
自保护药芯焊丝熔敷金属中O、N的控制及其对显微组织和韧性的影响
2010-06-01 12:30张占伟李午申薛振奎白世武
天津大学学报(自然科学与工程技术版) 2010年2期
张占伟,李午申,薛振奎,白世武
(1. 天津大学材料科学与工程学院,天津 300072;2. 中国石油天然气管道科学研究院,廊坊 065001)
自保护药芯焊丝熔敷金属中O、N的控制及其对显微组织和韧性的影响
张占伟1,李午申1,薛振奎2,白世武2
(1. 天津大学材料科学与工程学院,天津 300072;2. 中国石油天然气管道科学研究院,廊坊 065001)
采用氧氮分析仪、光学显微镜、电子显微镜及电子能谱仪研究了自保护药芯焊丝熔敷金属中O、N含量对夹杂物类型、显微组织及低温冲击韧性的影响规律.结果表明,对于BaF2-Al-Mg渣系自保护药芯焊丝,药芯中不低于4%的LiF,可有效改善电弧稳定性;同时在电弧区生成Li3N,降低熔覆金属中的N含量.通过向药芯中加入10%的Fe2O3和5%的MnO2,可将熔敷金属中Al质量分数降低至0.84%,而氧质量分数提高到85×10-6,得到以Al2O3为主的圆形夹杂,增加晶内异质形核核心,焊缝组织得到细化.通过对O、N含量的有效控制可显著提高熔敷金属的低温韧性.
自保护药芯焊丝;O;N;夹杂物;韧性
自保护药芯焊丝自问世以来经过了近50年4个阶段的发展[1],已经从最初的以追求工艺性能为主发展到目前的高强、高韧且能够进行全位置焊接的高品质自保护药芯焊丝.作为一种高效、便捷、经济的新型焊接材料,自保护药芯焊丝在油气管道、海洋平台等领域得到了广泛应用.石油天然气管道现场环焊缝的焊接是自保护药芯焊丝的主要应用领域之一,随着钢铁冶炼及轧制技术的提高,管线钢正向着大口径、高压力的方向发展[2-3],因此对焊接材料的强度及低温韧性提出了更高的要求.近期我国的重点工程“西气东输一线”及“二线”工程主干线分别使用了X70和X80管线钢,都大量使用了自保护药芯焊丝进行环焊缝对接.与采用气保护焊丝焊接相比,自保护药芯焊丝焊接可以简化焊接辅助设施,如无需气瓶、工棚等,而且焊接效率高,可有效缩短施工周期,从而降低综合建设成本[4].
由于我国对自保护药芯焊丝的研究相对较晚,且研究大多局限在高校及科研院所,加之焊材生产企业的参与积极性不高等因素,使早期研究较多停留在理论水品,很少有高质量的产品与进口产品相竞争.其差距尤其表现在低温冲击韧性的稳定性方面,因此,进一步深入研究自保护药芯焊丝的强韧化机理是提高国产焊丝质量的关键.BaF2-Al-Mg渣系是目前高韧性全位置自保护药芯焊丝普遍选用的渣系[5-6].该渣系以Al、Mg强脱氧、固氮保护为主,气、渣辅助保护的方法抑制气孔的产生.然而与焊条电弧焊、气保护焊及埋弧焊等焊接方法相比,该渣系自保护药芯焊丝焊缝中的N含量较高而氧含量较低[7]11-22.焊缝中的N与Al结合成多边形 AlN脆性夹杂[8-9],严重损害焊缝低温冲击韧性.研究表明,通过向药芯中加入适量的LiF,不仅可改善电弧稳定性,且显著降低了熔敷金属中的N 含量,从而减少了AlN有害夹杂的数量.另外,向药芯中加入适量Fe2O3及MnO2组分,可提高熔敷金属中的氧含量,不仅可以降低熔敷金属中的残留Al含量,避免形成δ-铁素体和时效作用,而且在焊缝中生成以Al2O3为主的圆形夹杂,增加晶内异质形核质点,细化焊缝组织,从而提高熔敷金属的低温韧性.
1 实 验
1.1 实验材料
本着降低熔覆金属中的N含量而适当提高O含量的设计思想,通过调整药芯中LiF、Fe2O3和MnO2的含量自制了5种自保护药芯焊丝,药芯组分如表1所示.焊丝外皮采用普通低碳钢带制作,钢带规格为0.5,mm×10,mm,化学成分如表2所示.药芯中金属Mn的加入量随MnO2的加入量而调整,以使熔敷金属中Mn含量保持在相同水平.由于BaF2加入量的微小波动不会对焊接工艺及熔覆金属力学性能造成明显的影响,因此本实验选用BaF2作为药芯配方的平衡组分.焊丝药芯填充比为(22±0.2)%,焊丝直径为Ф2.0,mm.

表1 实验焊丝药芯主要组成(质量分数)Tab.1 Main components of the experimental wire core (mass fraction) %

表2 钢带化学成分(质量分数)Tab.2 Chemical compositions of electrode tube(mass fraction) %
1.2 实验设备及方法
焊接使用林肯DC-400型直流焊机和LN-23P送丝机,按照AWS A5.29标准进行试板制备与试样加工,焊接试板选用Q235A,焊接工艺参数如表3所示.力学性能实验分别在DLY-30拉伸实验机和JB30-B冲击实验机上进行.用GX51-OLYMPUS光学显微镜观察熔敷金属显微组织,用XL30 ESEM型扫描电镜和ISIS300型能谱分析仪做夹杂物能谱分析.用SPECTROLAB型直读光谱仪分析熔覆金属化学成分,其中氧、氮含量用ON900型氧氮分析仪进行检测.

表3 熔敷金属焊接工艺参数Tab.3 Welding parameters for deposited metal
2 结果与分析
2.1 熔敷金属中的N含量
尽管Al和N 的反应在电弧区和熔池中都可能进行,但是由于在1,500,℃以上时,铝和氧生成化合物的自由能为 -180,kJ/mol,比铝和氮生成的自由能(-54,kJ/mol)低,因此在电弧区铝和镁以脱氧为主,侵入电弧区的氮较多地被熔池吸收.溶解在熔池中的氮和铝在焊缝凝固之前即可生成稳定的AlN夹杂,通过这一原理尽管避免了氮气孔的产生,很大程度上降低了焊缝气孔敏感性,但大量的脆性AlN夹杂在变形过程中会对金属基体产生割裂作用,严重损害焊缝低温韧性.实验焊丝熔敷金属化学成分及机械性能如表4所示.可见没有加入LiF的1号焊丝熔敷金属中的N含量最高(420×10-6),显微分析表明其熔敷金属中有较多的脆性多边形夹杂,如图1(a)箭头所示,图1(b)能谱分析表明该夹杂物为AlN夹杂.由表4熔敷金属中N含量可以看出,随着药芯中LiF含量的增加,熔敷金属中N含量呈逐渐降低的趋势,当LiF加入量的质量分数为6%时,熔敷金属中的N含量降低至210×10-6,这主要是由于部分侵入电弧区的N与笼罩在电弧区的Li蒸汽反应生成Li3N而被除去.

表4 熔敷金属化学成分及机械性能Tab.4 Chemical compositions and mechanical properties of the deposited metal
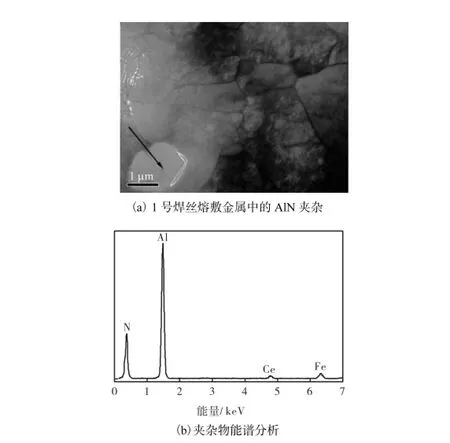
图1 AlN夹杂Fig.1 AlN inclusion
2.2 熔敷金属中的O含量
由于BaF2-Al-Mg渣系自保护药芯焊丝中加入较多的Al和Mg等强还原剂来脱氧固氮,使得焊缝中的O含量贫瘠,没有加入Fe2O3和MnO2的1号焊丝熔敷金属中的氧含量仅为20×10-6,这对焊缝冷却过程中的组织转变造成较大影响[7]250-255,如图2所示,焊态下焊缝组织存在大量的粗大侧板条铁素体(FS(SP))和晶界铁素体(PF(G)),这类组织对强度指标没有太大的影响,但会显著恶化焊缝的低温韧性.随着药芯中Fe2O3和MnO2含量的提高,焊缝中的氧含量提高,同时由于发生了如下化学反应:

使得残留Al含量降低.4号焊丝焊态下焊缝组织照片如图3所示,组织由针状铁素体(AF)、部分粒状贝氏体(GB)及少量晶界铁素体(PF(G))组成.对拉伸端口的分析表明,大部分韧窝中为圆形的Al2O3夹杂,而多边形的AlN夹杂较少.

图2 1号焊丝焊态焊缝组织Fig.2 As weld microstructure of No.1 wire

图3 4号焊丝焊态焊缝组织Fig.3 As weld microstructure of No.4 wire
实验表明,当Fe2O3、MnO2的总加入量超过药芯质量的15%时,由于药芯熔点的提高和其他保护组分加入量的降低而使电弧稳定性变差,药芯的熔化滞后于外部钢皮,偶尔还成块落入熔池,破坏了保护气氛,这也是造成5号焊缝N含量增高的原因.另外,也会带来焊缝气孔敏感性提高、立向下位置焊接时熔渣下淌等问题.因此,综合考虑焊缝组织和焊接工艺性能,Fe2O3和MnO2的总加入量的质量分数应控制在10%~15%范围内.
2.3 熔敷金属的低温韧性
1号、3号和4号熔敷金属在-40 ℃下的Charpy-V冲击试样断口形貌如图4所示.由图4(a)可以判断冲击断口为脆性断裂,放射区几乎占据整个截面,仅有少量的纤维区和剪切唇;而且该试样垂直于缺口方向的剪切唇不对称,下方区域几乎看不到剪切唇,说明1号焊丝显微组织存在严重的不均匀性,该焊缝熔敷金属冲击吸收功仅有35 J.由图4(b)、4(c)可以看出随着焊缝中AlN夹杂含量的降低和针状铁素体含量的增加,冲击断口上纤维区所占的比例明显提高,而放射区的比例降低,冲击吸收功分别为120 J和160 J,具有较高的低温断裂韧度.
3 结 论
(1)针对BaF2-Al-Mg渣系自保护药芯焊丝,用Al固氮固然重要,然而最大限度地降低熔覆金属中的N含量,减少脆性AlN夹杂的数量,从而降低变形时其对基体的割裂作用,是提高韧性的关键.
(2)药芯中适当的含氧化合物(如Fe2O3、MnO2)可提高熔覆金属的含氧量,降低熔敷金属中的残留Al含量,生成以Al2O3为主的圆形夹杂,通过增加异质形核核心得到以针状铁素体为主的焊缝组织,从而提高冲击韧性.
[1] Marie Quintana,张 鑑. 自保护药芯焊丝的发展及在高强管线钢焊接中的应用[J]. 机械工人,2007(9):34-38. Marie Quintana,Zhang Jian. The development of selfshielded flux-cored wire and its application in highstrength pipeline steel welding[J]. Mechanics,2007(9):34-38(in Chinese).
[2] 王茂堂,牛冬梅,王 丽,等. 高强度管线钢的发展和挑战[J]. 焊管,2006,29(5):9-16. Wang Maotang,Niu Dongmei,Wang Li,et al. The development and challenger of high strength pipeline steel [J]. Welded Pipe and Tube,2006,29(5):9-16(in Chinese).
[3] Mohitpour M,Golshan H,Murray A. Pipeline Design & Construction:A Practical Approach [M]. Atlanta:ASME Press,2003.
[4] 薛振奎,屈 涛. 药芯焊丝自保护半自动焊在管道工程中的应用[J]. 石油工程建设,1998(1):12-15. Xue Zhenkui,Qu Tao. Application of sub-auto welding with self-protection flux cored wire in pipeline engineering[J]. Petroleum Engineering Construction,1998(1):12-15(in Chinese).
[5] Kabushiki Kaisha Kobe Seiko Sho. Flux Cored Wire Electrodes for Self-Shielded Arc Welding:US,4571480[P]. 1986-02-18.
[6] 安泰科技股份有限公司. 全位置焊接用高韧性自保护药芯焊丝:中国,101073863A[P]. 2007-11-21. Advanced Technology and Materials Co LTD. All-Position High Toughness Self-Shielded Flux Cored Wire:CN,101073863A[P]. 2007-11-21(in Chinese).
[7] Kou Sindo. Welding Metallurgy [M]. New Jersey:Wiley & Sons,2003.
[8] Babu S S,David S A,Quintana M A. Modeling microstructure development in self-shielded flux cored arc welds[J]. Welding Journal,2001,80(4):91-97.
[9] Quintana M A,McLane J,Babu S S,et al. Inclusion formation in self-shielded flux cored arc welds[J]. Welding Journal,2001,80(4):98-105.
Control of O,N and Their Impact on Microstructure and Toughness of Deposited Metal of Self-Shielded Flux Cored Wire
ZHANG Zhan-wei1,LI Wu-shen1,XUE Zhen-kui2,BAI Shi-wu2
(1.School of Material Science and Engineering,Tianjin University,Tianjin 300072,China;2.Research Institute of China Petroleum Pipeline Bureau,Langfang 065001,China)
The impact of O,N content in deposited metal of self-shielded flux cored wire on the type of inclusions,microstructure and low-temperature impact toughness has been studied with oxygen-nitrogen analyzer,optical microscopy,electron microscopy and electron spectroscopy. The experimental results reveal that in self-shielded flux cored wire of BaF2-Al-Mg slag system,LiF addition of no less than 4% of the total flux core can improve arc stability effectively and generate Li3N in the arc zone so that nitrogen content in deposited metal can be reduced to 210×10-6. Addition of 10% Fe2O3and 5% MnO2in flux can reduce the residual Al content in deposited metal to 0.84% and raise the oxygen content to 85×10-6. The inclusion of Al2O3instead of AlN is the main inclusion type and weld microstructure is refined. It is thus concluded that effective control of O and N content can enhance the low-temperature toughness of the weld significantly.
self-shielded flux cored wire;O;N;inclusion;toughness
TG422.3
A
0493-2137(2010)02-0186-04
2009-03-30;
2009-05-20.
国家高技术研究发展计划(863计划)资助项目(2006AA03Z505).
张占伟(1981— ),男,博士研究生,zhangzhanwei1128@yahoo.com.cn.
李午申,liwushen@163.com.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
金属加工(热加工)(2020年9期)2020-11-04
金属加工(热加工)(2020年3期)2020-05-13
冶金与材料(2019年1期)2019-03-04
金属加工(热加工)(2018年2期)2018-03-22
世界有色金属(2018年13期)2018-01-31
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
