
组合工字型截面钢梁焊接变形的定量分析
2010-04-09 12:54:48罗永赤长江大学城市建设学院湖北荆州434023
长江大学学报(自科版) 2010年1期
罗永赤 (长江大学城市建设学院,湖北荆州434023)
在钢结构工程中,大型的实腹式构件多采用组合工字型截面,由于组合工字型截面是将钢板通过电弧焊焊接而成,而电弧焊的施焊过程是一个不均匀的加热与冷却过程,因此在焊接完成后,一般都存在一定的焊接残余变形。对于尺寸较大的组合工字型截面,其翼缘板和腹板一般较厚,拼焊后就会有较大的焊接变形产生,在工程制作中需要采用一定的矫正方法,如机械矫正、手工矫正和热加工矫正等,对焊接后的构件进行整形处理。如果在组合工字型截面的拼焊中,采用不正确的焊接顺序和焊接工艺,就会产生过大的焊接变形甚至可能出现焊接裂缝,从而造成工程构件在矫正过程中的矫正难度增大,甚至导致整个构件的报废。因此,如何在焊接前准确地确定和控制组合工字型截面焊接变形,就成为保证钢结构工程安全的一个关键性问题。笔者对某大型工字型组合截面的钢梁施焊的焊接顺序进行数值模拟,针对不同的焊接工艺方案,对工字型组合截面的焊接变形进行了定量分析,为实际工程中准确预测构件焊接后的变形提供了参考依据。
1 工字型组合截面焊接有限元模型
1.1 模型的几何尺寸与网格划分
工字型组合截面钢梁长度为9m,截面尺寸为1028 mm×280 mm×8 mm×14mm(图1)。由于工字型组合截面通过角焊缝将翼缘板与腹板拼接而成,所以在建立有限元模型时应将翼缘板与腹板分开,由角焊缝的有限元模型将其联系起来,以便与实际情况一致 (图2)。因为实际工程的钢梁长度为9m,在满足计算精度的前提下,为了减少计算时间,在划分网格时对截面中距离焊缝较远部分采用了较大尺寸的网格,对于焊缝和距离焊缝较近的部分采用了较小尺寸的网格(图3),单元采用8节点六面体单元。
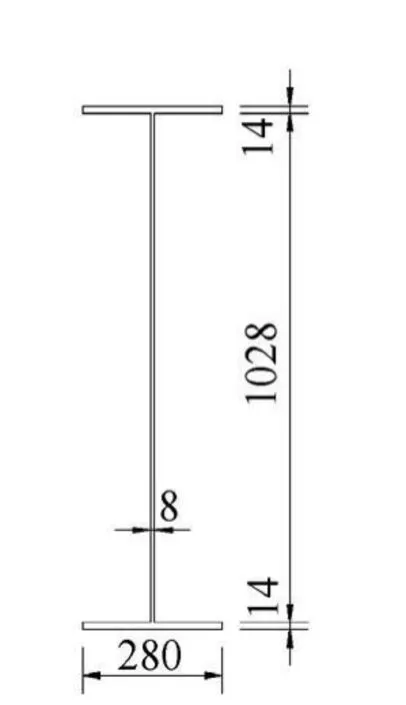
图1 截面尺寸
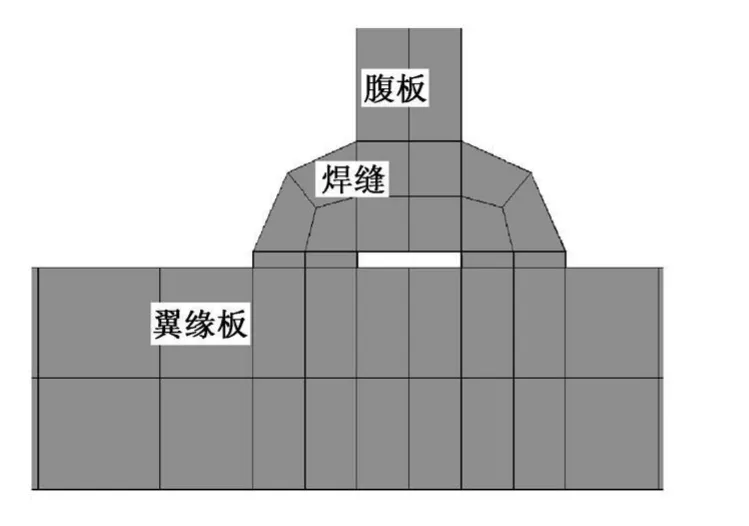
图2 焊缝及附近的有限元网格
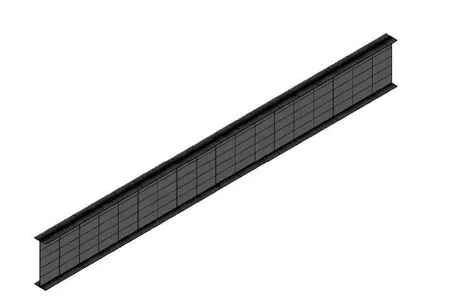
图3 网格划分
1.2 材料的特性参数
工字型组合截面的钢材为Q235钢,采用的材性参数分别是[1]:屈服强度 fy=210MPa;抗拉强度fu=235M Pa;材料的弹性模量E=2.06×105M Pa。假定焊缝金属的热物理性能参数和母材相同,并考虑钢板的物理性能和力学性能随温度变化[2,3]。
在进行有限元分析时,采用小位移和小应变模式。材料模式为热弹塑性,遵循M ises屈服条件,塑性区内的行为服从流变法则和各向同性硬化,本构关系为双线性硬化模式,其材料的力学性能随温度的变化而变化。
1.3 焊接热源模型
在模拟角焊缝焊接热源的移动时,将每条焊缝单元 (图3)分成6个小时间段,通过利用单元生死的原理,对每条焊缝各小时间段内的单元逐步加热,以此实现热源的移动。焊接热源是通过假设焊缝所在单元具有内部热生成来模拟,焊缝的焊接速度按实际横焊的焊接速度 (25cm/m in)来模拟。
2 确定焊接顺序方案
2.1 定性分析
为了便于比较,采用了如下2种焊接顺序方案 (图4):①先下部焊缝后上部焊缝方式,其焊接顺序为1→2→3→4。②对角跳焊方式,其焊接顺序为1→4→2→3。采用①方案时,先焊接1、2焊缝时截面刚度较小,完成焊接后会有较大的反拱变形。随后焊接3、4焊缝时截面刚度较大,焊接产生的变形较小,抵消不了焊接1、2焊缝时的反拱变形,所以完成4条焊缝焊接后,会有一定的反拱。采用②方案时,先焊接1焊缝,虽然截面刚度较小,但由于只是一条焊缝的焊接,所以反拱变形不大,而4焊缝的焊接产生的变形则可抵消1焊缝的反拱。在焊接3焊缝时,截面刚度增加,可以抵消随后焊接2焊缝后产生的反拱。因此,采用对角跳焊可以消除侧向的焊接变形。
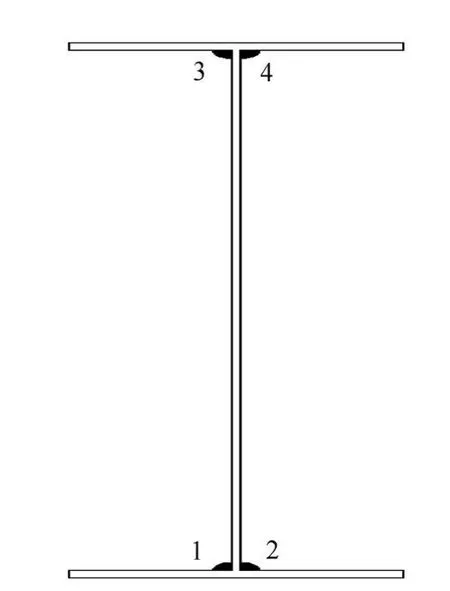
图4 焊缝顺序
2.3 数值模拟结果与定量分析
焊接顺序采用①方案时,各阶段焊缝变形的分析结果如图5所示。由图5可知,在完成1焊缝时,产生较大的反拱弯曲变形与侧向变形,总变形值为33.52mm,方向朝右侧;完成2焊缝后,侧向变形减小,但反拱弯曲变形变大,总变形值为19.28mm,方向朝右侧;完成3焊缝后,出现反方向的侧向变形,反拱弯曲变形有一定减小,总变形值为32.46mm,方向朝左侧;完成4焊缝后,侧向变形减少,同时反拱弯曲变形也有一定减小,总变形值为19.09mm,方向朝左侧。总体看,该焊接顺序侧向变形少,但弯曲变形大,同时在完成3焊缝时,出现反方向的侧向变形,所以在完成3焊缝后,构件出现扭转翘曲,需要立即整型,否则无法进行后续焊缝的施焊。
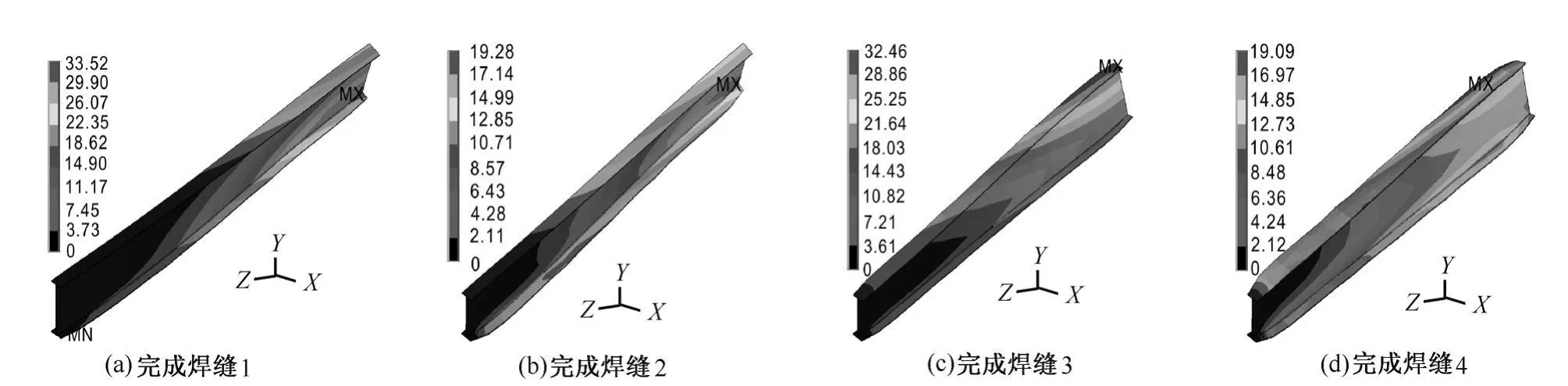
图5 焊缝顺序为1→2→3→4时各阶段变形
焊接顺序采用②方案时,各阶段焊缝变形的分析结果如图6所示。由图6可知,虽然完成焊缝1的结果与①方案的结果一样,但是完成4焊缝时的变形与①方案有较大区别,表现为仍是同向的侧向变形,构件全过程未出现扭转翘曲。完成2焊缝和完成3焊缝时钢梁的侧向变形仍是一个方向,并且由2焊缝的22.71mm的总变形值,变为3焊缝的21.59mm的总变形值,没有出现①方案反方向的侧向变形问题,不需要中途进行整型。
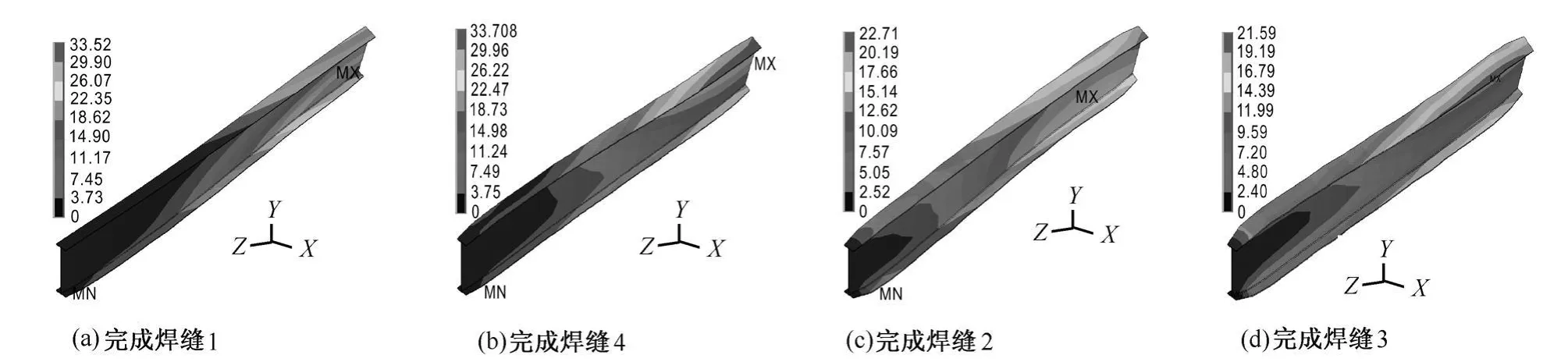
图6 焊缝顺序为1→4→2→3时各阶段变形
通过以上分析,可以看出在组合工字型截面钢梁的2种焊接顺序方案中,①方案在焊接过程中存在扭转翘曲的变形,需要中途进行整型,才能完成最后一道焊缝的焊接,而完成最后一道焊缝后还需要再整型一次,才能得到合格的构件。②方案在焊接过程不存在扭转翘曲,仅需要在完成最后一道焊缝后整型一次,就可得到合格的构件。因此,可确定②方案优于①方案。
3 结 语
对组合工字型截面钢梁焊接的全过程通过数值模拟并进行定量分析,可以了解焊接各阶段构件的具体变形值,解决了以前依靠定性分析焊缝顺序所不能解决的问题,为制作其他异形构件钢结构时预测各阶段焊接变形的大小提供了定量分析方法。
[1]GB50017-2003,钢结构设计规范 [S].
[2]中国机械工程学会焊接学会.焊接手册:焊接结构 [M].北京:机械工业出版社,2001.
[3]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
猜你喜欢
北京航空航天大学学报(2021年4期)2021-11-24 01:12:56
建材发展导向(2021年6期)2021-06-09 05:57:08
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
制造业自动化(2017年2期)2017-03-20 14:26:13
光学精密工程(2016年3期)2016-11-07 09:03:52
通信电源技术(2016年1期)2016-04-16 04:57:35
西北工业大学学报(2015年1期)2016-01-19 03:29:56
设备管理与维修(2015年12期)2015-04-09 06:57:24
广西科技大学学报(2015年4期)2015-02-27 12:22:30
