
陶瓷粉料液压成型机PLC控制系统的设计
2010-03-27 07:31李青虹晋芳伟
长春工业大学学报 2010年6期
李青虹, 吴 龙, 晋芳伟
(三明学院物理与机电工程系,福建三明 365000)
0 引 言
陶瓷粉料干压液压成型机主要用于压制墙瓷砖、地瓷砖、马赛克等建材产品,其产品已广泛应用于住房、市政和工业等各种建筑,是当今建筑施工中必不可少的主要装饰建筑材料之一。现代陶瓷压砖机普遍采用液压传动,随着科技的发展,更换产品的迅速,以往的摩擦式和摩擦加液压式压砖机已被淘汰,这是因为液压式压砖机有着显著的优点,在性能上更能满足陶瓷、墙地砖成型的要求。
1 采用PLC控制的优越性
在现代液压系统内部往往集成着很多复杂的阀组、压力开关、接近开关等。这些控制开关互相之间的连锁都十分复杂。因此,若用常规的接触器控制方法,会造成很大的电路体积,接线也过于复杂,不利于以后的检修[1],也不利于系统的工作稳定性。
继电器的控制是采用硬件接线实现的,利用继电器机械触点的串联或并联及延时继电器的滞后动作等组合形成控制逻辑,只能完成既定的逻辑控制[2]。PLC采用软元件进行控制,程序可方便修改,控制速度更快、可靠性更高,不仅可完成逻辑控制,更可进行数据运算、通讯等。PLC电气控制系统和液压调节能够实现快速换模等多种装置设施,具有自动化程度较高,更新换代灵活的特点,所以在生产应用上,即使所压制的产品批量小、规格特殊,液压机依然能体现出效率高、经济效益好的特点。
在现代陶瓷的生产方面,液压系统的控制已经渐渐地由传统的继电器控制方式改用PLC的控制方式所代替。这是因为PLC的控制系统具有常规继电器控制系统无法比拟的性能[3]。
2 陶瓷粉料液压成型机的动作控制过程分析
陶瓷粉料液压成型机的液压系统如图1所示。

图1 陶瓷粉料液压成型机的液压系统图
陶瓷的砖坯是靠液压机带动的上下模具压合压制出来的。在陶瓷液压机上,将陶瓷的上下模具分别紧锁在活塞的推杆上,通过上下模具的压合将陶瓷的粉料压制成型。具体生产过程如下:首先陶瓷的下模先升起产生模腔,再靠送料活塞缸的抖动将粉料加到模腔内,加料完毕后,随着上模具向下运动产生的压力将粉料压实成型。成型后上下模具返回初始位置,靠另一活塞杆将成型的砖胚推出。推出产品后,推出活塞杆收回,进入下一工作循环。
陶瓷粉料干压液压成型机压制瓷砖一次(一个工作循环)大概要经历10个阶段,即:电机启动→推出压制品→推出杆缩回→下模上升→送料→上模快下→高压保压→卸压→上模上升→下模下降,具体如图2所示。

图2 陶瓷粉料液压成型机的动作流程图
具体控制过程如下:按下启动按钮SB8→7YA通电→推出杆推出→推出杆压下行程开关SQ7→7YA断电,YV4停在中位,输出推出杆停止;同时,8YA通电→YV4右位接通→推出杆缩回→推出杆缩回到位后压下行程开关SQ8→8YA断电,YV4停在中位,输出推出杆缩回到位;同时,1YA通电→YV1左位接通→下模上升→下模上升到位后压下行程开关SQ1→1YA断电,YV1停在中位,输出下模停止动作(形成模腔);接着6YA通电→YV3右位接通→加料活塞杆向左运动→加料活塞杆压下行程开关SQ3→6YA断电 YV3停在中位;同时,5YA通电→YV3左位接通→加料杆向右运动→加料杆向右运动到位,压下SQ4时→5YA通电、YV3左位接通;同时,6YA通电(抖动加料过程循环)→位置传感器响应→粉料已加到位,令5YA,6YA都断电,抖动加料停止;同时,3YA通电→YV2左位接通→上模快下→压力升高,压力继电器动作→保压→保压1S后→3YA断电,YV1,YV2中位卸荷,卸压→卸压1S后→4YA通电→YV2右位接通→上模快升→上模快升到位压后压下SQ5→4YA断电,YV2停在中位,上模停止动作;同时,2YA通电→YV1右位接通→下模下降→下模下降到位后压下SQ2→2YA断电,YV1停在中位,下模停止动作;同时,7YA通电,返回到第一步,准备下一个工作循环。
3 陶瓷粉料液压成型机PLC控制系统的设计
3.1 PLC主机的选择
由上述分析可知,两个电动机主要是由KM1,KM2两个交流接触器控制,油路主要由8个电磁铁即1YA~8YA控制,所以PLC主要是控制好8个电磁铁工作。根据陶瓷粉料液压成型机所用的输入输出点数及考虑将来使用的扩展性,选用三菱FX2N-64MR型可编程控制器。
3.2 PLC输入/输出地址的分配
PLC控制系统的输入/输出接线如图3所示。

图3 陶瓷粉料液压成型机PLC的外围接线原理图
根据对陶瓷粉料液压成型机控制电路的分析,PLC控制系统的输入/输出地址分配见表1。
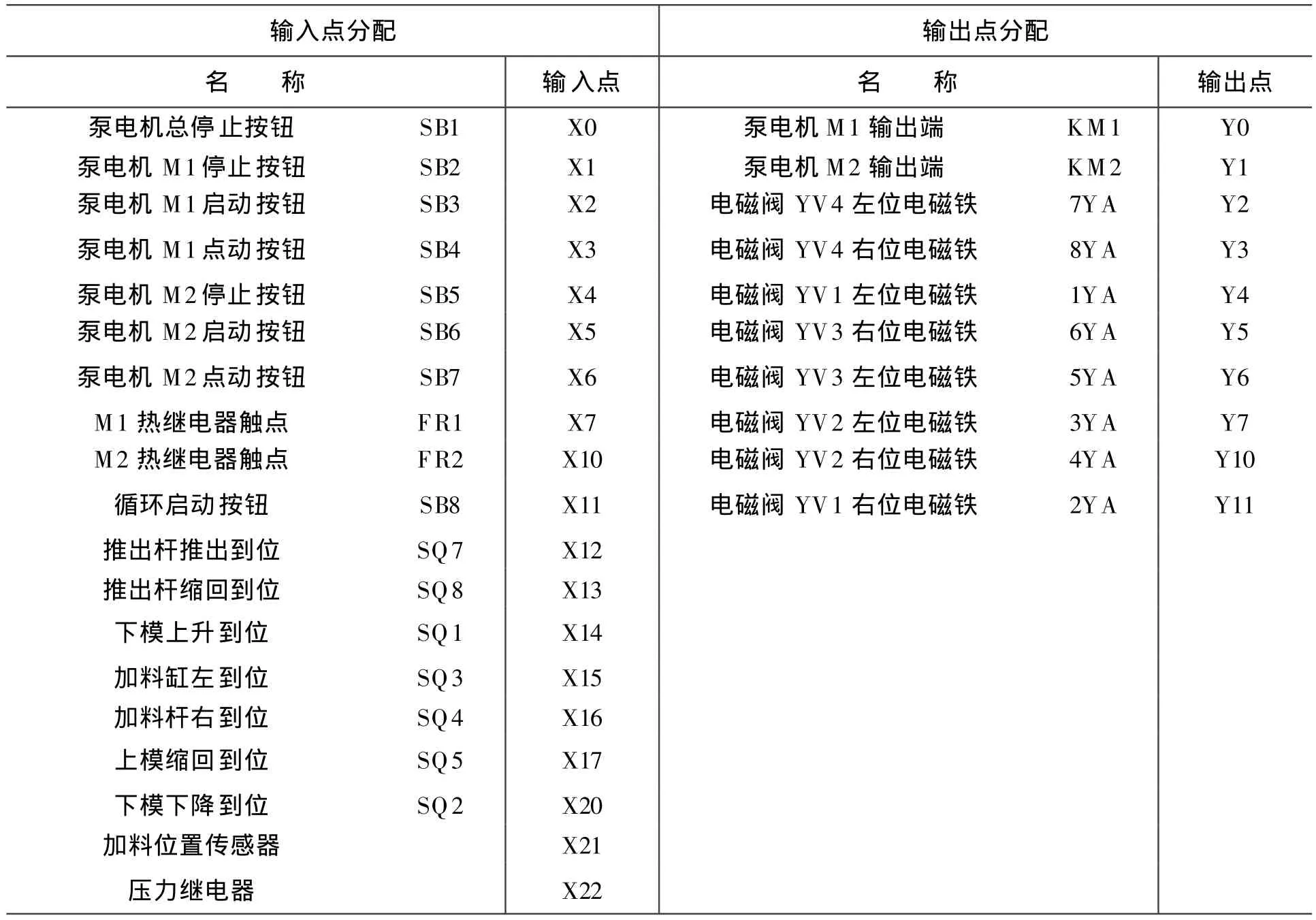
表1 陶瓷粉料液压成型机控制系统I/O端口分配表
3.3 PLC控制系统的程序设计
根据对陶瓷粉料液压成型机工作过程的分析,采用顺序控制设计法[4]设计出PLC的顺序功能图(SFC),如图4所示。
根据图4的顺序功能图,应用三菱公司专门为顺序控制设计法提供的ST L指令和编程元件S[5],即得到与其对应的梯形图,如图5所示。
由于使用了专用指令,该程序具有使用、调试方便,容易掌握,程序紧凑、简单明了等优点[6]。
4 结 语
PLC控制技术具有控制更准确、加工精度更高、故障率更低的特点[7],对提高生产效率、降低劳动强度有很大的促进作用,在机械加工及电气控制自动化领域被广泛采用。
基于PLC的陶瓷粉料液压成型机电气控制系统选用三菱FX2N-64MR型可编程控制器,使用三菱PLC的步进控制专用指令 STL进行编程[8],对液压成型机的液压系统进行控制,系统可靠性高、性能稳定、操作方便,提高了生产效率。

图4 陶瓷粉料液压成型机控制系统的顺序功能图(SFC)

图5 陶瓷粉料液压成型机控制系统梯形图
[1] 吴明亮,汪小兵,余淑荣,等.基于PLC的番茄酱抽取控制系统的设计[J].液压与气动,2010(10):25-27.
[2] 周恩涛.可编程序控制器原理及其在液压系统中的应用[M].北京:机械工业出版社,2006.
[3] 刘祖其.电气控制与可编程控制器应用技术[M].北京:机械工业出版社,2009:42-67.
[4] 三菱公司.FX2系列可编程序控制器使用手册[Z]. 2001.
[5] 朱绍胜.基于PLC的车床液压回路控制系统设计[J].机械工程与自动化,2009,157(6):159-163.
[6] 王兰军.基于状态编程思想的PLC编程的新方法[J].机电工程技术,2006,35(8):69-71.
[7] 吴银凤,梁玲,周克良.沉降槽耙机负荷监测系统设计与实现[J].江西理工大学学报:自然科学版,2009,30(5):58-71.
[8] 廖常初.可编程序控制器应用技术[M].5版.重庆:重庆大学出版社,2008.
猜你喜欢
中国塑料(2023年1期)2023-02-07
中国钼业(2022年5期)2022-03-24
橡胶科技(2021年8期)2021-04-03
安徽工业大学学报(自然科学版)(2019年3期)2020-01-15
四川建筑(2019年6期)2019-07-20
橡塑技术与装备(2018年21期)2018-11-13
制造技术与机床(2018年9期)2018-09-19
佛山陶瓷(2017年7期)2017-09-06
中国铸造装备与技术(2017年3期)2017-06-21
山东工业技术(2016年15期)2016-12-01
