
DMAIC流程在乳品工业中的应用
2010-01-04 11:34:52刘绍王燕琳蒋红梅
中国乳品工业 2010年11期
刘绍,王燕琳,2,蒋红梅
(1.湖南农业大学食品科技学院,长沙 410128;2.光明乳业股份有限公司,上海 201103;3.纽迪希亚制药(无锡)有限公司,江苏 无锡 214111)
DMAIC流程在乳品工业中的应用
刘绍1,王燕琳1,2,蒋红梅3
(1.湖南农业大学食品科技学院,长沙 410128;2.光明乳业股份有限公司,上海 201103;3.纽迪希亚制药(无锡)有限公司,江苏 无锡 214111)
介绍了DMAIC流程在某乳品企业中降低车间奶包漏包率的应用,通过统计与分析找到了影响漏包率的重要影响因素,提出了相应解决方案,使得产品质量得到显著提高。该方法可为相关乳品企业提供借鉴。
DPMO;DMAIC;FMEA;乳品企业
0 引 言
作为一套系统的业务改进方法体系,六西格玛管理在摩托罗拉、通用电气、惠普等国际大公司获得了巨大成功[1],已得到世界各国企业的普遍认可。它通过对现有过程实施DMAIC,可消除过程缺陷和无价值作业,从而提高质量、降低成本、提高客户满意度,进而增强企业竞争力。
光明乳业下属某乳品工厂主要生产袋装产品,其中巴氏消毒奶的漏包投诉是造成工厂产品投诉的主因,为减少市场投诉率,减少车间漏包率,该厂决定实施六西格玛项目。工厂于2009年1月成立项目小组,本文从6σ管理方法中的DMAIC流程各个阶段出发系统地阐述了该工厂降低车间奶包漏包率的情况。
1 DMAIC的实施
1.1 D(定义)阶段
本阶段是任何六西格玛项目的第一步,也是最重要的部分之一。其具体工作包括确定项目、项目范围、目标、小组成员;确定项目流程及各自职责;了解顾客需求,编制SIPOC工作表;确定测量数据的范围。
关于项目名称,早期确定本项目为“降低市场漏包投诉率”,但根据6σ要求,项目必须是可控制的,为此后来将项目更改为“堵漏行动--降低车间漏包率”。
其中车间漏包率是指在生产过程中产生的漏包数占生产总量(袋数)的百分比,这里生产过程包括灌装、装箱、入库工序。采用百万机会缺陷数DPMO值来衡量σ质量水平(查σ值与DPMO值转换表[2]即可从DPMO查得质量水平)。本项目中,

式中机会数为4,因根据项目实施前关于车间漏包率的实际情况确定共有封口漏、机械刮伤、奶格压破、奶膜砂眼等4个关键质量特性。
经分析,当对原料奶消毒后,袋装产品生产工序中,共有灌装、装箱、入库三道工序与漏包率有关,故将灌装、装箱、入库三道工序以及包装材料与包装工等确定为小组项目活动范围。
本阶段中,为便于识别和确定顾客要求、产品和过程的范围及关键因素,特制定SIPOC工作流程表(见表1),并依此实施。
本阶段测量数据的范围为2008年1月-12月的车
1.2 M(测量)阶段
为保证测量数据有效和充分,本阶段须做以下一些工作:绘制流程图;确定测量对象Y与X;确定测量的时间范围、样本量;收集项目有关的数据等。
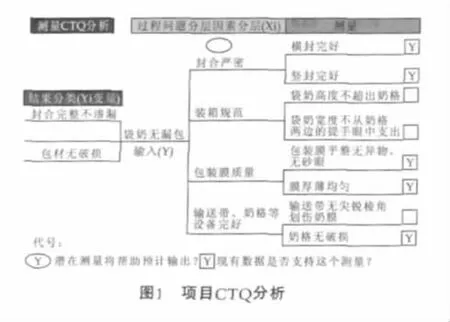
首先根据本项目的实际情况,为便于项目实施,绘制实施流程图。然后参照相关文献[3],采用关键质量特性分析法(CTQ分析,即Critical To Quality分析)来确定测量对象。关键质量特性分析是一种分析过程流程图以发现问题的方法。这种分析方法研究输入(X)和输出(Y)并找出影响过程和输出质量的环节。根据实际情况,特制定本项目CTQ分析图(见图1)。
该阶段同时收集与分析2009年1月-5月车间检出漏包率的数据。将测量阶段所得可靠数据整理,以便于分析阶段利用软件进行分析。
1.3 A(分析)阶段
分析阶段的工作包括定性找出所有可能的原因;对非关键原因进行筛选排除;运用统计方法对关键原因进行确定。
首先确定可能原因。依项目CTQ分析图(图1),利用亲和图法,对2008及2009年漏包种类进行统计,依漏包原因将漏包种类大致分为:封口漏包、机械设备刮伤、奶格压破、薄膜砂眼等四个大类。细分起来更多,包括四氟布/热封胶带脏或有破损、封合温度波动大、温度、压力调整幅度过大、装箱时产品超出奶格、电热丝不平整、硅胶条磨损、码箱时推拉、输送链故障、硅胶条太硬或太软等,具体见表2潜在失效原因。
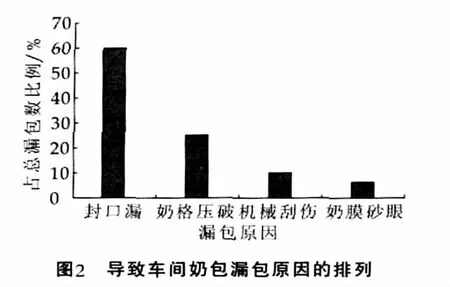
在上述可能原因确定的基础上,根据2009年1-5月份的统计数据作排列图(见图2),依Pareto定律,进行非关键原因的排除。由图2可知:封口漏包和奶格压破是漏包主要原因,机械设备刮伤、薄膜砂眼两个为非关键原因。间漏包率及DPMO,并依DPMO查出6σ水平。经统计,2008年车间漏包率平均在万分之1.86,最高达到万分之2.76,有4个月在万分之2以上,DPMO值在49.16-91.87之间,平均61.96,六西格码水平在5.3。据此,项目目标定为从2009年9月份(项目实施后)开始在线袋奶漏包数下降50%,DPMO=32,六西格码水平达到5.5。
然后,忽略非关键原因,召开袋装车间全体员工大会,采用头脑风暴法,将员工(包括工程部机修工)的意见汇总,分别作封口漏包和奶格压破两种漏包产生的主要原因的因果分析图,得出所有原因,再对这些原因按照FMEA(Failure Mode and Effect Analysis,失效模式和效果分析)分析的思路逐一进行分析,做车间检出漏包率的FMEA分析表(见表2),以初步确定造成车间漏包的关键原因。
根据以上原因,对造成车间漏包的各因素的RPN值(风险优先数)进行排序,做其RPN的排列图,结果如图3所示。由图3可以看出,依Pareto定律,RPN值较高前4个因素是造成漏包的要因,即4个要因为:四氟漆布/热封胶带脏或有破损;封合温度波动大;温度、压力调整幅度过大;装箱时产品超出奶格。
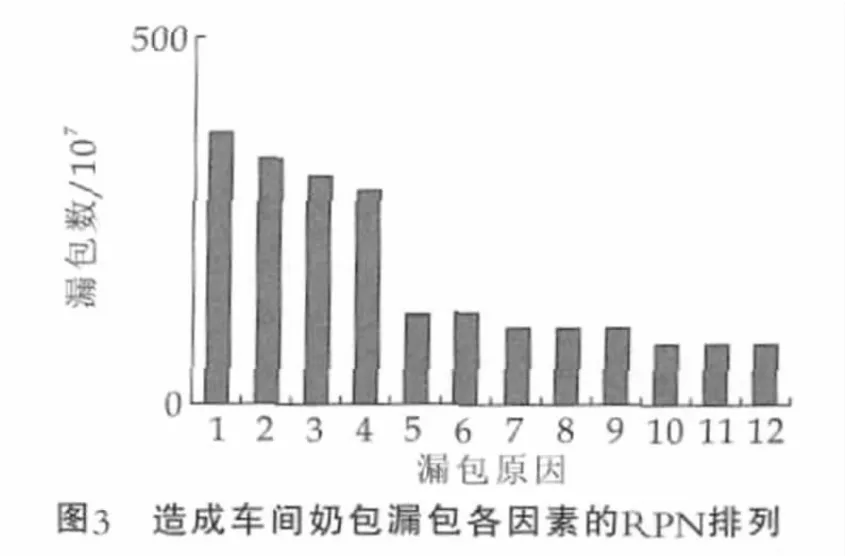
图3中,横坐标数值:1为四氟漆布/热封胶带脏或有破损;2为封合温度波动大;3温度、压力调整幅度过大;4为装箱时产品超出奶格;5为电热丝不平整;6为硅胶条磨损;7为码箱时推拉;8为硅胶条太硬或太软;9为封合压力波动大;10为传动系统不协调;11为电器线路老化;12为其他。
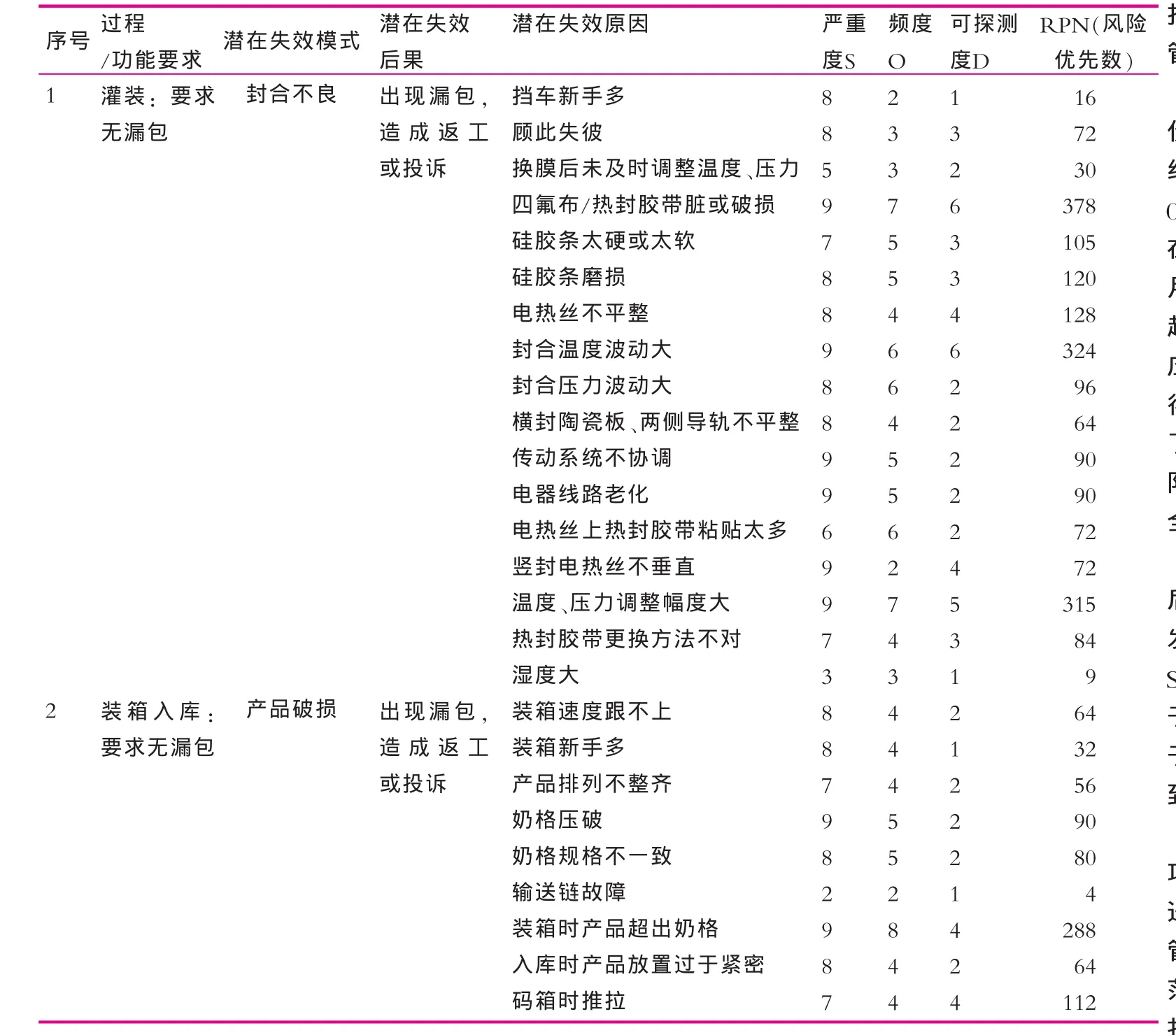
表2 车间检出漏包率的FMEA分析
依此不难做出车间检出漏包率FMEA要因确认表(见表3)。并可依此制定相应解决方案,并跟踪验证改进效果,如改进效果达到项目目标,项目任务即为完成。
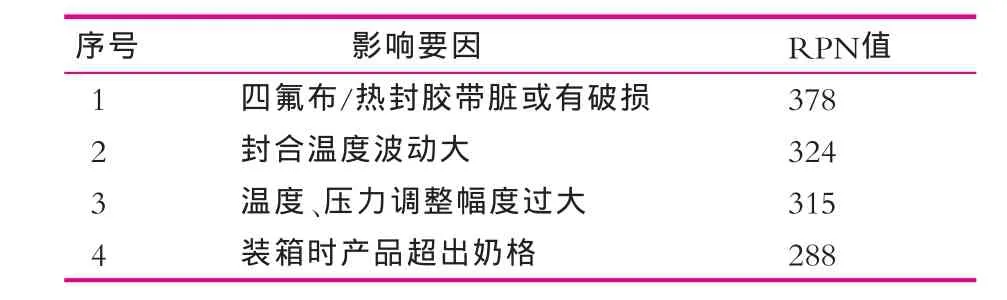
表3 车间检出漏包率FMEA要因确认
1.4 I(改进)阶段
改进阶段工作包括针对每个关键原因提出可能解决的方案;方案实施;用改进后的数据表单对方案进行实验。通过项目组成员共同分析讨论后,提出改进方案,如表4所示。
然后切实实施上述改正方案,评价与比较改进前后的FMEA,可知造成漏包的四要因经过纠正后其风险数RPN均小于100,改进取得了实际效果。
1.5 C(控制)阶段
控制阶段工作包括对关键控制点及目标达成情况形成评价体系;将改进措施文件化,实行制度化管理等。
首先对2009年1-12月份项目的漏包率情况进行统计分析,可知漏包率在0.78-2.02/万 之 间 ,DPMO在26.12-91.87在之间。并随月份呈逐渐降低至稳定的趋势。由此可知通过采取相应的措施,项目的改进已取得一定效果,车间漏包率有了大幅度的降低。项目的各阶段任务于2009年8月1日全部完成。
进一步对项目实施前后的西格码水平进行比较,发现自2009年9月份开始,SIGMA水平已大于5.55(大于目标值5.50),DPMO小于27.13,堵漏行动已经达到目标。
项目实施后,需针对该项目实施中提出的各项改进措施,制定并完善相应的管理文件(包括岗位作业规范、员工培训教材、设备维护保养等),同时制定相应的考核细则,补充到工厂的质量考核制度中,实行制度化管理,以确实做到科学控制质量。实践也证明了,通过对员工操作技能、设备原理等方面的培训,对灌装设备彻底的维护保养更换,对漏包考核制度的细化等等措施的实施,可使车间漏包检出率有明显的下降。
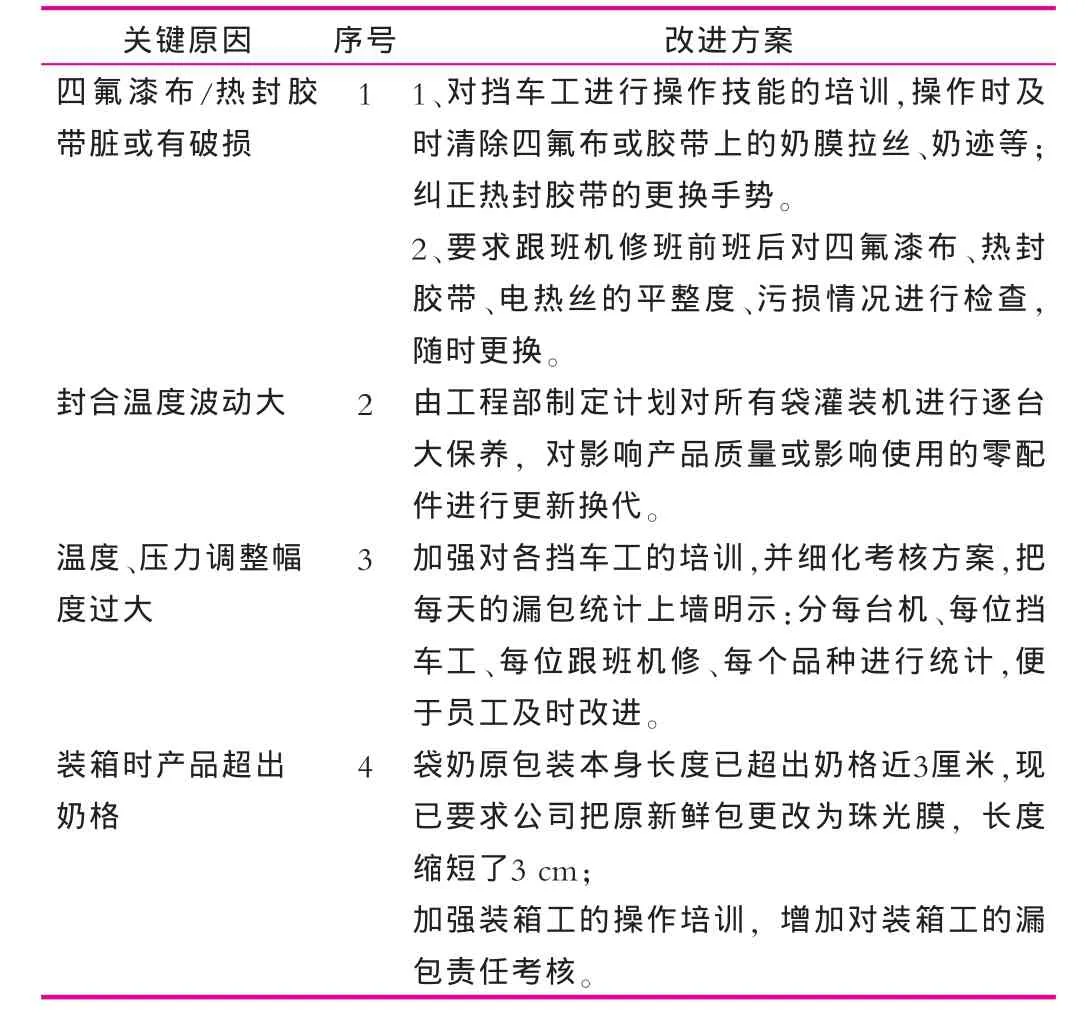
表4 改进方案
2 收益评价
本项目的实施取得了相当大的直接和间接收益。
主要间接收益有:降低市场投诉率,提高顾客满意度,增加市场竞争力及占有率;降低劣质生产成本,减少了在线不合格品;提高了员工的操作技能及质量、成本意识;设备运行的稳定性提高,降低了维护和保养费用等。
项目的实施,还取得了不错的直接收益。直接收益指财务收益,主要是由降低奶耗、膜耗、人工、能源损耗等部分组成,主要是提高产品得率,降低在线不合格品。按每包产品售价2.0元计,车间漏包率从项目开始前的1.86/万下降到目前的0.81/万,总计直接收益为

3 结束语
六西格玛项目团队通过对乳品工厂降低车间奶包漏包率的应用,找到了影响车间奶包漏包率的重要影响因素有:四氟漆布/热封胶带脏或有破损;封合温度波动大;温度、压力调整幅度过大;装箱时产品超出奶格等。进而通过试验对这些重要影响因素进行相应研究分析,获得相应的改进方案,提高了西格码水平,减少了车间漏包率,使得产品质量得到显著提高,降低了生产成本,减少了市场投诉率,提高了顾客满意程度。
此项目实施后,需针对该项目实施中提出的各项改进措施,制定并完善相应的管理文件(包括岗位作业规范、员工培训教材、设备维护保养等);同时需制定相应的考核细则,补充到工厂的质量考核制度中,实行制度化管理,为企业走向国际化打下良好基础。
[1]唐晓芬.六西格玛成功实践[M].上海:中国标准出版社,2002.
[2]科杰尔·麦格纳森,戴格·克劳斯里德,鲍·伯格曼.六西格马一通向卓越质量的务实之路[M].刘伟,石海峰,译.北京:中国标准出版社,2001.
[3]上海质量管理科学研究院.六西格玛实施技巧[M].上海:中国标准出版社,2003.
Application of DMAIC in dairy enterprise
LIU Shao1,WANG Yan-lin2,JIANG Hong-mei3
(1.College of Food Science&Technology,Hunan Agricultural University,Changsha 410128,China;2.Bright Dairy&Food Co.,Ltd,Shanghai 201103,China;3.NUTRICIA Pharmaceutical Co.,Ltd,Wuxi 214111,China)
This paper introduced the application of DMAIC and studied the breakout rate of soft-packing milk in some dairy enterprise,the key cause was found out and the improved method was gained,so the quality of the product was improved greatly.It was a good experiences for other dairy enterprises.
DPMO;DMAIC;FMEA;dairy enterprise
TS252.8
B
1001-2230(2010)11-0057-04
收搞日期:2010-08-30
刘绍(1968-),男,副教授,从事食品质量与安全方面的研究。
王燕琳
猜你喜欢
科学与社会(2022年1期)2022-04-19 11:38:42
智能制造(2021年4期)2021-11-04 08:54:28
莫愁(2019年36期)2019-11-13 20:26:16
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
上海大中型电机(2017年3期)2017-11-13 03:39:06
中国老区建设(2016年12期)2017-01-15 13:54:08
铁道科学与工程学报(2015年5期)2015-12-24 12:12:14
营销界(2015年22期)2015-02-28 22:05:18
海峡姐妹(2015年6期)2015-02-27 15:11:19
