大型厚轮毂叶轮的锻造
2010-09-26 02:06张晓旭
大型铸锻件 2010年3期
王 敏 冯 莉 张晓旭
(沈阳铸锻工业有限公司锻造分公司,辽宁110142)
叶轮是汽轮发电机关键部件之一,在高温、高压、高速的环境下工作,承受巨大的复杂的机械应力及热应力。因此其内部质量要求高,尤其超声波探伤标准要求极其严格,力学性能指标要求高。叶轮传统成形工艺方案为实心坯料在漏盘内镦粗成形,属于饼类件镦粗成形,如果在操作过程中控制不当,很容易造成厚轮毂叶轮锻件(H大于450 mm)的轮毂部位(图1 B区)内部产生密集缺陷而报废。另外即使内部质量满足标准要求,由于叶轮试料区处于镦粗成形的难变形区,容易造成晶粒粗大,尤其叶轮材料为30Cr2Ni4MoV时,存在组织遗传,增加最终调质处理难度。我们通过对影响叶轮质量的因素进行分析,吸取传统工艺方案造成叶轮质量问题的经验教训,对传统工艺方案进行改进,采用空心坯料镦粗成形,从而保证了厚轮毂叶轮质量。

图1 叶轮示意图Figure 1 The diagrammatic sketch of impeller
1 技术要求
叶轮锻件如图2所示,材料为30Cr2Ni4MoV。
锻件重4 600 kg,采用7.5 t钢锭锻造。验收标准为JB/T1266—2002。
2 工艺方案
2.1 传统工艺方案为:
一火:压钳口、倒棱、错水口;
二火:镦粗∅1 300 mm;
三火:拔长下料∅700 mm×1 650 mm;
四火:在漏盘内镦粗至满高640 mm,然后用上砧开边锻出上凸台,冲孔滚圆平整出成品。
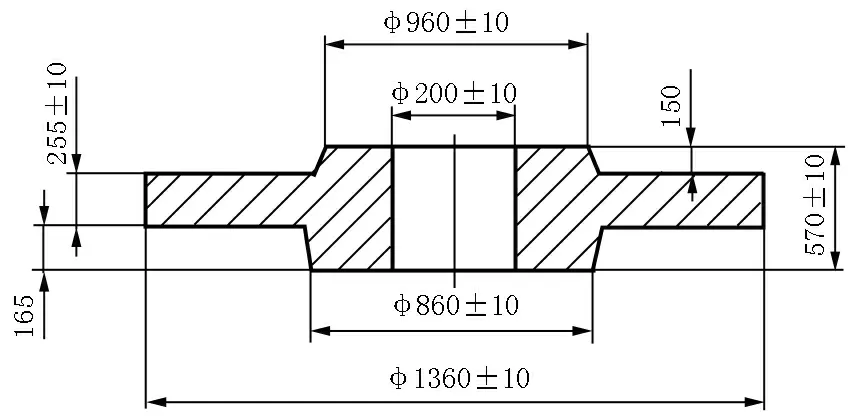
图2 叶轮锻件图Figure 2 The drawing of impeller forging
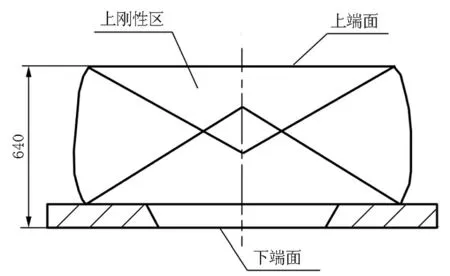
图3 传统工艺叶轮最终镦粗变形Figure 3 The finally upsetting of impeller with traditional technology

图4 轮毂部位缺陷分布Figure 4 The failure distribution of wheel hub position
该工艺方案造成叶轮有二个质量方面的问题:首先在最终成形过程中,当用镦粗板将坯料镦至640 mm高时,坯料的最大径高比约为2(见图3)。根据刚塑性力学模形的拉应力理论,在此过程存在上下刚性区相交,在坯料内部产生附加横向拉应力。由于此部位坯料为钢锭中心部位,冶金缺陷相对严重,加剧了附加横向拉应力对坯料内部的破坏作用,容易使叶轮轮毂部位产生密集缺陷,缺陷分布位置大部分如图4所示。其次,由于叶轮轮毂下端面在漏盘内镦粗,虽然能够进行中心压实,但由于该部位为刚性难变形区,不可避免的使该部位的锻后金相组织比上端面差,这是造成叶轮上下轮毂端面力学性能差异的一个主要因素。下端性能试验结果对于大叶轮来讲,一次性合格率不高。
2.2 改进后的工艺方案如下,全部变形过程见图5。
一火:下料∅700 mm×1 650 mm;
二火:镦粗400 mm,冲∅350 mm;
三火:芯轴拔长将内孔收缩至∅150 mm,制坯成空心坯料;
四火:在漏盘内镦粗至满高640 mm,然后用上砧开边锻出上凸台,冲孔滚圆出成品。
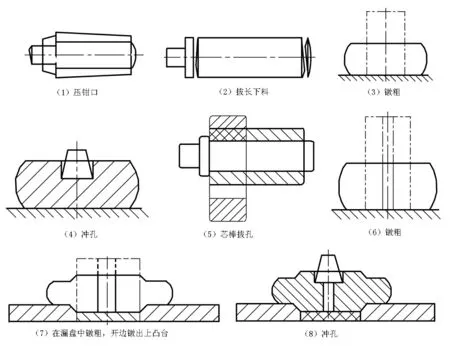
图5 新工艺变形图Figure 5 The diagrammatic drawing of deformation process with the new technology
由于采用空心坯料镦粗出成品,在镦粗变形过程中(见图6),消除了附加横向拉应力对坯料内部的破坏作用,使轮毂部位金属在静水压力的应力状态成形,达到了中心压实的目的。同时由于空心坯料处于漏盘部位进行收缩变形,消除了传统工艺方案中容易造成轮毂部位锻后晶粒粗大的风险,上下端面变形均匀性得到了保障。
采用该工艺方案锻造的叶轮经双重过冷扩氢退火锻后热处理,粗加工超声波探伤,未发现超标缺陷。我公司用该工艺方法先后为哈汽、南汽等汽轮机厂锻造轮毂厚度为450 mm~570 mm,毛坯重为4 300 kg~6 000 kg的大型叶轮锻件共计63件,探伤检测及力学性能检测全部符合技术标准要求。

图6 空心坯料最终镦粗变形Figure 6 The final upsetting deformation with hollow blank
值得强调的是,使用该工艺方法对操作工人的锻造技术水平提出较高要求,收孔制坯时,要精心操作,不要将空心坯料内孔收出折伤。
3 结论
3.1 采用刚塑性力学模型的拉应力理论对锻造成形过程分析具有较好的指导意义。
3.2 采用空心坯料镦粗成形工艺可以保证大型叶轮类锻件的内部质量,很好满足超声波探伤标准要求及力学性能的要求。
3.3 该工艺方案适用于质量要求较高的厚壁筒类和饼类(带孔)锻件的生产。
[1] 刘助柏.塑性成形新技术及其力学原理.北京:机械工业出版社.
[2] 张志文.锻造工业学. 北京:机械工业出版社.
[3] 卢志辉,赖曾美,严振宇.大锻件坯料镦粗时的刚塑性模拟研究.大型铸锻件,1990(4).
[4] 杨兵,张建国.用变向锻造方法锻造管箱锻件.大型铸锻件,2003(1).
猜你喜欢
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
一重技术(2021年5期)2022-01-18
上海涂料(2021年5期)2022-01-15
河南工学院学报(2021年3期)2021-09-27
文化交流(2019年3期)2019-03-18
制造技术与机床(2017年10期)2017-11-28
制造业自动化(2017年2期)2017-03-20
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12