7003 铝合金型材在线气雾淬火数值模拟及工艺参数优化
2025-03-07 00:00:00刘国勇曾贤朱冬梅
湖南大学学报·自然科学版 2025年2期
















摘要:为探究工艺参数对7003铝合金型材在线气雾淬火的影响,建立7003挤压铝合金型材在线气雾淬火仿真模型,研究7003挤压铝合金型材在线气雾淬火过程中温度场与应力场的变化,并通过淬火实验验证了型材在线气雾淬火仿真模型的可靠性. 采用响应面优化法探究型材运行速度、纵向喷嘴间距以及周向气雾冷却喷嘴气水比对型材在线气雾淬火时间以及淬火过程中最大等效应力的影响规律,得到该型材在线气雾淬火最优的生产工艺参数. 研究结果表明,该型材的最佳工艺参数分别为:型材运行速度30 mm/s,纵向喷嘴间距155 mm,气水比1.32.与优化前相比,型材在线气雾淬火时间减少了33.1%,淬火过程中的最大等效应力减小了21.2%,最大残余应力减小了62.9%,型材在线气雾淬火的效率及淬火质量显著提高.
关键词:铝合金;淬火;变形;数值模拟;气雾冷却;响应面优化
中图分类号:TG166.3 文献标志码:A
近年来,7系挤压铝合金型材在轨道交通行业以及航空航天领域得到了广泛应用,对形状结构复杂、力学性能优良的7系挤压铝合金产品的需求也日益增长. 铝型材在线淬火技术可大大提高挤压铝型材的生产效率,节约生产能耗,在挤压铝型材生产中得到了大规模的推广和应用[1-3]. 然而,在线淬火过程中型材的温度场和应力场受到型材形状、淬火工艺参数等诸多因素共同影响,如果在淬火过程中型材的温度场变化较大,型材内部会产生较大的内应力,使得型材容易产生弯曲、翘曲、超差等问题,影响型材的性能[4-6].
为此,众多学者对铝合金在线淬火过程进行了研究. 李落星等[7]以U形铝合金型材为研究对象,探究了不同喷嘴速度大小对温度场、残余应力和变形的影响. Golovko等[8]以6060铝合金矩形棒材为研究对象,通过实验探究了不同气压和水压组合对矩形棒材在线气雾冷却温度变化和冷却速率的影响规律. 徐戎等[9]探究了复杂型材风淬时的温度场和应力场变化规律. 王魁星[10]以6005A对称和非对称型材为研究对象,研究了型材静态和动态风冷淬火温度场,并探究了不同风速、不同摆动速度对两种型材温度、冷却速率和温度均匀性的影响. 刘志文等[11]以6082铝合金型材为研究对象,研究了3种不同喷水流量方案下型材在线淬火的应力场和残余变形,并探究了不同流量方案型材淬火温度均匀性与残余应力和变形量的关系. Mei等[12]采用数值模拟和实验相结合的方法,探究了6063铝合金型材在线水冷淬火的温度场对其淬火应力和变形的影响规律.Danchenko等[13]以6082圆棒和L形铝型材为研究对象,确定了型材不同挤压温度和挤压速度下气雾冷却的气压与水流量比(气水比),并对气雾冷却后型材的力学性能进行了检测. Zhao等[14]研究了喷射射流水温对铝合金厚板残余应力的影响. Cao等[15]研究了7050铝合金板材厚度与残余应力之间的关系,结果表明淬火残余应力随板材厚度的增加而逐渐增大. Fan等[16]以7xxx铝合金板材为对象研究了喷淋压力和喷淋距离对换热特性的影响. Lei等[17]研究了AlSi10MgMn合金在不同淬火方式下残余应力的变化,发现淬火后残余压应力随着冷却速度的降低而减小. Zhang等[18]研究淬火水温对2A14铝合金残余应力和拉伸性能的影响,提出采用阶梯淬火方式能更好平衡材料的力学性能和残余应力. 任伟才等[19]对7B50铝合金厚板进行研究,发现淬火水温对合金的断裂性能影响较大.
综上所述,虽然有许多国内外学者对铝合金材料在线淬火的温度场和应力场进行了研究,但大多针对6系铝合金的简单型材或者简单板材,对于7系变厚度铝合金型材的研究较少,且7系铝合金与6系铝合金的材料性能有显著差别,其气雾淬火的传热及力学行为区别也较大. 因此,有必要针对7系铝合金的气雾淬火进行研究,以揭示7系变厚度铝合金型材气雾淬火时的传热及力学行为影响规律.
本文主要通过Workbench 软件对7003 挤压铝合金型材在线气雾淬火温度场和应力场进行仿真分析. 通过响应面优化法探究型材运行速度、纵向喷嘴间距、气水比对型材在线气雾淬火时间以及淬火过程中最大等效应力的影响. 最后通过响应面优化得到该型材在线气雾淬火最优的生产工艺参数,为7系挤压铝合金型材在线气雾淬火工艺提供指导.
1 7003 铝合金型材在线气雾淬火仿真模型
1.1 型材几何模型与仿真模型
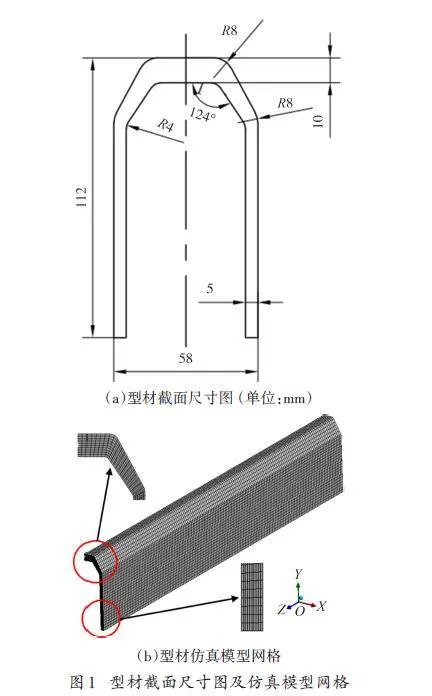
图1(a)为某公司生产的一种7003挤压铝合金型材截面尺寸. 该型材最大壁厚为10 mm,最小壁厚为5 mm,形状类似于“U形”. 图1(b)为7003挤压铝合金型材在线气雾淬火仿真模型网格. 选取型材长度为600 mm,考虑到型材结构的对称性,采用型材模型几何的一半进行仿真分析,用扫掠的方法对模型进行网格划分,共划分99 120个网格.
1.2 型材在线气雾淬火装置简介
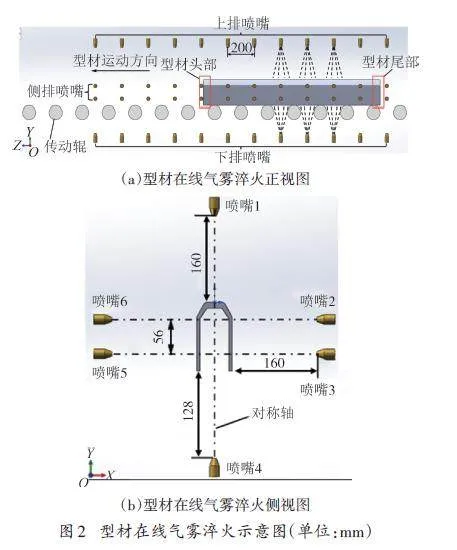
图2为7003挤压铝合金型材在线气雾淬火示意图. 由挤压机挤出的型材“U形”口倒置向下放置在传动辊道上. 型材周向气雾冷却喷嘴布置情况如图2(b)所示,每组周向气雾冷却喷嘴的间距为L,型材的运行方向为Z 轴正向. 型材在线气雾淬火过程中纵向喷嘴的间距L、传动辊速度以及气雾冷却喷嘴的气压和水流量均可以调节,从而满足型材在线气雾淬火工艺要求.
1.3 数值模拟参数
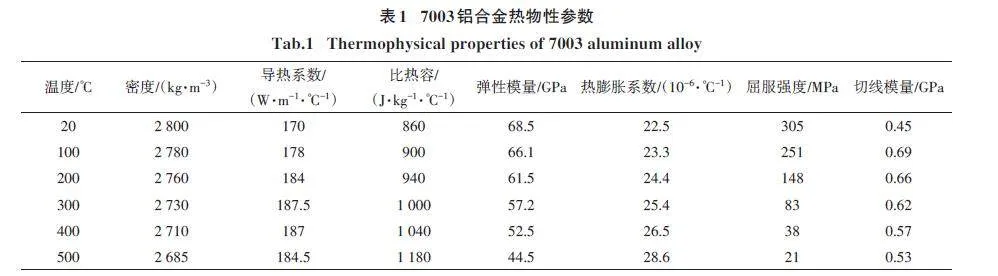
型材在线气雾淬火过程中,其主要热物性参数,如密度和比热容等,以及力学性能参数均随型材温度变化而变化,表1为通过Jmatpro软件模拟得到的7003铝合金在不同温度下的热物性参数[20].
1.4 边界条件及求解设置
由于型材在线气雾淬火是一个较复杂的过程,有着较多的影响因素, 因此,在保证模型计算准确性的前提下,做出如下假设[21]:
1)假设型材内材料各向同性.
2)忽略淬火过程中因相变和型材变形产生的热.
3)忽略因挤压造成的型材温度分布不均,假设型材初始温度场均匀一致.
型材在线气雾淬火过程中型材温度随时间变化而改变,是一个非稳态问题. 根据能量守恒定律和傅里叶传热定律,型材的瞬态温度场T(x,y,z,t) 为[22]:
式中: ρ 为7003铝合金的密度;t 为传热时间;Cp 为比热容;λ 为导热系数;T 为型材温度场函数;Q 为材料内部生热率(即因塑性形变和相变潜热产生的热)
从式(1)可以看出,在求解型材瞬态温度场时,必须给出初始条件以及边界条件. 在本文的研究中,采用的是第3类边界条件,即已知物体与冷却介质的对流换热系数及环境温度,其表达式为:
式中:S 为型材表面边界;Tw为型材表面温度;Tc为环境温度;h 为综合换热系数.
在本文研究中,型材初始温度为7003挤压铝合金的固溶温度,约为470 ℃,环境温度为25 ℃. 换热系数采用ANSYS移动热载荷的形式加载在型材的表面. 设置型材在线气雾淬火时间为80 s,时间步为0.1 s.对型材在线气雾淬火应力场仿真分析时采用的是间接法,即首先计算型材在线气雾淬火的温度场,然后将计算得到的温度场结果作为温度载荷导入Workbench 软件的瞬态结构(transient structural)模块中,进行型材在线气雾淬火应力场的耦合计算.
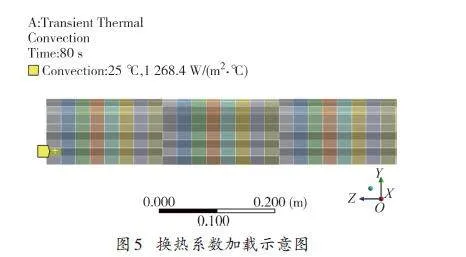
型材淬火的换热系数是模拟的重要参数,但是无法在实际生产过程中直接测量得到. 结合之前学者的研究,采用仿真法求解不同工况的换热系数曲线,使用分区循环加载换热系数的方法. 如图3 所示,以纵向喷嘴间距为200 mm为例,取每一个分割面中线上的换热系数,如P5面和P7面上的线A和线B. 线A 沿型材长度方向上的换热系数分布曲线如图4所示,由图4可知,换热系数沿型材长度方向呈分段线性分布,因此在型材各分割面上沿中线Z 向每隔25 mm取一段线上的平均换热系数作为该小部分面的换热系数. 同时,由于型材在线气雾淬火过程是匀速前进的,因此每个面上加载的换热系数是随时间变化的,型材在各排喷嘴间的向前移动可以看作在喷嘴间距为200 mm基础上,各面上换热系数随时间的循环. 型材模拟淬火长度区域换热系数加载示意图如图5所示.
1.5 型材在线气雾淬火仿真模型验证
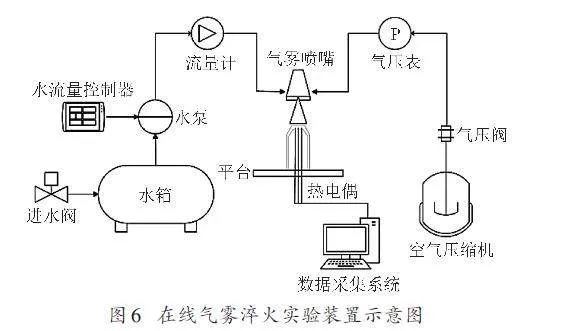
图6为在线气雾淬火实验装置示意图,该装置主要由供气系统(空气压缩机、气压阀、气压表)、实验件、供水系统(水箱、水流量控制器、水泵、流量计)、气雾喷嘴、加热系统、数据采集系统及其他相关仪器仪表等组成. 实验件为某铝合金企业生产的7003“U形”挤压铝合金产品,其整体尺寸为:70 mm(长)×58 mm(宽)×112 mm(高).
采用从型材侧面打盲孔并插入热电偶的方式来测量型材内部测温点T1和T2的冷却曲线,T1点与T2点在型材截面中心线上,位于射流中心的正下方,距型材上表面分别为2.5 mm和7.0 mm.
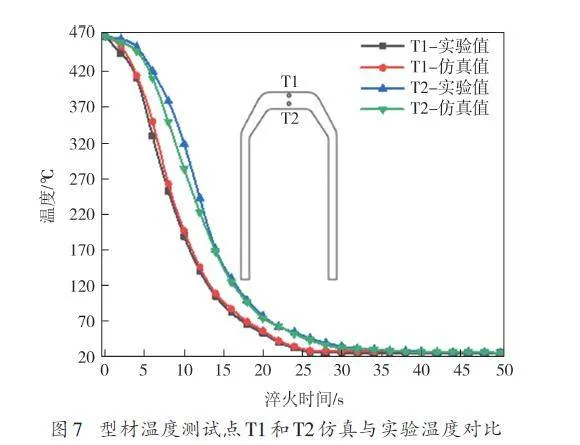
型材温度测试点T1和T2仿真与实验温度对比如图7所示. 由图7可知,实验与仿真型材测温点T1和T2温度随时间的变化曲线趋势基本相同,且通过计算得到测温点T1和T2的相对误差为2%~8%. 考虑到实验过程中型材的定位以及实验过程中气压和水压的波动均可导致实验误差,可以认为所建立仿真模型与实际实验有较高的准确性和可靠性. 因此,以该模型为基础对铝合金型材在线气雾淬火过程进行仿真模拟研究是合理的.
2 型材在线气雾淬火初始温度场和应力场仿真结果
2.1 型材在线气雾淬火初始温度场仿真结果
根据工厂实际淬火参数,型材周向各气雾冷却喷嘴工作气压均为0.15 MPa,水流量均为0.023 kg/s,型材运行速度为25 mm/s,纵向喷嘴间距L为200 mm,仿真得到如图8所示的不同时刻型材在线气雾淬火温度场云图.
由图8可知,型材在线气雾淬火过程中,由于头部先于尾部进入淬火区,因此其整体温度呈递进式下降. 同时,由于型材壁面厚度存在差异,型材腿部温度下降速度明显高于型材上部. 随着冷却时间的增加,型材整体温度场最大温差不断减小. 在7系铝合金生产工艺流程中,型材经在线气雾淬火后,可直接进行矫直工艺. 而矫直工艺一般需要型材的整体温度低于50 ℃. 由图8可知,型材在线气雾淬火80 s后,型材整体已基本冷却,其最低温度已经降到28.320 ℃,最高温度为44.687 ℃,型材整体平均温度为36.823 ℃,已经符合型材矫直工艺对型材整体温度的要求.
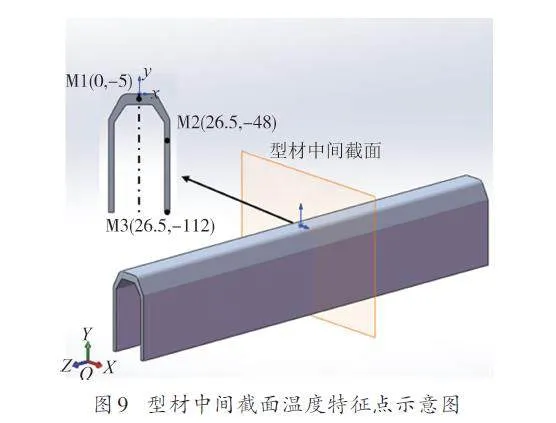
型材在线气雾淬火过程中,由于型材表面与淬火介质直接接触,而心部靠其与表面的热传导的方式进行冷却,因此,心部的冷却速率比表面冷却速率要小很多. 如图9所示,本文选取型材中间截面不同位置心部的3个温度特征点M1、M2、M3来分析型材在线气雾淬火过程中的冷却速率.
图10 为型材中间截面特征点温度曲线. 由图10可知,在10~30 s内型材中部各点温度下降较快,位于型材上部的M1点冷却速度最慢,M3点的冷却速度最快,这是因为M1点所处的位置型材壁较厚.由文献[23]可知,7003挤压铝合金的淬火敏感温度为250~330 ℃,且其临界冷却速率为4 ℃/s. 通过计算,型材中部3 点M1、M2、M3 温度由330 ℃降至250 ℃的平均冷却速率分别为10.8 ℃/s、12.9 ℃/s、15.7 ℃/s,其冷却速率均已达到了型材临界冷却速率要求.
图 11为型材在线气雾淬火过程中最大温差随时间变化曲线. 由图11可知,由于型材头部先于尾部进入淬火区,因此型材在线气雾淬火过程中的最大温差随淬火时间呈先快速增大然后逐渐减小的趋势. 在18 s左右时温差达到最大,淬火过程中的最大温差为331 ℃. 由于型材在线气雾淬火的热应力是由型材各部分冷却不均而导致的温差引起的,因此型材可能会在淬火10~20 s这一阶段出现应力的最大值,且此时材料温度较高,屈服强度较低极易发生变形.
2.2 型材在线气雾淬火初始应力场仿真结果
图12为型材在线气雾淬火过程中最大等效应力变化曲线. 由图12可知,冷却刚开始时,型材在线气雾淬火过程中的最大等效应力迅速增大,在线气雾淬火约18 s时,最大等效应力达到最大值,约为87.3 MPa,随着淬火的进行,最大等效应力不断减小,型材出淬火区后,最大残余应力约为29.1 MPa.
由温度场分析可知,型材在线气雾淬火过程中的最大温差随淬火时间的增加呈先增大然后减小的趋势,在10~20 s内最大温差不断增大,在此段淬火时间内最大等效应力出现了峰值,随着淬火的进行,型材整体冷却速率减小,温差不断减小,最大等效应力也不断减小.
图13(a)为在线气雾淬火过程中型材表面的残余应力云图. 由图13(a)可知,型材在线气雾淬火应力场较复杂,随着淬火的进行,较大的等效应力主要出现在型材上部以及型材腿部位置. 淬火结束时,型材尾部及腰部仍有部分残余应力,最大残余应力为29.1 MPa. 图13(b)为型材淬火后的等效塑性应变云图.由图13(b)可知,型材在线气雾淬火后,在型材腰部位置以及型材上部仍有残余应力的地方均产生了塑性应变,最大塑性应变为0.234%.
由以上分析可知,型材在线气雾淬火后,型材整体的温度已降至矫直工艺所需温度要求. 但型材整体冷却在线时间较长,冷却效率较低,冷却过程中的温差较大. 型材在线气雾淬火过程中的等效应力较大,淬火后仍有较大的残余应力和塑性应变. 因此,在后续研究中,需要调配影响型材在线气雾淬火的各因素,从而提高型材在线气雾淬火的效率和质量.
3 7003 挤压铝合金型材在线气雾淬火多目标优化
3.1 响应面优化法概述
响应面优化法可在指定空间中,对一个样本集合点开展有限次试验,然后利用函数近似拟合出一个合适的响应面,以此对不同的响应量进行预测. 在工程中,常用式(3)所示最小二乘法构造出变量与目标响应量之间的函数[24].
式中:y 为响应量;xi 为设计变量;βii 为回归系数;ε 为误差项.
3.2 影响因素与响应目标的确定
在实际生产中,型材在线气雾淬火温度场以及应力场受多种因素的影响. 本文选取影响型材在线气雾淬火过程的重要因素,分别为:型材运行速度A、纵向喷嘴间距B 和型材周向气雾冷却喷嘴的气水比C. 7系铝合金型材在线气雾淬火工艺中,型材从模具挤出后直接进行淬火,型材在传动辊道上的运行速度和型材的挤压速度相同,采用7003铝合金型材常用挤压速度[25],型材运行速度为15~35 mm/s,纵向喷嘴间距为100~250 mm.
由型材初始温度场仿真结果可以发现,由于型材腿部位置壁厚比型材上部的壁厚小,型材截面因各部分冷却速率不同会产生较大的温差,引起较大的热应力. 在保证图2(b)中喷嘴3和喷嘴5工作气压和水流量不变的情况下,以一定比例逐步增大喷嘴2、喷嘴1和喷嘴4的气压和水流量. 型材周向冷却喷嘴的气水比分别为1.15、1.20、1.25、1.30和1.35,各周向冷却喷嘴的工作气压与水流量如表2所示.以型材在线气雾淬火从开始到型材整体最高温度小于50 ℃时的淬火时间作为响应目标Y1,以型材在线气雾淬火过程中的最大等效应力作为响应目标Y2.
3.3 响应面试验设计与试验结果
在明确因素以及因素范围后,本文选用BBD原理设计响应面试验绘制因素与水平表如表3所示.
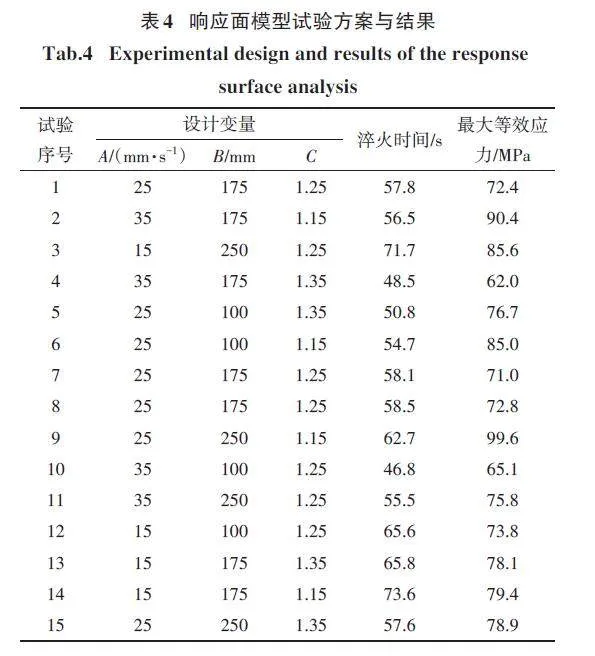
本文采用Design-Expert 13.0软件,由影响因素和水平的个数得知共需要15次试验才能拟合出合适的模型. 15组试验方案及模拟计算得到的试验结果如表4所示.
3.4 响应面模型的建立及分析
在得到每组试验结果后,经Design-Expert 13.0软件分析后得到响应量Y1和Y2拟合的回归方程为:
Y1 = 77.86 - 2.56A + 0.17B + 37.67C +0.000 87AB - 0.05AC - 0.04BC +0.032A2 - 0.000 26B2 - 24.17C2(4)
Y2 = 1 072.32 + 9.38A + 0.26B - 1 754.58C -0.000 37AB - 6.78AC - 0.41BC -0.023A2 + 0.000 94B2 + 769.17C2 (5)
响应面模型建立后,需要对拟合出的函数从数理统计的角度进行分析,以判断其是否合适. 表5为响应面模型的方差法分析及显著性检验结果. 由表5可知,响应量Y1、Y2的P 值均远小于0.05,失拟项的F 值均大于0.05,说明模型无失拟因素存在,表明模型与试验数据拟合较好.响应量Y1、Y2的相关系数R2和调整相关系数R2adj 均非常接近1,说明模型的拟合精度较高. 变异系数均小于10,信噪比均远大于4,说明模型具有较强的分辨能力和较高的可信度.
型材在线气雾淬火A、B、C 三因素对响应量Y1的三维响应面图如图14所示,图14中淬火时间为型材整体最高温度小于50 ℃的淬火时间. 从图14(a)中可以看出,在淬火区长度相同的情况下,型材整体最高温度小于50 ℃的淬火时间与纵向喷嘴间距成正比,与型材运行速度成反比. 即纵向喷嘴间距越小、型材运行速度越大时,型材整体最高温度小于50 ℃的淬火时间越短. 在所研究的变量范围内,当型材运行速度为25~35 mm/s,纵向喷嘴间距为100~150 mm时,型材整体最高温度小于50 ℃的淬火时间有最小值. 从图14(b)中可以看出,淬火时间与各喷嘴气水比成反比,在型材运行速度固定的情况下,喷嘴的气水比越大,型材整体最高温度小于50 ℃的淬火时间越短. 从图14(c)中可以看出,纵向喷嘴间距与喷嘴气水比对型材整体最高温度小于50 ℃的淬火时间影响的三维响应面较为平直,响应面倾斜斜率不大,等高线较稀疏,证明这两个因素对响应值的交互作用不显著,且对响应量的影响较小.
型材在线气雾淬火A、B、C 三因素对响应量Y2的三维响应面图如图15所示. 从图15(a)中可以看出,在淬火区长度一定的情况下,型材在线气雾淬火过程中的最大等效应力与型材运行速度成反比. 即型材运行速度越大,最大等效应力越小. 在线气雾淬火过程中的最大等效应力与纵向喷嘴间距成正比,纵向喷嘴的间距越大,最大等效应力越大. 当型材运行速度为30~35 mm/s,纵向喷嘴间距为100~200 mm时,最大等效应力有最小值. 从图15(b)中可以看出,在型材运行速度与喷嘴气水比对型材在线气雾淬火最大等效应力的交互影响中,当型材运行速度为30~35 mm/s,喷嘴气水比为1.25~1.35 时,在线气雾淬火过程中的最大等效应力有最小值. 从图15(c)中可以看出,纵向喷嘴间距与喷嘴气水比对型材在线气雾淬火过程中的最大等效应力交互作用较大,当纵向喷嘴间距为100~180 mm,喷嘴气水比为1.20~1.35时,最大等效应力存在最小值.
3.5 优化结果对比验证
基于Design-Expert 13.0软件对响应面模型进行求解,优化后最佳的A、B、C 三因素的取值如表6所示.
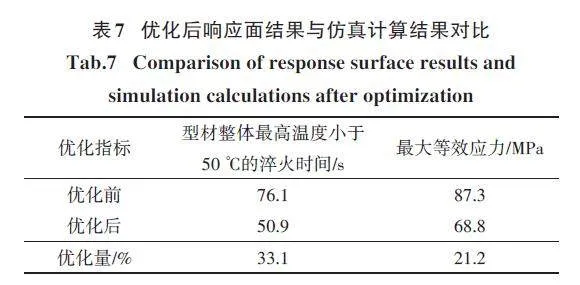
将各因素按表6重新取值进行仿真模拟,得到响应面优化后与优化前型材初始温度场和初始应力场各响应目标的对比,如表7所示.由表7可知,经响应面多目标优化后,型材整体最高温度小于50 ℃的淬火时间由优化前的76.1 s减少为50.9 s,型材在线气雾淬火时间比优化前减少了33.1%,型材在线气雾淬火的效率大幅度提升. 同时,优化后,型材在线气雾淬火过程中的最大等效应力由87.3 MPa 降低到68.8 MPa,最大等效应力比优化前减小了21.2%,型材因淬火冷却不均产生的热应力大幅降低,型材在线气雾淬火后的质量显著提高.
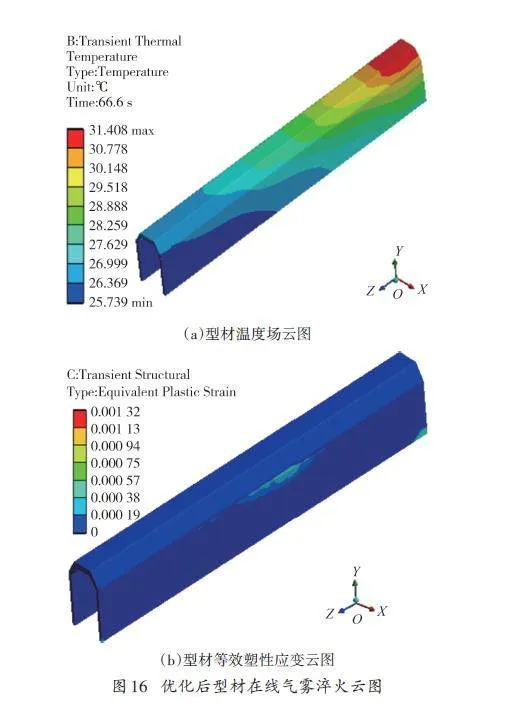
图16为各因素经响应面优化后,型材出淬火区后的温度场云图和等效塑性应变云图. 由图16 可知,优化后型材整体最高温度为31.408 ℃,最低温度为25.739 ℃,最大温差为5.669 ℃,最大温差降低了65.3%,在线气雾淬火效率大幅提高的同时,型材整体冷却温度分布更加均匀,尤其在增大了型材上部喷嘴的气水比后,型材上部沿长度方向上的温差明显减小. 优化后型材最大等效塑性应变为0.001 32,相较于优化前,其最大等效塑性应变减小了43.6%,最大残余应力为10.8 MPa,相较于优化前减小了62.9%,而且优化后型材发生塑性应变的区域在沿型材长度方向和周向方向上明显减少,说明优化后型材的淬火质量较优化前更好.
综上所述,型材运行速度、喷嘴的气水比、纵向喷嘴间距都直接影响型材的淬火换热行为,进而影响型材淬火时的温度场、应力场和弹塑性变形. 因此,要得到淬火完成时间较短和淬火质量较高的型材,需要合理调节型材运行速度、喷嘴的气水比、纵向喷嘴间距,使得型材整体温度场更加均匀,以减小淬火时产生的应力和弹塑性变形.
4 结 论
1)本文建立7003挤压铝合金型材在线气雾淬火仿真模型,研究了7003铝合金型材在线气雾淬火过程中温度场与应力场的变化. 型材在线气雾淬火初始阶段由于冷却初期型材冷却不均匀热应力增加出现温差和应力峰值,之后温差和应力大小随淬火时间逐渐减小.
2)型材在线气雾淬火模型模拟仿真计算的特征点温度与实验测量温度变化趋势一致,相对误差范围为2%~8%,验证了模型的可靠性.
3)以型材整体最高温度小于50 ℃的淬火时间及淬火过程中的最大等效应力为优化目标,采用响应面优化法对型材在线气雾淬火进行多目标优化,得到的最优工艺参数组合为:气水比为1.32、型材运行速度为30 mm/s、纵向喷嘴间距为155 mm. 将优化后的工艺参数进行仿真模拟. 相较于优化前,优化后型材在线气雾淬火时间为50.9 s,淬火时间缩短了33.1%;淬火过程中的最大等效应力为68.8 MPa,减小了21.2%;最大残余应力为10.8 MPa,减小了62.9%;最大等效塑性应变为0.001 32,减小了43.6%. 型材因淬火冷却不均产生的热应力大幅降低,型材在线气雾淬火后的质量显著提高.
参考文献
[1] 侯悦,田原,赵志鹏,等.海洋工程用铝合金的腐蚀与防护研究进展[J].表面技术, 2022, 51(5): 1-14.
HOU Y,TIAN Y,ZHAO Z P,et al. Corrosion and protection ofaluminum alloy for marine engineering[J]. Surface Technology,2022, 51(5): 1-14.(in Chinese)
[2] WU Y.Application of aluminum alloy in aircraft[J].Journal ofPhysics:Conference Series, 2022, 2228(1): 012024.
[3] 邓运来,张新明.铝及铝合金材料进展[J].中国有色金属学报,2019,29(9):2115-2141.
DENG Y L,ZHANG X M. Development of aluminium andaluminium alloy[J].The Chinese Journal of Nonferrous Metals,2019,29(9):2115-2141.(in Chinese)
[4] 袁青尧,王罡,田少鲲,等. 航天铝合金大型构件淬火变形机理仿真研究[C]//第三十四届中国仿真大会暨第二十一届亚洲仿真会议论文集. 长沙: 中国仿真学会,2022:049047.
YANG Q Y, WANG G, TIAN S K, et al. Mechanism andmodeling of quenching deformation for large aluminumcomponents in aerospace [C] //The 34th China SimulationConference and the 21st Asian Simulation Conference. Changsha:China Simulation Federation,2022:049047.( in Chinese)
[5] LIU Z W,YI J,LI S K,et al. Study on inhomogeneous coolingbehavior of extruded profile with unequal and large thicknessesduring quenching using thermo-mechanical coupling model[J].Transactions of Nonferrous Metals Society of China,2020,30(5):1211-1226.
[6] 岳小明,刘文辉,宋宇峰,等.在线淬火对7A62铝合金的显微组织与力学性能的影响[J]. 中国有色金属学报, 2023,33(11): 3595-3605.
YUE X M,LIU W H,SONG Y F,et al.Effect of online quenchingon microstructure and mechanical properties of 7A62 aluminumalloy[J]. The Chinese Journal of Nonferrous Metals, 2023,33(11): 3595-3605.(in Chinese)
[7] 李落星, 胡理中, 刘志文, 等.铝合金挤压型材淬火模拟研究及工艺参数的改进[J].湖南大学学报(自然科学版), 2013,40(2): 71-76.
LI L X,HU L Z,LIU Z W,et al. Simulation study of thequenching process and parameter improvement of aluminumextrusion[J]. Journal of Hunan University (Natural Sciences),2013, 40(2): 71-76.(in Chinese)
[8] GOLOVKO A N, RODMAN D, F NÜRNBERGER, et al.Investigation of the water-air cooling process of the thick-walledextruded profile made of alloy en aw-6060 on the output table[J].Metallurgical amp; Mining Industry, 2012, 4(2): 66-74.
[9] 徐戎, 李落星, 姚再起.交通用铝型材挤压在线淬火过程的数值模拟和实验验证[J].中南大学学报(自然科学版), 2017,48(12): 3263-3270.
XU R,LI L X,YAO Z Q.Numerical simulation and experimentalverification of extrusion online quenching process of aluminumprofile used for traffic[J]. Journal of Central South University(Science and Technology),2017,48(12):3263-3270.(inChinese)
[10] 王魁星.6005A铝型材淬火敏感性及淬火模拟研究[D].沈阳:东北大学,2019: 1-2.
WANG K X. Study on quenching sensitivity and quenchingsimulation of 6005a aluminum profile [D] . Shenyang:Northeastern University, 2019: 1-2.( in Chinese)
[11] 刘志文,李落星, 胡理中,等.铝型材挤压在线淬火系统喷嘴流速的仿真优化[J].哈尔滨工业大学学报, 2019,51(1):191-200.
LIU Z W,LI L X,HU L Z,et al.Simulation optimization of waterspray velocities of on-line quenching system for extrudedaluminum profiles[J].Journal of Harbin Institute of Technology,2019,51(1):191-200.(in Chinese)
[12] MEI R B,BAO L,LI C S,et al. Fe analysis of 6063 aluminiumprofiles with complex cross-section during online quenchingprocesses[J].Mechanics,2015,21(2):99-106.
[13] DANCHENKO V M, GOLOVKO A M, BELYAEV S M, et al.Extrusion and air-water cooling of Al Si1MgMn alloy extrudedprofiles[J]. Metallurgical and Mining Industry, 2010, 2(5): 355.
[14] ZHAO X L,ZHANG K X,HE A P,et al. Effect of watertemperature on quenching residual stress of aluminum alloy thickplate[M]//Mechanisms and Machine Science. Cham:SpringerInternational Publishing,2021:151-156.
[15] CAO H L,WANG J Q,LIU C,et al.Effects of thickness and prestretchingratio on quenching residual stress in 7050 aluminumalloy thick plate[J]. IOP Conference Series:Materials Scienceand Engineering,2020,774(1):012063.
[16] FAN N,XIONG B Q,LI Z H,et al.Heat transfer behavior duringwater spray quenching of 7xxx aluminum alloy plates[J].Journalof Thermal Science and Engineering Applications,2022,14(4):041013.
[17] LEI Y Q,ZHAO H D,BAI W H,et al. Microstructure,mechanical properties and residual stress of high vacuum diecasting AlSi10MgMn alloys with different spray quenching[J].Journal of Materials Processing Technology,2024,325:118284.
[18] ZHANG Y X,YI Y P,HUANG S Q,et al.Influence of quenchingcooling rate on residual stress and tensile properties of 2A14aluminum alloy forgings[J].Materials Science and Engineering:A,2016,674:658-665.
[19] 任伟才, 于明洋, 张永安, 等.淬火水温对7B50铝合金厚板组织和强韧性的影响[J]. 湖南大学学报(自然科学版),2023, 50(12): 86-91.
REN W C,YU M Y,ZHANG Y A,et al. Effect of quenchingwater temperature on microstructure strength and toughness of7B50 aluminum alloy thick plate[J] . Journal of HunanUniversity (Natural Sciences),2023,50(12):86-91.(inChinese)
[20] 闫霄霞. 15-5PH大尺寸工件淬火过程多场耦合数值模拟[D].太原: 太原科技大学, 2021: 1-2.
YAN X X. Multi-field coupling numerical simulation of quenchingprocess of 15-5PH large-size workpiece[D]. Taiyuan:TaiyuanUniversity of Science and Technology, 2021:1-2.( in Chinese)
[21] 宋峰, 毛红奎, 阎志义, 等.铝合金气缸盖淬火过程的残余应力有限元模拟分析研究[J]. 热加工工艺, 2022, 51(10):127-130.
SONG F,MAO H K,YAN Z Y,et al. Finite element simulationand analysis of residual stress during quenching of aluminum alloycylinder head[J]. Hot Working Technology, 2022, 51(10):127-130.(in Chinese)
[22] 吴道祥.7050铝合金H型截面长轴锻件成形工艺优化及淬火残余应力消除研究[D].重庆: 重庆大学, 2016: 1-2.
WU D X. Study on forming process optimization and quenchingresidual stress elimination of 7050 aluminum alloy H-section longshaft forgings[D].Chongqing:Chongqing University,2016:1-2.(in Chinese)
[23] 李慎兰,黄昌龙,陈维平,等.7003铝合金的淬火敏感性[J].材料热处理学报, 2015,36(3): 72-77.
LI S L,HUANG C L,CHEN W P,et al.Quench sensitivity of a7003 aluminum alloy[J]. Transactions of Materials and HeatTreatment,2015,36(3): 72-77.(in Chinese)
[24] 王同.高压气淬冷却过程数值模拟及风道结构优化[D].北京:机械科学研究总院,2018:1-2.
WANG T. Numerical simulation of high pressure gas quenchingcooling process and optimization of air duct structure[D].Beijing:China Academy of Machinery Science and Technology,2018:1-2.( in Chinese)
[25] 马旭, 程雪婷, 程仁寨, 等.挤压速度对7003铝合金汽车保险杠型材组织和性能的影响[C]//中国有色金属加工工业协会.中国铝加工产业年度大会论文集(下册),2020年9月15日.佛山: 山东南山铝业股份有限公司,2020:268-280.
MA X,CHENG X T,CHENG R Z,et al. Effect of extrusiontemperature on microstructure and properties of 7003 aluminumalloy automotive bumper profile[C]//China Nonferrous MetalsFabrication Industry Association. Proceedings of ChinaAluminum Processing Industry Annual Conference (SecondVolume), September 15,2020. Foshan: Shandong NanshanAluminum Co.,Ltd., 2020:268-280.( in Chinese)
基金项目:广东省重大领域研发计划项目(2020B010186002),Major Field Research and Development Plan of Guangdong Province(2020B010186002)
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
科技视界(2016年18期)2016-11-03 20:38:17
中国科技博览(2016年18期)2016-10-19 09:40:28
科技视界(2016年22期)2016-10-18 14:53:19
科技视界(2016年20期)2016-09-29 11:08:27
焊接(2016年1期)2016-02-27 12:59:14
焊接(2015年8期)2015-07-18 10:59:14
汽车维护与修理(2015年6期)2015-02-28 12:17:29