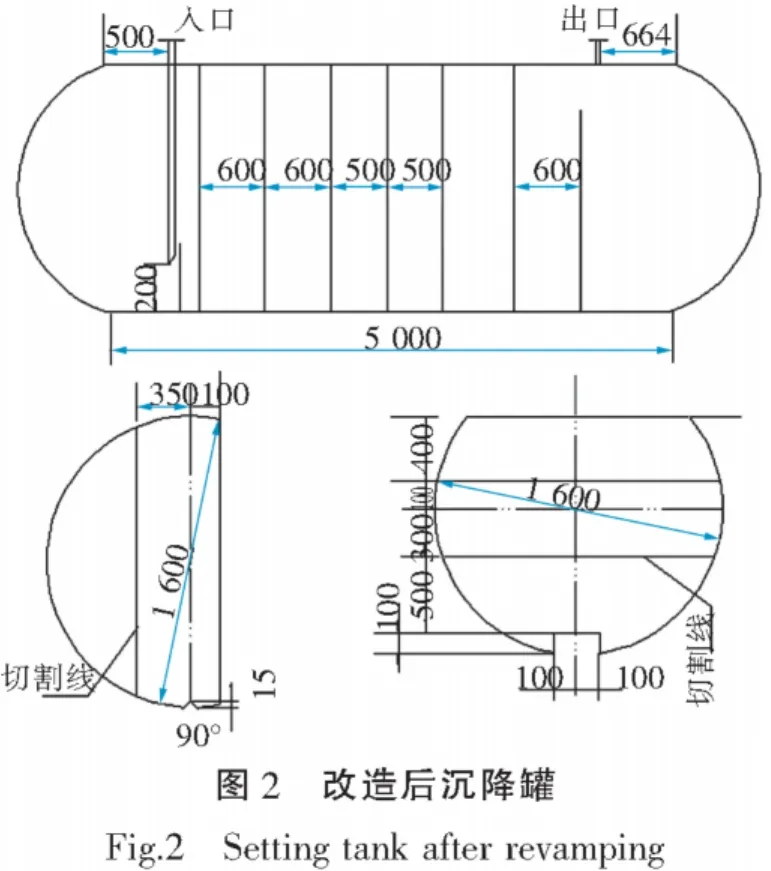
为降低酸性对系统的腐蚀,该装置在水洗系统前设计了碱洗(氢氧化钠)及沉降流程,但沉降效果不好造成碱液被醚后碳四带入后系统,反而造成碱腐蚀。为此将沉降罐内部结构进行了改造增设了隔板,取得了良好的效果,碱洗流程投用前萃取水的pH值约为5,投用后pH值能上升到6.8左右,从前面的论述可以看出,系统内pH值在大于6.5后,电化学腐蚀的析氢腐蚀可明显得到抑制和改善,改造前后沉降罐结构分别见图1、图2。
(7)使用新鲜水连续置换水洗系统
甲醇水洗塔一直是该装置腐蚀最严重的部位,每次检修打开设备后该塔带有非常严重的铁锈杂质,塔釜排放的萃取水一直是黑色的,2007年水洗系统因为杂质多而致使萃取水排放困难,该塔塔盘将原碳钢材质更换为白钢材质,并且将塔盘筛孔由φ3扩为φ5,从2009年开始,在甲醇水洗塔的水中增加了一股新鲜脱盐水,并从甲醇回收塔塔釜连续排放,从而稀释了水洗系统酸度,该措施从很大程度上改善了该系统的腐蚀状况一,但却增加了化污排放量。

(8)其它建议
可考虑在该装置使用工业缓蚀剂,但这一措施未在同行业装置中有使用,没有借鉴先例。另外,随着装置服役期延长,为确保安全生产,可适当缩短设备检测周期和扩大检测范围。
4 结束语
MTBE装置的腐蚀主要是由于装置工艺路线所决定的固有腐蚀,属于电化学腐蚀,但造成腐蚀的原因很多,需根据各装置的生产工艺不同和腐蚀特点,从多方面有针对地进行管理和控制,将腐蚀程度降到最低。
Discussion on Corrosion in MTBE Unit
Dai Xudong
(PetroChina Lanzhou Petrochemical Company,Lanzhou,Gansu 730060)
The process of MTBE unit determines that there is corrosion in the unit,but there are a number of impact factors.Through the analysis of corrosion mechanisms and corrosion characteristics of the unit,the common aspects and differences between this unit and other MTBE units are found out.The solutions and improvement measures are proposed in respect of operation management and technology,whose implementation has effectively mitigated the unit's corrosion and maintained the product quality and unit's safe reliable operation.
MTBE,1 -butene,corrosion,catalyst,etherification
TE985
A
1007-015X(2011)05-0014-03
2011-03- 07;修改稿收到日期:2011-07-07。
戴旭东,高级工程师,1993年毕业于西北大学,主要从事化工生产的管理工作。E-mail:daixudong@petrochina.com.cn。
(编辑 陈凤娥)
猜你喜欢
化工管理(2022年14期)2022-12-02
石材(2020年12期)2021-01-15
石材(2020年11期)2021-01-08
当代水产(2019年4期)2019-05-16
石油石化绿色低碳(2019年6期)2019-02-13
石油炼制与化工(2017年2期)2017-04-07
中国塑料(2016年6期)2016-06-27
中国化肥信息(2016年27期)2016-05-17
物理化学学报(2015年5期)2015-02-28
化学工业与工程(2015年1期)2015-02-10
