
内冷铁在厚大铸钢件上的应用
2010-01-06 05:16凌云飞胡昌军齐齐哈尔轨道交通装备有限责任公司黑龙江齐齐哈尔市161002
中国铸造装备与技术 2010年2期
凌云飞,胡昌军(齐齐哈尔轨道交通装备有限责任公司,黑龙江齐齐哈尔市 161002)
内冷铁在厚大铸钢件上的应用
凌云飞,胡昌军(齐齐哈尔轨道交通装备有限责任公司,黑龙江齐齐哈尔市 161002)
厚大铸钢件;内冷铁;铸造工艺
我公司生产的厚大铸钢件主要有桥墩、主压头、副压头、前盘、后盘等。这些铸钢件由于用途特殊,对其内部质量要求较高,除进行一些常规的性能检测外还要求进行其它性能检测,如探伤、打压等。为此在进行此类铸钢件铸造工艺设计时应充分考虑其特殊要求,保证产品能顺利通过各项性能检测
1 厚大铸钢件的工艺特点
1.1 放置内冷铁
1.1.1 内冷铁的作用
(1)内冷铁能有效提高铸件的工艺出品率,降低铸件的生产成本。
(2)内冷铁可以防止厚大件胀砂、缩松、粘砂等缺陷的产生,可以细化晶粒,减少铸造应力,对厚大铸件品质控制非常有益。
(3)内冷铁可以减小冒口,减少浇注钢液量,可以帮助我们突破生产条件和工序能力的限制。
(4)内冷铁的使用还可以防止厚大铸件出现晶粒粗大和减小铸造应力,防止铸件产生裂纹。
1.1.2 内冷铁的数量
由于铸件要求探伤检测或打压试验,所以对内部质量要求较高。如果内冷铁数量放得过多,造成内冷铁不能完全熔化,则会使探伤检测或打压试验不合格;但如果内冷铁放得过少,又不能充分发挥内冷铁的作用。因此应合理确定内冷铁的数量。
1.1.3 对内冷铁的材质及表面质量的要求
(1)对于碳钢件,内冷铁的含碳量应小于或近似铸件的含碳量;对合金钢铸件,内冷铁应是同材质。
(2)内冷铁须经防锈除渣,如果内冷铁表面出现锈蚀或焊渣未除净,则会影响内冷铁与钢液的熔合,污染铸件,产生渣孔、气孔、夹渣物等。
(3)内冷铁应设置合理的冷铁脚和距型壁距离,避免太靠近型壁造成熔合不良。
1.1.4 放置内冷铁的注意事项
(1)需进行探伤、打压的铸件应尽量少用内冷铁,防止内冷铁和铸件熔合不好造成探伤检测和打压试验不合格。
(2)内冷铁的放置将影响钢液的浮砂能力,放内冷铁后砂子也不易被抽干净。因此在放内冷铁前一定将砂子抽净,合箱时尽量防止砂子掉入型腔。
(3)当厚大区域不是整个铸件而是局部时,应以这个局部为单位计算内冷铁数量、冒口大小及钢液补浇时间。
(4)在型内放好内冷铁后,最好在3至4小时内浇注,以防止在冷铁上聚集水分致使铸件产生气孔。
(5)在放内冷铁处铸型上方未设置冒口的应开设气孔。如冷铁上方是暗冒口,其冒口上的出气孔直径应增大。
(6)内冷铁在铸型内用芯撑固定,防止内冷铁移动后与砂型靠得过近而不能完全熔化。
1.2 通过冒口补钢液
对于厚大铸钢件,在放置内冷铁的同时,往往配合使用在铸件浇注一定时间后往冒口中补充钢液的工艺,增加冒口中钢液的凝固时间。此工艺方法可以有效地提高铸件的工艺出品率,降低铸件的生产成本。此外,在减小冒口尺寸的同时,还可以减小冒口的切割难度,提高生产率。
2 典型厚大铸钢件的工艺设计
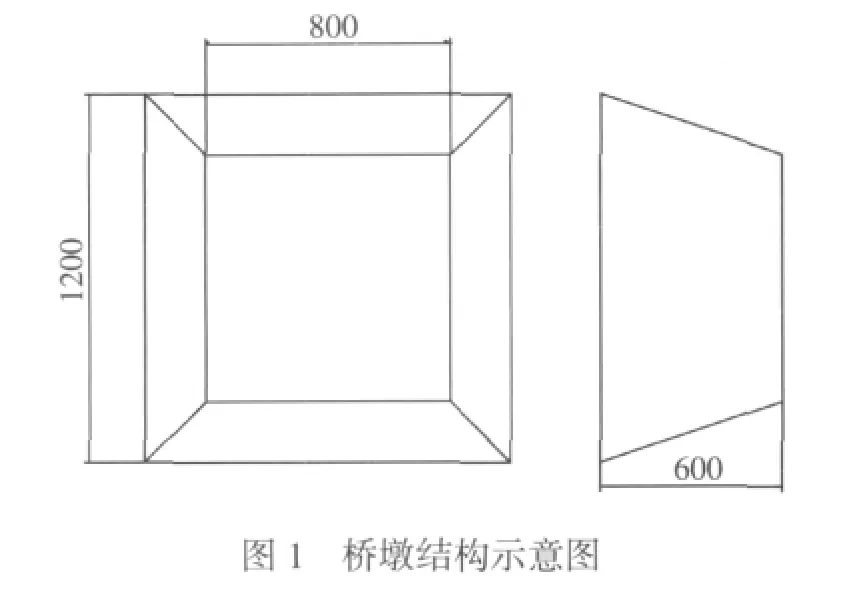
现以桥墩为例介绍典型厚大铸钢件的工艺设计。如图1所示,桥墩材质为ZG230-450,铸件要求加工后进行探伤检测。体积V0=6.08×108mm3,质量m=4750kg,模数 M0=153mm。
(1)内冷铁质量的确定Wd
由于此铸钢件为厚大铸件,有利于内冷铁的熔化,但铸件要求探伤检测,根据文献[1]综合考虑,内冷铁占铸件的质量分数按4%,内冷铁直径为8mm,内冷铁质量 Wd=4750×4%=190(kg)。
(2)放内冷铁后铸件的模数M01
根据公式Wd=fρV0(M0-M01)/M0
式中:f为系数,参考文献[1]确定,按最高浇注温度1600℃确定f为0.138;ρ为内冷铁的密度,为7.8×103kg/m3。最后计算得M01=113mm。
(3)冒口模数M0m的确定
考虑冒口的切割难度选择长条冒口,尺寸为500mm×1000mm,高度600mm,数量一个。冒口的模数M0m=102mm。
(4)补冒口时间T2的确定
根据实际经验,铸件模数M为80mm时,铸件的凝固时间T约为120min。由此根据公式[2]T/T0x=M2/M0x2(T、T0x分别为铸件1和铸件2的凝固时间;M、M0x分别为铸件1和铸件2的模数),铸件桥墩的凝固时间T01:
120/T01=802/(113)2
T01=240min。
冒口的凝固时间T0m(冒口可以看成一个铸件):
120/T0m=802/1022
T0m=195min
所以补冒口的时间应大于T01-T0m=240-195=45(min),但应小于冒口的凝固时间195min,即补冒口的时间为45min<T2<195min,考虑一定的安全性,我们确定补冒口的时间为60min<T2<180min,此时间范围基本在下一炉出钢时补冒口即可。
补冒口的时间范围可以通过内冷铁的数量和冒口大小来调节,使其与生产条件相适应。
(5)内冷铁的要求
①内冷铁材质选用Q235-A。Q235-A的含碳量在0.8%~1.2%之间,小于ZG230-450钢的含碳量。
②内冷铁经过了防锈除渣。
③内冷铁设置了合理的冷铁脚和距型壁距离。
3 结语
采用上述工艺方法生产的桥墩表面质量和内部质量都较好,并顺利通过了铸件加工后的探伤检测。
[1]王文清,李魁盛.铸造工艺学.北京:机械工业出版社,1998.
[2]李隆盛.铸钢手册.北京:机械工业出版社,1981.
Application of Inner Chilling on Heavy Thick Wall Steel Castings
LING YunFei,HU ChangJun
(Qiqihar Railway Rolling Stock Co.,Ltd.Qiqihaer 161002,Heilongjiang China)
Heavy thick wall steel castings;Inner chilling;Foundry technology
TG260.6;
A;
1006-9658(2010)02-2
2009-10-28
2009-141
凌云飞(1977-),工程师,主要从事铸造工艺设计工作
猜你喜欢
中国铸造装备与技术(2022年5期)2022-09-28
辽宁科技大学学报(2022年1期)2022-05-29
山西冶金(2021年3期)2021-07-27
中国铸造装备与技术(2019年2期)2019-04-01
中国资源综合利用(2018年2期)2018-02-03
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2015年5期)2015-12-10
中国铸造装备与技术(2015年5期)2015-12-10
中国铸造装备与技术(2015年5期)2015-12-10
