
V、 U形件弯曲时控制坯料偏移的方法
2010-09-26 01:17黄延平朱伟峰张宏利
大型铸锻件 2010年1期
黄延平 朱伟峰 张宏利
(上海电子信息学院机电系,上海201411)
弯曲过程中材料沿凹模圆角处移动时,受到一定的摩擦阻力,正是这种摩擦阻力的存在,使弯曲得以顺利进行,从而获得符合要求的工件。但是在实际情况下由于工艺设计和制造误差等影响,材料各边所受到的摩擦阻力往往是不相等的,因此坯料会出现向左或向右滑移的现象,使弯曲工件的形状和尺寸精度达不到设计要求,甚至会出现弯曲成形无法实现的现象。
1 坯料偏移的方式及原因
(1)不对称工件弯曲时,由于坯料两边与凹模边缘 (凹模圆角处) 的接触宽度不等,造成摩擦力不均等,使坯料向宽度宽的一边滑移。图1所示为V型弯曲,图2所示为U型弯曲。
(2)两边凹模边缘的圆角半径不均等时,圆角半径小的摩擦力大,圆角半径大的摩擦力小,使坯料向圆角半径小的一边滑移,见图 3。
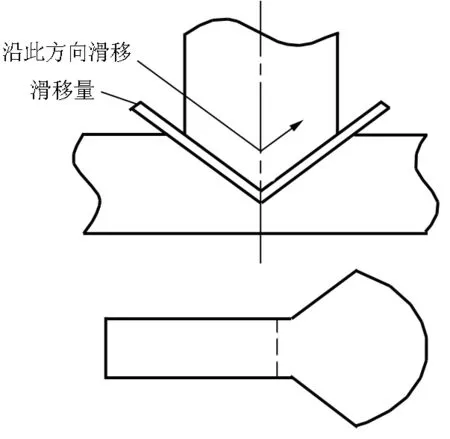
图1 V型弯曲Figure 1 V-shape bended

图2 U型弯曲Figure 2 U-shape bended
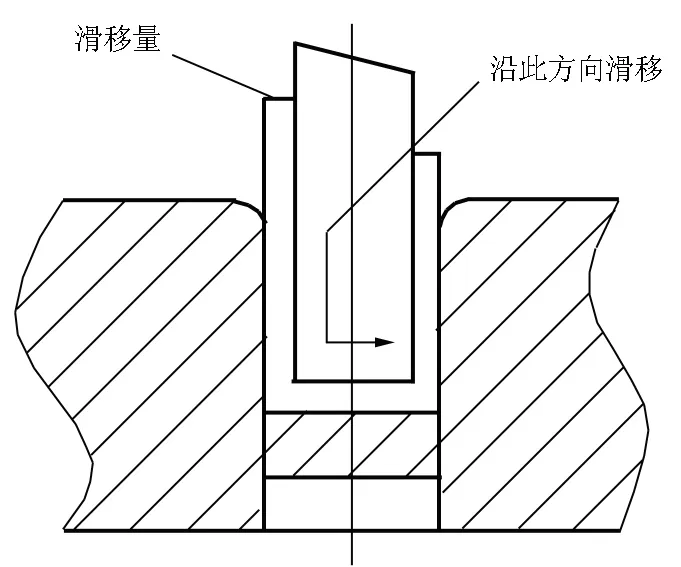
图3 凹模圆角不等的滑移Figure 3 The shifting for cavity die fillets unequal
(3)弯曲件两边折弯个数不一样时,折弯个数多的摩擦力大,折弯个数少的摩擦力小,坯料向折弯个数多的方向滑移。如图 4所示。
(4)V型弯曲中,如果凹模两边的角度不相等,角度小的一边的凹模边缘离凸模顶端的距离较近,作用在凹模边缘的正压力较大,摩擦阻力也较大,反之角度大的另一边摩擦阻力则较小,造成坯料向弯曲角度小的一边滑移,见图 5。

图4 折弯个数不等的滑移Figure 4 The shifting for bending number unequal

图5 凹模两边角度不等的滑移Figure 5 The shifting for cavity die both sides angles unequal
(5)凹模两边的间隙不一致,润滑情况不均匀,凹模表面粗糙程度不相同时,坯料向间隙小、润滑情况差、表面相对粗糙的方向滑移。
2 控制坯料偏移的方法
为防止弯曲过程中坯料的不规则滑移,使工件尺寸稳定,应从弯曲工艺、模具结构和加工质量控制等方面采取相应措施,一般可采取以下几种方法:
(1)弯曲模具尽可能采用对称的凹模,使凹模两侧边缘的圆角半径相等;V型弯曲避免左右角度不均等,可采取改变冲压方向等方法。
(2)尽量避免不对称的弯曲件设计。
(3)对模具制造质量加强检查,保证间隙均匀和表面质量符合要求。
(4)采用带弹顶装置的弯曲模,见图 6 所示。当弯曲时首先是弹顶装置与凸模将坯料压紧,然后逐步实现弯曲成形。由于弯曲时坯料被压紧,难以移动,阻止了坯料的滑移。当压机滑块达下死点时,材料被校正,工件保持正确形状。
(5)采用装有定位销的弯曲模,见图7。工件底部有孔时(也可加设工艺孔),以该孔定位,使弯曲时的坯料不发生移动。这不仅防止了弯曲时坯料的滑移,而且工件精度比其他结构要高(包括采用压紧装置的结构)。
图 7所示模具仅适用于U形结构。工件孔边距过小时,孔会被拉长,甚至有可能使较小的定位销折断。
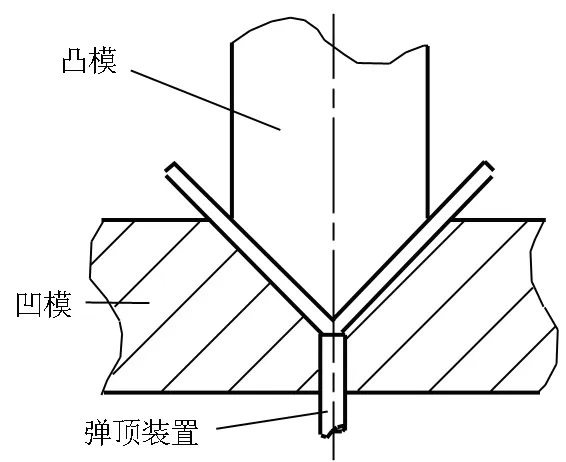
图6 装有弹顶装置的弯曲模Figure 6 The bending dies with spring device

图7 装有定位销的弯曲模Figure 7 The bending dies with locating pin
3 总结
实践证明,采用上述几种方法和措施,能够有效的解决U形、V形零件弯曲时坯料发生偏移的问题。还可以使零件的质量(尺寸精度、形状精度及表面光洁度)有很大的提高,并且操作简单,生产效率高,经济效益显著。
[1] 薛启翔.冲压模具设计难点[M].北京:机械工业出版社,1990.
[2] 李硕本,李春峰,等.冲压工艺理论与新技术[M].北京:机械工业出版社,2002.
[3] 肖祥芷,王孝培主编,中国机械工程学会,中国模具设计大典编委会.中国模具设计大典(第3 卷):冲压模具设计[M].南昌: 江西科学技术出版社,2003.
[4] Ahmetoglu M A, Altan T, Kinzel GL. Improvement of partquality in stamping by controlling blank holder force and pressure [J ].Journal of Materials Processing Technology,1992,33 (1-2):195-214.
[5] Siegert K, Ziegler M , Wagner S. Closed loop control of the friction force deep drawing process [ J ], Journal of Materials Processing Technology,1997,71 (1):126-133.
[6] 何大钧,王勇勤,李华基,等.薄板拉深压边力调节装置及控制[J ].锻压机械,2002,(2):10-121.
[7] 孙成智,陈关龙,李淑惠,等.变压边力对矩形件成形性能的影响[J ].塑性工程学报,2003,10 (4):6-9.
[8] 罗亚军,郑静风,张永清,等.板料拉深成形过程中的变压边力技术[J ].锻压技术,2003,(2):21-24.
猜你喜欢
轴承(2022年6期)2022-06-22
模具制造(2022年2期)2022-03-25
电子技术与软件工程(2021年8期)2021-06-16
航空发动机(2021年1期)2021-05-22
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年7期)2018-01-19
材料工程(2017年9期)2017-09-18
中国水运(2017年6期)2017-06-13
