
合成蠕墨铸铁气缸盖的试制
2010-01-06 05:17柯志敏广州柴油机厂广州510371
中国铸造装备与技术 2010年2期
柯志敏(广州柴油机厂,广州 510371)
合成蠕墨铸铁气缸盖的试制
柯志敏(广州柴油机厂,广州 510371)
通过严格控制铁液温度、化学成分及熔炼过程,生产的合成蠕墨铸铁气缸盖的各项技术指标均优于普通蠕墨铸铁气缸盖,而且合成蠕墨铸铁气缸盖的每吨原材料成本比普通蠕墨铸铁的低500~650元。
合成蠕墨铸铁;气缸盖;蠕化率;力学性能;成本
我厂某系列柴油机选用蠕墨铸铁RuT340(JB/T4403—1999)作为气缸盖的材料,主要考虑到蠕墨铸铁的力学性能与球墨铸铁接近,同时又具有相当高的导热性。目前采用大量生铁+回炉料+废钢的普通蠕墨铸铁熔炼技术,铸件各项性能如下:蠕化率70%~80%,抗拉强度500~600MPa,伸长率2%~4%。随着该系列柴油机产销大增和功率的不断提高,对其性能提出更高的要求:蠕化率≥75%,抗拉强度≥550MPa,伸长率≥3%。因此如何提高质量和降低成本显得尤为重要。通过分析和查阅相关资料,采用少量生铁+回炉料+废钢+增碳剂的合成蠕墨铸铁熔炼技术进行试制。
1 试制方法
1.1 原材料配比
原材料配比方案如表1,原铁液目标成分:3.60%~3.80%C,1.20%~1.50%Si,0.30%~0.50%Mn,≤0.070%P,≤0.020%S。

表1 原材料配比方案(kg)
1.2 熔炼工艺
采用1.5t中频熔炼炉按照表1中方案1、2熔炼,加料顺序为:加约150kg回炉料(或生铁)→加废钢→加增C剂→加剩余的回炉料,增C剂(粒度1~3mm)随废钢分批加入。升温至1430℃时取样用德国SPECTRO M7光谱分析仪分析成分并对照目标成分进行调整后,1450+10℃出铁液进行蠕化孕育处理。
采用冲入法进行蠕化处理,在浇包底放置0.8%WCA-4A 型蠕化剂(3%~5%Mg,10%~12%RE,38%~43%Si)、蠕化剂表面覆盖0.1%~0.2%的增碳剂(目的是促进石墨形核和孕育作用)和0.2%~0.3%的电解铜,同时铁液出到一半时加入1.0%VI270孕育剂(70%~75%Si,1.5%~2.5%Ba,1.0%~2.0%Ca) 进行孕育处理。处理后的铁液浇注4个气缸盖,最后浇注单铸Y型试块如图1所示,整个浇注过程控制在10min内完成。

1.3 试样制备与检测
蠕化孕育处理后取蘑菇样在SPECTRO M7型光谱分析仪分析化学成分。单铸试块连气缸盖毛坯同炉进行消除应力处理,具体热处理工艺:以50~80℃/h升温至500~550℃后保温5h,然后随炉冷却至150℃再出炉空冷。然后加工成图2所示尺寸的试棒,试棒在WA-600型电液式万能试验机进行拉伸测试,同时在XJG-05大型金相显微镜观察组织。

2 试制结果与经济效益分析
合成蠕墨铸铁气缸盖的化学成分见表2,组织和力学性能见表3。
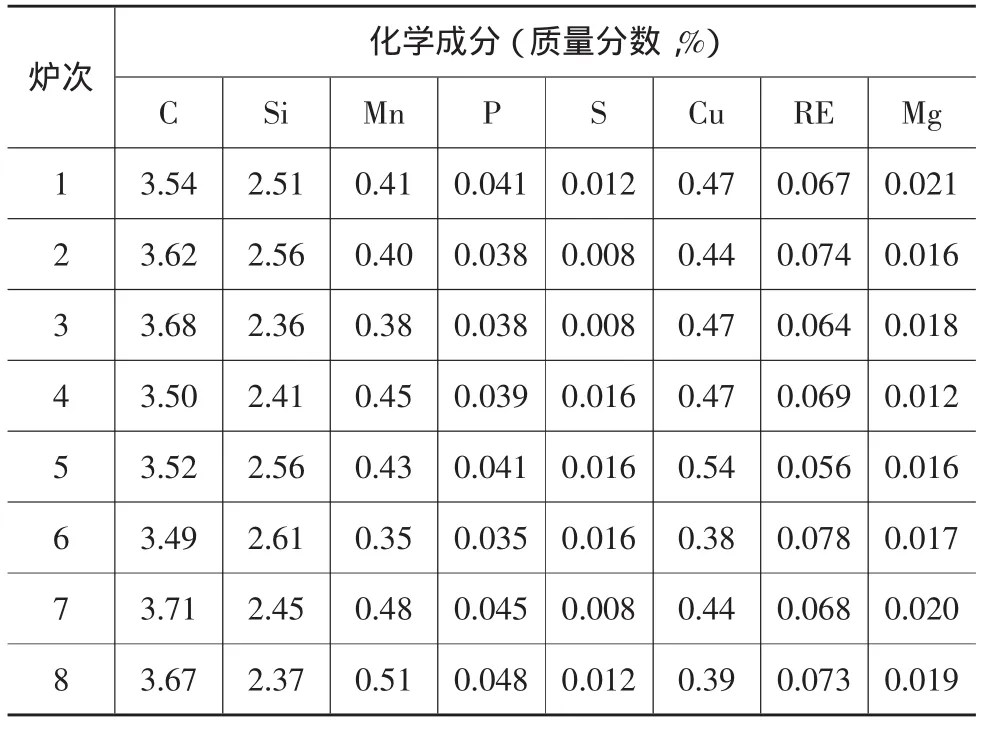
表2 化学成分
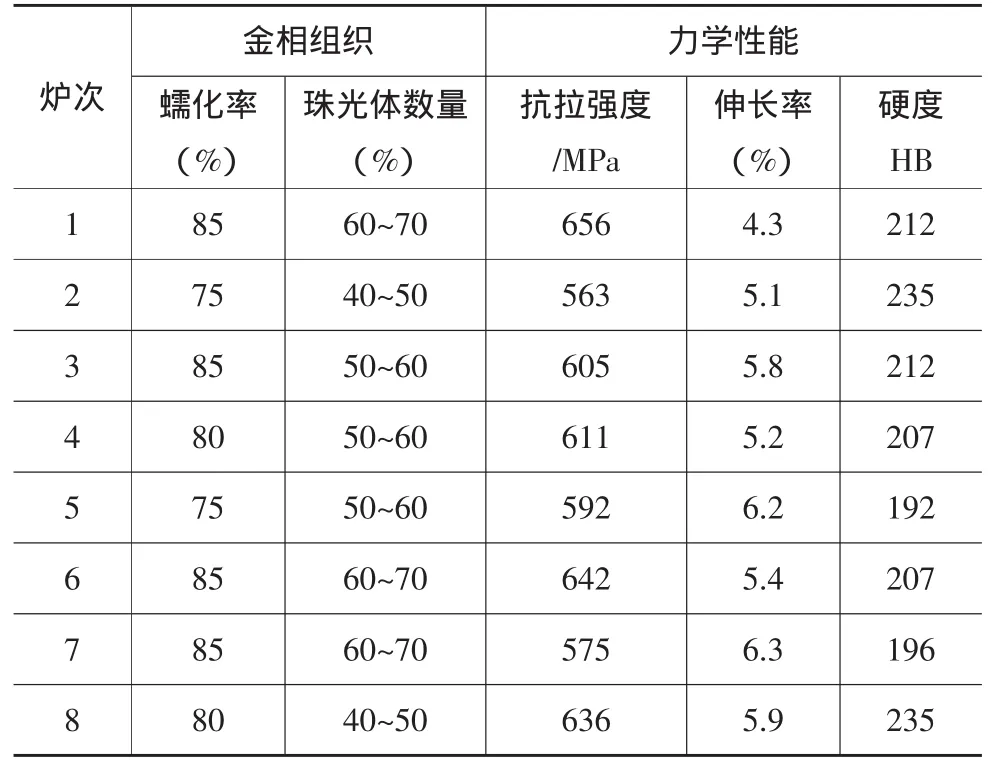
表3 金相组织和力学性能
机加工结果显示:上述8炉次32个气缸盖经加工、试水压后,只有第1炉、第4炉各1件出现缩松和夹渣缺陷,其余均合格,合格率为93.75%。
经济效益分析见表4,按2009年10月份原材料价格(其中回炉料也按市场价计算)得出的每1.5吨铁液的材料成本价。由表4可计算:方案1的合成蠕墨铸铁每吨原材料的成本价比普通蠕墨铸铁低656.5元;方案2的合成蠕墨铸铁每吨原材料的成本价比普通蠕墨铸铁低542元。

表4 合成蠕墨铸铁与普通蠕墨铸铁每1.5吨铁液的材料成本
3 结论
(1)中频熔炼炉的温度和成分可控性为生产合格的合成蠕墨铸铁气缸盖提供了良好的保障;增碳剂随废钢分批加入的方法确保C的吸收率达到80%以上。
(2)所试制的32个合成蠕墨铸铁气缸盖金相组织和力学性能均符合技术要求,甚至优于普通蠕墨铸铁气缸盖;机加工后成品率高。因此在以后生产气缸盖过程中,合成蠕墨铸铁代替普通蠕墨铸铁是可靠、可行的。
(3)合成蠕墨铸铁取消大量生铁熔炼后,消除了生铁的粗大石墨和遗传性的不良影响,熔炼易控制;同时在蠕化剂表面覆盖0.1%~0.2%的增碳剂促进石墨形核和孕育作用,对提高合成蠕墨铸铁的技术指标发挥重要作用。
(4)合成蠕墨铸铁所带来的经济效益是比较可观的,成本价比普通蠕墨铸铁低500~650元/吨。
Trial Production of Cylinder Head of Compound Vermicular Cast Iron
KE ZhiMin
(Guangzhou Diesel Engine Works ,Guangzhou 510371,China)
With strict temperature control of liquid iron,chemical composition and melting process,each technology index of produced cylinder head of compound vermicular cast iron has been better than that of cylinder head of common vermicular cast iron.Forether more the cost has been lower BMB 500~650 Yuan per ton than that of common ones.
Compound vermicular cast iron;Cylinder head;Vermicular ratio;Mechanics properties;Cost
TG143.49;
A;
1006-9658(2010)02-2
2009-11-12
2009-152
柯志敏(1980-),男,工程师,主要从事铸造车间现场管理和铸铁熔炼工作
猜你喜欢
中国金属通报(2021年19期)2021-12-24
宝钢技术(2021年1期)2021-12-03
Baosteel Technical Research(2021年1期)2021-11-29
铸造设备与工艺(2021年4期)2021-10-17
装备制造技术(2020年11期)2021-01-26
TMR Modern Herbal Medicine(2020年2期)2020-05-07
铸造设备与工艺(2019年5期)2019-12-06
世界有色金属(2019年10期)2019-07-22
中国铸造装备与技术(2017年2期)2017-06-01
中国铸造装备与技术(2015年5期)2015-12-10
