TiAl合金的热加工、组织和性能
2010-10-24 09:20:16陈玉勇孔凡涛肖树龙
中国材料进展 2010年3期
陈玉勇,杨 非,孔凡涛,肖树龙
(哈尔滨工业大学材料科学与工程学院,黑龙江 哈尔滨 150001)
TiAl合金的热加工、组织和性能
陈玉勇,杨 非,孔凡涛,肖树龙
(哈尔滨工业大学材料科学与工程学院,黑龙江 哈尔滨 150001)
采用水冷铜坩埚感应熔炼技术制备了高质量的Ti-43Al-9V-0.3Y合金铸锭,该合金铸态组织为近层片组织结构,层片团簇的体积分数为85%左右,大小约为80μm,块状β和γ相位于层片团簇边界。层片结构中除了γ和α2相外,还存在少量的β相析出物。Ti-43Al-9V-0.3Y合金具有良好的热加工性能,通过包套锻造和包套轧制技术,成功制备了大尺寸TiAl合金锻饼和国内最大尺寸TiAl合金板材,其尺寸分别为φ260 mm×24 mm和500 mm×300 mm。经热变形后,Ti-43Al-9V-0.3Y合金的显微组织明显细化,力学性能得到了显著提高。
TiAl合金;加工;组织;性能
前 言
γ-TiAl合金被认为是一种在航空航天发动机、能源以及汽车工业等领域内具有广阔应用前景的轻质耐高温结构材料[1-3]。然而,T iAl合金室温塑性低以及高温变形能力和抗氧化性能不足成为其工程化应用的最大障碍。各国研究者一直致力于通过合金化、热处理和热机械处理等技术来克服TiAl合金的上述缺点[4-7]。近年来,TiAl合金的热变形加工技术(如锻造、挤压和轧制等)引起了研究者们的关注,但由于TiAl合金流变抗力大,热加工性能相对较差,所以降低该合金的高温流变抗力、提高合金热变形能力对于实现T iAl合金的可加工性是很必要的。目前一种非常有效的方法就是在T iAl合金中同时引进高温β相和降低晶粒尺寸。研究者们发现,合金元素Nb,Cr和V是β相稳定元素,在T iAl合金中添加这些元素有利于提高合金的变形能力[8-10],而稀土元素Y不仅可以细化TiAl合金的晶粒尺寸,同时还能净化TiAl合金熔体[10-11]。基于此,本研究选择Ti-43Al-9V-0.3Y合金作为研究对象,主要研究了该合金的热加工(铸造、锻造和轧制)性能、显微组织以及其力学性能等。
合金铸锭
目前,T iAl合金铸锭的制备主要有真空电弧熔炼、等离子束熔炼和感应凝壳熔炼3种方法。与其他方法相比,感应凝壳熔炼通过电磁场搅拌合金熔体,使熔体成分更加均匀。我们采用水冷铜坩埚感应熔炼,以海绵Ti,高纯Al,以及其他中间合金为起始原料,成功制备了不同规格和成分的TiAl合金铸锭(图1所示),其尺寸可以达到φ140 mm×(150~260)mm。本研究采用的合金名义成分为Ti-43Al-9V-0.3Y(原子百分数,下同)。TiAl合金铸锭先经均匀化退火(900℃,48 h),然后进行热等静压处理(1 250℃,175 MPa,4 h),以消除铸锭中的缩孔和疏松等缺陷。经测量,铸锭中的氧含量约为0.05%。

图1 感应凝壳熔炼制备的TiAl合金铸锭Fig.1 Ingots of Ti-43Al-9V-0.3Y alloy made by induction skullmelting
如图2所示,Ti-43Al-9V-0.3Y合金的显微组织主要由层片结构组成,层片结构的体积分数约为85%,层片团簇的大小约为80μm。合金的铸态组织中没有枝晶的存在,铸锭中心和边缘的层片团簇大小相同。在层片团簇的边界处存在β和γ相(图2b),更多细节如图2c所示。图2c中各点EDS分析结果列入表1。亮白色颗粒富含Y和Al元素,其中Al/Y约为2∶1,而Ti和V元素在该颗粒中含量较少,根据文献[10-11]的研究,认为亮白色颗粒为YAl2相。灰色的β相各元素的含量为46Ti,32.79Al,21.21V(原子百分数,下同),没有发现Y元素。层片结构和黑色γ相各元素的含量分别为46.41Ti,43.52Al,10.07V和47.95Ti,46.36Al,5.69V,同样,在层片结构和γ相中也未发现Y元素的存在。XRD分析也证实了Ti-43Al-9V-0.3Y合金中含有γ,α2和β三相,如图3所示。由于YAl2相在Ti-43Al-9V-0.3Y合金中含量很少,所以在XRD谱图中没有发现YAl2相的存在。值得注意的是,各相中V含量存在很大的不同,其中β相中的V含量最大,达到21.21%,这符合V元素是β相的稳定元素的观点[12]。
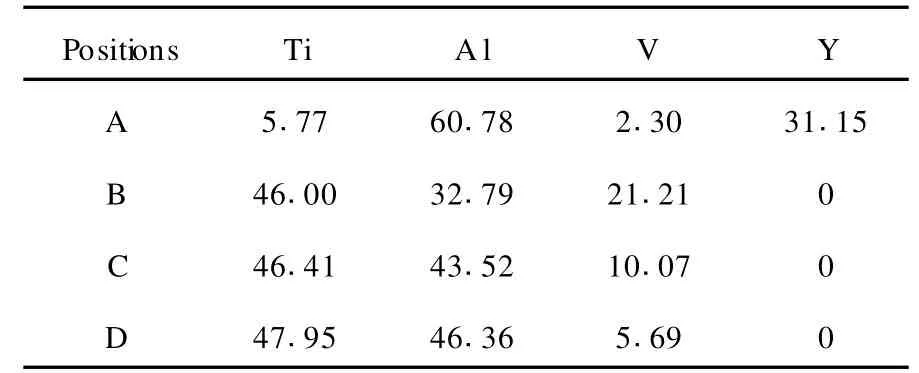
表1 铸态Ti-43Al-9V-0.3Y合金相应于图2c中各点化学成分EDS分析结果(x/%)Table 1 Chem ica l composition analyzed by EDS co rre sponding to diffe rent positions in figure 2c fo r as-ca st Ti-43Al-9V-0.3Y a lloy(x/%)
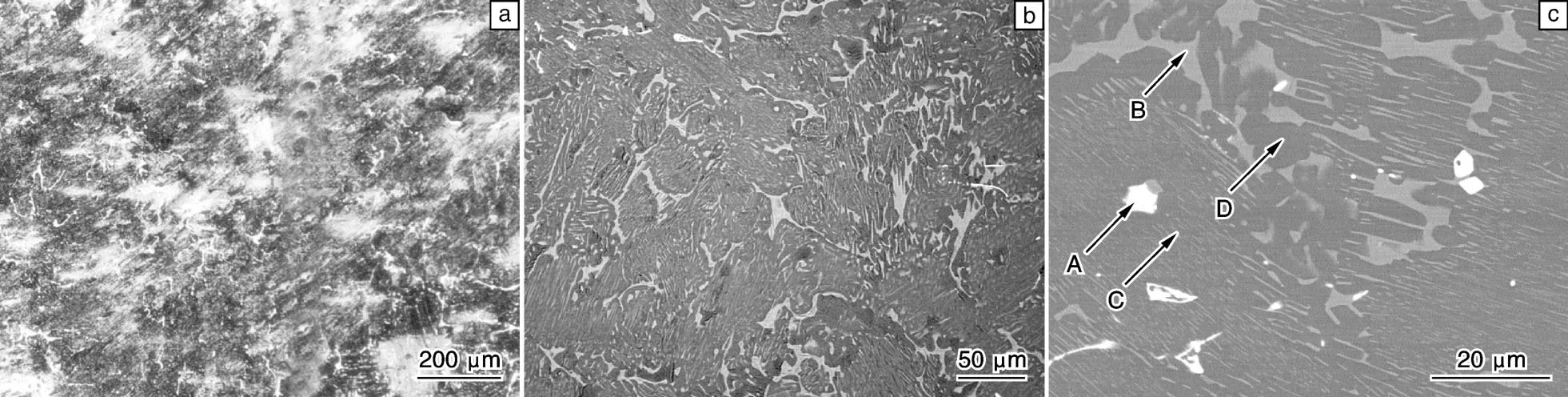
图2 Ti-43Al-9V-0.3Y合金铸态显微组织Fig.2 Microstructures of as-cast Ti-43Al-9V-0.3Y alloy:(a)optical image,(b)BSE mode,and(c)BSE mode in a larger visual field
Ti-43Al-9V-0.3Y合金的层片结构如图4[13]所示,可以看出,在层片组织中除了α2和γ相外还有沉淀物析出,根据图4b的电子衍射分析得出,析出相具有bcc结构,晶格常数0.316 nm,为β相。EDS分析显示β相沉淀物的成分为49.7Ti,28.5Al,21.8V,V的浓度与表1中EDS分析结果一致。铸态Ti-43Al-9V-0.3Y合金具有近层片组织结构,其晶粒尺寸细小,γ和β相位于层片团簇边界。该显微组织结构反应如下的凝固和转变路径:L→L+β→β→α+β→α+β+γ→Lamellar+β+γ。合金通过β相区进行凝固,显示了等轴晶特征。在整个凝固过程中β→α转变是不完全的,由于添加大量的β相稳定元素V,使得在冷却速度偏离平衡冷却速度的冷却过程中部分β相保留下来,形成了低温B2相(图4a)。片层结构是由高温α相在冷却过程发生转变形成的。同时β+γ结构是由γ相从高温β或α相析出形成的[11]。结果合金形成了由β+γ包围的近层片组织结构。

图3 铸态Ti-43Al-9V-0.3Y合金的XRD谱图Fig.3 XRD pattern of as-cast Ti-43Al-9V-0.3Y alloy

图4 铸态Ti-43Al-9V-0.3Y合金层片结构的TEM照片(a)和析出相的电子衍射花样与指标花(b)Fig.4 TEMmicrograph(a)of lamellar structure and electron diffraction pattern(b)ofβprecipitate in lamellas for as-cast Ti-43Al-9V-0.3Y alloy
铸态Ti-43Al-9V-0.3Y合金具有较细小的晶粒尺寸,为80μm左右。与添加其他晶粒细化剂(如元素B)的T iAl合金相比,该合金的晶粒尺寸更加细小。有3个原因可以解释上述现象。首先,在β→α转变过程中,理论上α相有12个不同的生长方向,这就促进了α的形核过程[14]。其次,由于添加了大量的β相稳定元素V,从而在凝固过程中形成了大量的β相,在冷却过程中限制了α相晶粒的长大。第3,添加稀土元素Y,细化了T iAl合金的晶粒尺寸,这在作者先前的研究中得到了证实[10-11,15]。另外,因稀土元素Y与O具有较高的亲和力,所以Y可以净化TiAl合金[16]。然而在本研究中没有发现Y2O3的存在,这是因为在IS M熔炼过程中,真空度较高,形成的Y2O3数量较少,在XRD谱图和TEM观察中很难发现。
合金锻造
TiAl合金由于其本质脆性,热加工性能相对较差,普通锻造过程中锻饼很容易发生开裂现象。为了避免类似情况的发生,我们采用了包套锻造技术,在1 200℃、变形速率约为0.01 s-1的条件下,成功制备了高质量TiAl合金锻饼。目前我们制备的TiAl合金锻饼尺寸达到φ260 mm×24 mm,如图5所示。

图5 Ti-43Al-9V-0.3Y合金锻饼Fig.5 Pancake of Ti-43Al-9V-0.3Y alloy
Ti-43Al-9V-0.3Y合金锻饼表面和中心部位的显微组织如图6所示,可知锻饼表面的组织结构为均匀的双态组织(DP),其主要由弯曲和破碎的层片结构、破碎和延长的γ相、β相以及YAl2相组成,而中心部位的组织为明显的流线结构,不能观察到层片结构。

图6 锻态Ti-43Al-9V-0.3Y合金的SEM照片:(a)近表面,(b)中心部位Fig.6 SEMmicrographs of as-forged Ti-43Al-9V-0.3Y alloy:(a)near surface zone and(b)central zone
图7[17]是Ti-43Al-9V-0.3Y合金锻饼中心部位组织的TEM照片,从中可以看出,动态再结晶晶粒体积分数较高,动态再结晶γ晶粒尺寸很小,约为1~5μm。在一些γ晶粒中存在大量的挛晶和位错,如图7a所示。同样也存在少量的剩余层片组织(图7b)。
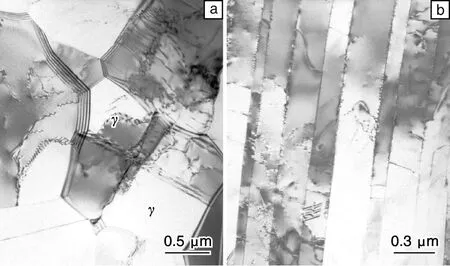
图7 锻态Ti-43Al-9V-0.3Y合金的TEM照片:(a)动态再结晶γ晶粒和位错,(b)残余层片组织Fig.7 TEMmicrographs of as-forged Ti-43Al-9V-0.3Y alloy:(a)dynamical recrystallizingγgrains and dislocations in γgrain and(b)remnant lamellaes
热加工细化了Ti-43Al-9V-0.3Y合金的铸态组织。在热加工过程中,由于输入大量的变形能量,促进了T iAl合金发生动态再结晶和层片组织球化,从而合金的组织形态发生了变化。因此,不同的变形量将会导致不同的组织结构(图6所示)。Ti-43Al-9V-0.3Y合金锻饼的表面区域组织与中心区域的组织存在较大的差别。这是因为在锻造过程中,合金表面与模具之间存在摩擦,与中心区域相比,表面的变形量较小。因此动态再结晶和层片组织球化过程在表面区域进行的不充分,导致Ti-43Al-9V-0.3Y合金锻饼表面区域存在一定数量的剩余层片,相反,锻饼中心动态再结晶和层片组织球化较为完全,在SEM照片中没有发现明显的层片组织,而显示的是大量变形后的流线结构。
γ相的变形机理已经被广泛研究,已经证实在热加工过程中,由于位错的增殖和形变挛晶使得γ相产生较大的应变。然而对于TiAl合金中α2和β的变形研究较少。有研究认为[18],在热加工过程中β相的屈服应力较低,能够承担一部分变形。所以,在TiAl合金中引入一定量的β相可以提高合金的高温变形能力。同时,β相的引入细化了TiAl合金的晶粒尺寸,从而有助于促进热加工过程中的动态再结晶行为,进而可以缓减TiAl合金的加工硬化行为,提高T iAl合金的高温变形能力。
合金板材
作为超音速飞行器和未来涡轮发动机的结构部件以及热防护系统使用的结构材料,TiAl合金板材的制备及加工技术引起了国内外研究者们的注意。各国均把TiAl合金板材的制备和应用列为本国未来结构材料的发展计划。美国主要航空计划将TiAl合金板材作为当前的备选材料,这些计划包括[19]:①可重复使用的运载火箭,②NASA未来X-37航天飞机,③联合战斗机,④X-38救援车,⑤军用航天飞机,⑥机动航天器,⑦超音速飞机;欧洲“Hermes and Sanger”计划把TiAl合金板材列为应用于600~900℃的高温航空结构材料,航空运输研究计划(FESTTP)将T iAl合金板材纳入热结构及热保护性系统中的备选材料,另外欧洲还准备将TiAl合金板材应用于高速民用运输机(目前已经初步应用)和可以重复使用的单级入轨(SSTO)太空船(RLV);奥地利Plansee公司也计划把该公司研制的Gamma met-1000型TiAl合金板材应用到欧洲未来的飞机A3XX以及美国NASA在研的新型可重复使用的航天飞机部件上。
然而,T iAl高温变形能力不足、加工性能差,导致TiAl合金板材制备工艺复杂,制备板材的难度大。通常TiAl合金板材的轧制需要具备以下几个条件[20-21]:①在高温条件下实现近等温轧制;②选择适当的轧制速度和道次变形量,以免在轧制过程中板材发生开裂现象;③采取措施防止板材在轧制过程中发生氧化现象。为了满足上述的轧制条件,各国进行了大量的研究工作,并取得了丰硕的成果。
德国GKSS研究所与奥地利Plansee AG公司联合研究,在上世纪90年代采用铸锭冶金的方法制备了TiAl合金板材,其名义成分为Ti-47Al-2Cr-0.2Si和Ti-48Al-2Cr(原子百分数)[22],Ti-47Al-2Cr-0.2Si合金板材经过热处理,得到了4种不同的组织形态(Primary Annealed(PA),Near-Gamma(NG),Duplex(DU)和Fully Lamellar(FL)),其室温延伸率可以达到0.8%~1.5%,屈服强度为380~550 MPa,Ti-48Al-2Cr合金板材的室温延伸率可达5%。上述两种合金板材均显示出了较好的超塑性能,经超塑成型两种合金被制备成了不同的复杂部件。近年来,Plansee AG公司发明了一种先进的TiAl合金板材轧制技术[19],该技术能够利用传统的热轧机在(α+γ)两相区低速轧制出大尺寸的TiAl合金板材,目前采用该技术能够成功轧制出TiAl合金板材的最大尺寸为1 800 mm×500 mm×1.0 mm,常规条件下能够轧制出T iAl合金板材的尺寸可达800 mm×400 mm×1.0 mm。美国对TiAl合金板材的包套轧制技术也进行了大量的研究[23-26],已报道,美国能轧制的最大T iAl合金板材的尺寸为700 mm×400 mm,而板材的性能未见详细报道。俄罗斯超塑性问题研究所也发明了一种新型的TiAl合金板材轧制技术[27],该技术实现了低温轧制TiAl合金板材,在共析温度以下轧制,成功制备了成分为Ti-45.2Al-3.5(Nb,Cr,B)(原子百分数)的TiAl合金板材,其尺寸可达400 mm×200 mm,经热处理后(在α相区热处理,空冷,然后在900℃下时效2 h),板材的晶粒尺寸约为50μm,层片间距为25~300 nm,室温断裂强度为930~973 MPa,延伸率达到1%~1.3%,800℃下该合金板材的断裂强度仍可达800~830 MPa。
与国外相比,我国TiAl合金板材的制备技术还存在很大差距。近来,哈尔滨工业大学采用包套轧制技术成功的制备了TiAl合金板材,合金名义成分为Ti-43Al-9V-0.3Y。目前已轧制出的板材尺寸可达500 mm×300 mm(图8),是国内尺寸最大的TiAl合金板材。经中国航天科工集团第三研究院进行性能测试,该成分的T iAl合金板材室温抗拉强度可达863 MPa,延伸率为2.0%。

图8 Ti-43Al-9V-0.3Y合金板材Fig.8 The sheets of Ti-43Al-9V-0.3Y alloy
图9所示为Ti-43Al-9V-0.3Y合金经1 200℃轧制后板材的显微组织。该组织仍然呈现流线结构特征,与锻态组织相比,残余和弯曲的层片结构消失,组织中只剩下进一步破碎和延长的γ、β以及YAl2相。
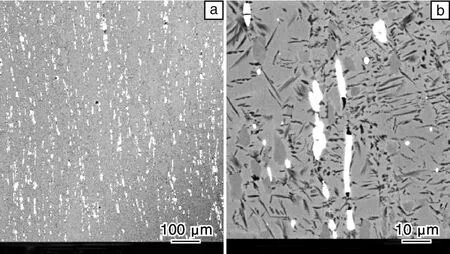
图9 轧态Ti-43Al-9V-0.3Y合金的SEM照片Fig.9 SEMmicrographsof as-rolled Ti-43Al-9V-0.3Y alloy:(a)low magnification and(b)high magnification
合金的力学性能
Ti-43Al-9V-0.3Y合金的拉伸性能如表2所示。从表中可以看出,合金在室温和高温的拉伸性能依赖于加工方式。热加工可以提高合金的拉伸性能,包括断裂强度和延伸率。在室温条件下,铸态Ti-43Al-9V-0.3Y合金的断裂强度和延伸率分别为500~530 MPa和0.5%~1%,经锻造变形后,合金的断裂强度提高了约100 MPa左右,达到了600~650 MPa,延伸率提高了近2倍,达到了1%~2%左右。轧制后,Ti-43Al-9V-0.3Y合金板材的断裂强度进一步提高到了700~900 MPa,延伸率达到2%~3%。700℃时,Ti-43Al-9V-0.3Y合金板材的断裂强度大于580 MPa,高于铸态条件下的450~500 MPa和锻态条件下的500~580 MPa,而延伸率超过7%。800℃下,TiAl合金板材的塑性显著增加,延伸率超过22%。
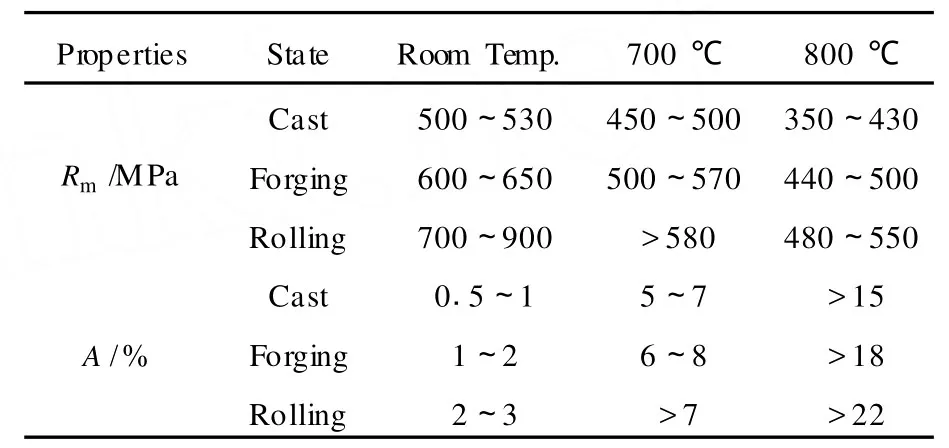
表2 Ti-43Al-9V-0.3Y合金室温和高温条件下的拉伸性能Table 2 Tensile prope rties of Ti-43Al-9V-0.3Y a lloy at room tempe rature and high tempe ratures
对比Ti-43Al-9V-0.3Y合金铸态、锻态以及轧态的显微组织和所对应的拉伸性能发现,随着晶粒尺寸的细化,TiAl合金的强度和延伸率都得到了一定程度的提高。在本研究中,锻态和轧态组织主要由细小的γ相组成,细小的晶粒结构导致了拉伸性能的提高。在室温条件下,轧态Ti-43Al-9V-0.3Y合金的断裂强度比锻态合金的断裂强度高50~150 MPa,这主要是由于变形程度的增加,轧态组织发生进一步细化的结果。测试温度从室温增加到700℃时,Ti-43Al-9V-0.3Y合金的强度降低,而延伸率增加,其主要原因是,在高温条件下TiAl
合金的晶界滑移被激活,位错可动性增强,同时高温条件下不同晶粒的应变协调能力也得到了提高。当测试温度为800℃时,TiAl合金的延伸率明显增加,反应出该温度条件下合金中参与变形的滑移系数量增多,且可能发生了孪生变形或超位错被激活。
结 论
(1)采用IS M熔炼技术成功地制备出了高质量的Ti-43Al-9V-0.3Y合金铸锭。其铸态组织主要由γ,α2和β相组成,组织为近层片组织结构,层片体积分数约为85%,层片团簇大小为80μm左右,β+γ相位于层片团边界。层片界面处有β相沉淀物析出,整个凝固和相转变过程遵从如下顺序:L→L+β→β→α+β→α+β+γ→Lamellar+β+γ。
(2)Ti-43Al-9V-0.3Y合金具有良好的热变形行为,采用包套锻造和包套轧制技术成功制备了大尺寸的TiAl合金锻饼和TiAl合金板材,其尺寸分别为φ260 mm×24 mm和500 mm×300 mm。
(3)经热变形后,Ti-43Al-9V-0.3Y合金的显微组织得到了明显细化,力学性能有了显著提高。室温下,与铸态组织相比,变形后合金的断裂强度提高了100~200 MPa,延伸率提高到了2%~3%。700℃下,轧制变形后的合金断裂强度大于580 MPa,塑性大于7%,当测试温度为800℃时,TiAl合金板材的塑性显著提高,超过了22%。
[1]Kim YW.Ordered Inter metallic Alloys,PartIII:Gamma Titanium Alum in ides[J].JOM,1994(7):30-39.
[2]Clements H,KestlerH.Processing and Applications of Intermetallic TiAl-Based Alloys[J].Advanced Engineering and Materials,2000(2):551-560.
[3]Wu X H.Review ofAlloy and Process Development of TiAlAlloys[J].Inter metallics,2006,14:1 114-1 122.
[4]Kim YW.Strength and Ductility in TiAlAlloys[J].Inter metallics,1998(6):623-628.
[5]Clements H,Bartels A,Bystrzanowski S.Grain Refinement in γ-TiAl-Based Alloys by Solid State Phase Transfor mations[J].Inter metallics,2006,14:1 380-1 385.
[6]Tetsui T,Shindo K,Kobayashi S,et al.A Newly Developed HotWorked TiAlAlloy forBlades and Structural Components[J].Scripta Materialia,2002,47:399-403.
[7]Liu C T,Scheibel J H,Maziasz P J,et al.Tensile Properties and Fracture Toughness of TiAlAlloys with Controlled Microstructures[J].Inter metallics,1996(4):429-440.
[8]Xu X J,Lin J P,Wang Y L,et al.Deformability and Microstructure Transfor mation of Pilot Ingot of Ti-45Al-(8~9)Nb-(W,B,Y)Alloy[J].Mater Sci Eng,2006,A416:98-103.
[9]Wang Y,Wang J N,Yang J,et al.Control of a Fine-Grained Microstructure for Cast High-Cr TiAl Alloys[J].Mater Sci Eng,2005,A392:235-239.
[10]Kong F T,Chen Z Y,Tian J,et al.Effect of Rare Earth on Microstructure ofγ-TiAl Intermetallics[J].Journal of Rare Earth,2003,21(2):163-167.
[11]Li B H,Kong F F,Chen Y Y.Effect of Yttrium Addition on Microstructures and Room Temperature Tensile Properties of Ti-47AlAlloy[J].J Rare Earths,2006(3):352-356.
[12]Chen Y Y,Kong F T,Han J C,et al.Influence of Yttrium on Microstructure,Mechanical Properties and Deformability of Ti-43Al-9V alloy[J].Inter metallics,2005,13:263-266.
[13]LiB H,Chen Y Y,Hou ZQ.Microstructure and Properties of as-Cast Ti-43Al-9V-0.3YAlloy[J].Journal of Alloys and Compounds,2009,473:123-126.
[14]Xu X J,Lin J P,Wang YL.Microstructure and Tensile Properties of as-Cast Ti-45Al-(8~9)Nb-(W,B,Y)Alloy[J].Journal of Alloys and Compounds,2006,414:131-136.
[15]Chen Y Y,LiB H,Kong F T.Microstructural Refinement and Mechanical Properties ofγ-Bearing TiAl alloys[J].Journal of A lloys and Compounds,2008,457:265-269.
[16]Wu Y,Hwang S K.Microstructural Refinement and Improvement ofMechanical Properties and Oxidation Resistance in EPMTiAl-Based Intermetallics with Yttrium Addition[J].Acta Mater,2002,50:1 479-1 493.
[17]Kong F T,Chen Y Y,LiB H.Effect of Forging and Rolling on Microstructure and Mechanical Property of Ti-43Al-9V-0.3Y alloy[J].Acta Metallurgica Sinica,2008,44(7):815-820.
[18]Tetsui T,Shindo K,Kobayashi S,et al.Strengthening a Highstrength TiAl Alloy by Hot-Forging[J].Inter metallics,2003,11:299-306.
[19]Clemens H,Kestler H.Processing and Applications of Inter metallic TiAl-Based Alloys[J].Advanced Engineering and Materials,2000(2):551-560.
[20]Koeppe C,BartelsA,Clemens H.Optimizing the Properties of TiAl Sheet Material for Application in Heat Protection Shields or Propulsion Systems[J].Materials Science and Engineering,1995,A201:182-193.
[21]BartelsA,Kestler H,Clemens H,et al.Deformation Behavior of Differently Processedγ-titanium Alum in ides[J].Materials Science and Engineering,2002,A329/331:153-162.
[22]Clemens H.Intermetallicγ-TiAl Based Alloy Sheet Materials Processing and Mechanical Properties[J].Z Metallkd,1995,86(12):814-822.
[23]Semiatin S L,Seetharaman V.Defor mation and Microstructure Development during Hot-Pack Rolling of a Near-Gamma Titanium Aluminide Alloy[J].Metall and Mater Trans A,1995,A26:371-381.
[24]Semiatin S L,Vollmer D C,El-Soudani S M,et al.Understanding the Failure of Near Gamma Titanium Alum in ides during Rolling[J].Scr Metall,1990,24:1 409-1 413.
[25]Semiatin SL,OhlsM,KerrW R.Temperature Transients during Hot Pack Rolling of High Temperature Alloys[J].Scr Metall,1991,25:1 851-1 856.
[26]Semiatin SL,Seetharaman V.Load-Signature Analysis for Pack Rolling of Near Gamma Titanium Aluminide Alloys[J].Metall Trans,1994,25A,2 539-2 542.
[27]I mayev V M, Imayev R M,Kuznetsov A V.Development of Novel Sheet Rolling Processof Ingot-Metallurgyγ-TiAl+α2Ti3Al Based Alloys for Production of Sheets with Enhanced Mechanical Properties[C].Ti-2003Science andTechnology.Munich:2003:2 257-2 264.metallic Phase Based Alloys Melted in Vacuum Induction Furnaces in Ceramic Crucibles[C]//Proceeding of the10th W orld Conferenceon Titanium.Hamburg:Wiley-Vch,2003,4:2 225-2 232.
[26]Wang Binbin(王斌斌),Chang Hui(常辉),Li Jinshan(李金山),et al.真空自耗电弧熔炼中电磁搅拌的数值模拟[J].Rare Metal Materials and Engineering(稀有金属材料与工程),2009,38(11):1969-1973.
[27]Xue Xiangyi(薛祥义),Meng Xiangwei(孟祥炜),Fu Baoquan(付宝全),et al.真空自耗电弧熔炼电流对Ti-10V-2Fe-3Al铸锭凝固组织的影响[J].The Chinese Journal of NonferrousMetals(中国有色金属学报),2009,19(10):1 772-1 776.
[28]Schuh C,Dunand D C.Transfor mation Superplasticity of Super α2Titanium Aluminide[J].Acta Materialia,1998,46(16):5 663-5 675.
[29]Nieh T G,HsiungL M,Wadsworth J.Superplastic Behavior of a powder metallurgy TiAlAlloy with a Metastable Microstructure[J].Inter metallics,1999,7(2):163-170.
[30]Bohn R,Klassen T,Bormann R.Mechanical Behavior of Submicron-Grainedγ-TiAl-Based Alloys at Elevated Temperatures[J].Inter metallics,2001,9(7):559-569.
[31]Sun F,Lin D.Superplastic Phenomenon in a Large-Grained TiAl Alloy[J].Scripta Materialia,2001,44(4):665-670.
[32] Imayev R M,Salishchev G A,Senkov O N,et al.Low-Temperature Superplasticity of Titanium Alum in ides[J].Materials Science and Engineering A,2001,300(1-2):263-277.
[33]Zhang B,Wang J N,Yang J.Superplastic Behavior of a TiAl Alloy inIts As-Cast State[J].Materials Research Bulletin,2002,37(14):2 315-2 320.
[34]Kim J,Chang Y,Lee C,et al.High-Temperature Deformation Behavior of a Gamma TiAl Alloy-Microstructural Evolution and Mechanis ms[J].Metallurgical and Materials Transactions A,2003,34(10):2 165-2 176.
[35]Wang Y,WangJ N,Yang J.Superplastic Behaviorof a High-Cr TiAlAlloy in Its Cast State[J].Journal of Alloys and Compounds,2004,364(1-2):93-98.
[36] Imayev R M,KaibyshevO A,Salishchev GA.Mechanical Behaviour of Fine Grained TiAl Inter metallic Compound-II.Ductile-Brittle Transition[J].Acta Metallurgica Et Materialia,1992,40(3):589-595.
[37]Barnes A J.Superplastic Forming 40 Years and still Growing[J].Journal ofMaterials Engineering and Perfor mance,2007,16(4):440-454.
[38]Serra D.Superplastic Forming Applications on Aero Engines.A Review of ITP Manufacturing Processes[C].Carcassonne:6th Eurospf Conference,2008.
Process ing,Microstructure and Properties of Ti-43Al-9V-0.3Y Alloy
CHEN Yuyong,YANG Fei,KONG Fantao,XIAO Shulong
(School of Materials Science and Engineering,Harbin Institute of Technology,Harbin 150001,China)
A high quality TiAl alloy ingot with a nominal composition of Ti-43Al-9V-0.3Y(at.%)was prepared using water cooled Introduction Skull Melting.The micro structure of as-cast Ti-43Al-9V-0.3Y alloy was nearly fully lamellar structure with the lamellar volume fraction of 85%and a mean lamellar size of 80μm.It was apparent that bulkβandγ phases were located at the lamellar colony boundaries and someβphase existed at lamellar structure besidesγandα2phases.The Ti-43Al-9V-0.3Y alloy exhibited excellent hot deformability,and large pancake and the largest sheetof TiAl alloy in China,with size ofφ260 mm×24 mm and 500 mm×300 mm,respectively,were successfully prepared through pack forging and rolling.After hot deformation,the micro structure of TiAl alloy was refined obviously and the mechanical properties were improved promptly.
TiAl alloy;processing;micro structure;properties
TG146.2+3
A
1674-3962(2010)03-0012-06
2009-11-30
国家自然科学基金资助项目(50274035,50674037)
陈玉勇,男,1956年生,博士,教授,博士生导师
猜你喜欢
精密成形工程(2023年10期)2023-10-18 02:40:56
——以内蒙古伊敏煤为例
煤炭学报(2021年6期)2021-07-15 08:51:44
国际纺织导报(2021年2期)2021-05-18 02:25:08
汽车科技(2020年3期)2020-06-08 10:06:09
棉纺织技术(2020年2期)2020-02-14 07:03:54
棉纺织技术(2019年12期)2019-12-11 07:51:36
电力与能源系统学报·下旬刊(2019年3期)2019-09-10 12:26:25
求知导刊(2019年4期)2019-05-24 07:21:55
航空材料学报(2016年1期)2016-08-31 02:36:35
大型铸锻件(2015年1期)2016-01-12 06:32:58