
精密轴小平面批量磨削的加工方法
2010-11-28 05:00郭阳春
制造技术与机床 2010年8期
郭阳春
(福州三和精密轴有限公司,福建福州 350015)
某零件如图1所示,要求在直径为φ2.0 mm、长为42.0 mm的细长轴上加工一个小平面,小平面要求厚度为1.6±0.015 mm、长度为8.5±0.05 mm、表面粗糙度为Ra0.4 μm;并且,该零件月需求量达100万根。考虑该零件加工精度和表面粗糙度要求,通常采用平面磨削方法进行加工;但是,平面磨削方法无法满足其生产批量要求。因此,根据零件加工特点,利用圆弧段替代直线段方法,实现大圆弧面逼近小平面;并采用几何学两个圆弧相切条件,实现小平面批量加工机构,成功解决了该零件的大批量生产问题。现介绍如下。

1 大圆弧面逼近小平面原理
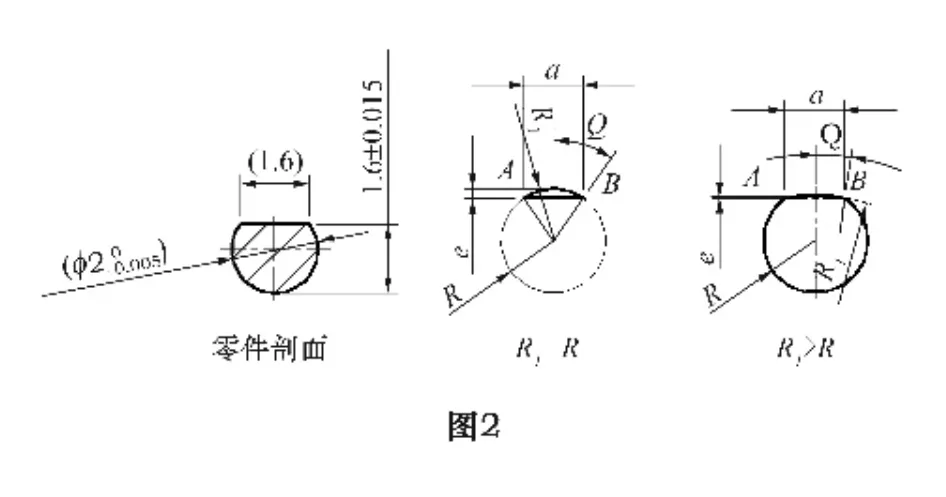
如图2所示,取零件加工部位剖面,可以知道,加工轴的小平面,就是去除圆的弦长和弧长AB所封闭的扇形部位。考虑到轴类零件的外圆面批量磨削加工在工艺上比较容易实现,因此,方案上首先选用大圆弧面逼近小平面的方法实现批量磨削。由于圆弧面和小平面分别由圆弧段和直线段组成,所以,针对加工零件剖面特点,如果使用圆弧段可以替代直线段,那么,采用大圆弧面逼近小平面的方案原理上也可以实现。
1.1 圆弧段替代直线段原理推导
对于零件剖面简化模型,取AB的圆弧长进行分析。已知a为AB的弦长。Q为弦长的半角,显然,其取值范围为区间(0,π/2)。R为轴的半径,e为偏差。R1为用于逼近小平面的大圆弧半径,其取值范围为区间[R,+∞)。
设AB的圆弧长为 W1,则W1=2QR1;已知,AB的弦长为a;得:R1=;所以,W1=;又因为,Q=;可以知道,如果 a为固定值,当R1值增大时,Q将变小。当Q趋于0时,存在极限(Q/sinQ)=1,即W1=a。这就是说,只要R1的取值足够大,就可以用圆圈弧段代替直线段,即使用大圆弧面逼近小平面的方法,理论上可以实现。考虑零件加工尺寸和加工机构实现等因素,R1选用100 mm。
1.2 替代精度分析
显然,R1取值必须满足条件偏差e小于零件的制造公差的1/3~1/5。已知R1取100 mm,弦长a可以根据已知加工尺寸和勾股定理计算,a=2×=1.6,即 a为 1.6 mm。所以,e=R1-=100-99.997=0.003,即 e为 0.003 mm。因为,零件厚度制造要求为1.6±0.015 mm,偏差e为制造公差的1/10,满足制造要求。所以,可以采用加工半径为100 mm的大圆弧面去逼近该零件要求的小平面。
2 批量磨削加工方法实现机构原理
2.1 几何学两个圆弧相切条件。
为了实现大圆弧面的批量加工,采用了两个转动的相切圆原理(图3),W3=R3+R2。如果将圆A作为砂轮,那么,圆B就是产生工件大圆弧的轨迹,此时R3=100 mm。
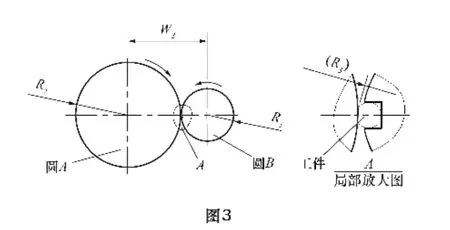
所以,只要设计一种不断转动的机构,可以实现工件自动装夹、相切磨削加工和下料一系列动作,就可以实现小平面批量磨削。其中,工件的装夹必须保证,工件随机构转动时,工件与砂轮相切点在圆B轨迹上。
2.2 批量加工方法实现机构原理

机械原理如图4所示,件2为工件的料仓,工作时,件3送料盘与件7砂轮相向不停转动。首先,送料盘转动过程中,工件1不断从料仓中被送料盘3带走,并在送料盘的槽里径向定位;接着,随着送料盘的转动,工件与夹紧装置5和轴向压紧板接触,完成工件装夹;对工件进行夹紧时,夹紧装置使用减速器带动可以配合送料盘压紧并转动。然后,工件在送料盘带动下与砂轮7作相切磨削,加工出工件的大圆弧面;最后,工件磨削完,工件与夹紧装置的压紧的输送带,可以将脱落的工件及时运出。图4中7为磨削砂轮,考虑大批量生产中砂轮过快磨损会严重影响零件加工精度和生产效率,故选用CBN砂轮。
2.3 工件装夹方法
工件在送料盘上的装夹方法是机构实现的重点。如图5所示,工件径向定位时,工件3进入件2送料盘的槽里,实现轴的径向定位。送料盘的槽深影响工件小平面厚度的加工精度,在设计送料盘时,要求槽底部表面粗糙度为Ra0.8 μm,槽深制造公差0.005 μm以内。夹紧时采用件1夹紧装置,夹紧装置为可以转动的夹紧圆盘,工作时在摩擦力作用下,夹紧圆盘可以与送料盘同步转动,完成工件夹紧和松开动作。由于加工过程中,许多工件同时磨削,工件夹紧面与夹紧装置压紧面的距离有一定差别,因此,设计时夹紧装置与工件接触部分的压紧面使用硅胶,使压紧面可以同时夹紧所有参与磨削的工件。

工件轴向定位时,轴向压紧片6自动推动工件,将工件的一个端面贴住轴向定位块5,完成轴向定位。轴向定位块与送料盘设计为可以拆装的部件,工作时可以一起转动,以保证工件轴向定位准确。
工件的径向定位和轴向定位,及工件的夹紧和松开,随送料盘的转动自动进行,并配合工件的磨削动作,实现工件装夹、加工和下料整个自动加工循环。
3 结语
经企业生产实践证明,采用大圆弧面逼近小平面的精密轴批量磨削方法加工,其产品质量和生产效率完全满足高精度、大批量的精密轴小平面生产要求。目前,该加工方法成为精密轴生产企业一种先进、经济的加工技术。
猜你喜欢
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26
科学家(2021年24期)2021-04-25
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2015年10期)2015-04-09
组合机床与自动化加工技术(2014年12期)2014-03-01
装备制造技术(2010年11期)2010-03-16
