薄壁零件激光焊接技术研究
2024-12-06 00:00:00郝青华王小龙王经纶
包头职业技术学院学报 2024年4期

摘 要:激光焊接技术逐渐成为制造业企业中的重要工具。通过激光焊接技术,不仅能够提高产品焊接质量,也能改善产品外观。本文对镀锌材料开展激光焊接技术研究,重点讨论了镀锌薄壁零件激光焊接工艺参数设计方案,分析融透激光叠焊参数和疲劳性,优化薄壁类零件焊接工艺参数,提升车辆加工过程中焊接零件的平整度和强度。
关键词:薄壁零件;激光焊接;焊接试验
Research on Laser Welding Technology of Thin-walled Parts
Hao Qinghua Wang Xiaolong Wang Jinglun
(Inner Mongolia First Machinery Group Co.,Ltd.,Baotou,Inner Mongolia 014030)
Abstract:Laser welding technology has gradually become an important tool in modern industry.Through laser welding technology,it can not only improve the welding quality of products,but also improve the appearance of products.In this paper,the laser welding technology of galvanized samples is studied,the design scheme of laser welding process parameters of galvanized thin wall parts is mainly discussed,the parameters and fatigue of laser cladding welding are analyzed,and the welding process methods of thin-wall parts are optimized to improve the welding smoothness and strength of thin-wall parts in vehicles.
Key words:thin-walled parts;laser welding;welding test
随着航空航天、汽车制造业、微电子、轻工业、医疗及核工业迅猛发展,产品结构和功能越来越复杂,对焊接技术的要求越来越高。激光焊接技术具有能量密度高、能精确控制焊接过程和无须接触的特点,已经在许多领域获得成功应用。[1]甚至已完全取代传统焊接技术,激光拼焊具有较高的经济价值,对车辆制造企业有很大优势。[2]
目前,企业大多数薄壁类零件的焊接主要采用钨极氩弧焊或气体保护焊进行焊接,由于手工操作,焊接热输入大,导致薄壁零件的焊接焊缝形貌差、焊接变形大、焊接效率低下。针对此类问题,开展薄壁零件激光焊接技术研究,对镀锌薄壁零件开展激光功率、焊接速度、离焦量等激光焊接参数的优化匹配,以实现薄壁零件高效优质焊接。
1 激光焊接技术应用特点
激光焊接(LBW,Laser Beam Welding)是利用激光器发生激光,聚焦后生成高能量密度的激光束,以此为热源轰击在焊件待焊处,使焊件待焊处熔化形成焊缝的一种高效精密焊接方法。激光焊接具有高能束、焊接速度快、灵活性强、焊接质量高、无污染、设备简单等特点。激光焊接技术能对隐蔽、难以到达的部位进行焊接,凭借其灵活性,通过合理控制激光束的方向即可实现。由于激光焊接技术的热影响区相对较小,所以激光束直接照射焊接部位时不会对其他区域产生负面影响。[3]激光焊接技术的激光束聚集产生的高热量可以提高焊接效率并确保焊件整体质量。激光束斑直径很小,能量密度极高,功率密度达106~108W/cm2,深宽比大,最高可达10∶1,对高熔点金属等难焊材料有较好的焊接效果,并可用于异种材料、非金属材料的焊接。[4]激光束在不同功率下有着不同的密度,对焊缝的深浅度也有影响,随着激光束密度的提高,会加大熔深程度,焊缝更深。反之,则会降低熔深程度,熔深更浅。[5]
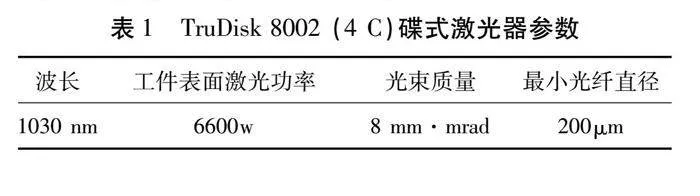
激光器作为激光发射装置,对激光能量密度和焊接质量有着重要影响。大功率优质激光束的碟片激光器和光纤激光器在焊接研究领域十分普及。[6-7]激光束控制较简单且容易实现自动化,在难熔材料、薄板金属焊接方面更有优势。高度柔性焊接系统的焊接机器人要求激光器有高光束传输柔性,本研究采用的焊接设备为广州松兴公司高能束焊接系统,激光器型号为德国TruDisk 8002 (4 C)碟式激光器,激光器参数见表1。
2 激光焊接工艺试验设计
焊接试验样件采用镀锌材料,厚度选择为1mm、2mm、3mm三种板材。
2.1 1mm样件工艺参数
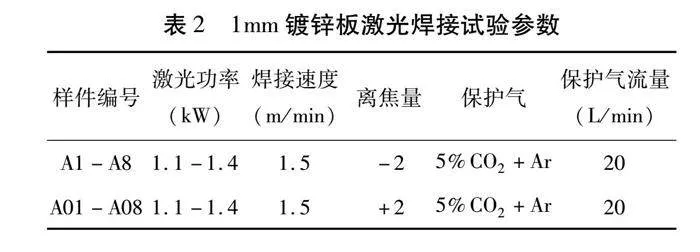
1mm镀锌板在焊接速度和保护气体一定的情况下,采用1.0~1.4kW间不同的激光功率和+2、-2离焦量进行对接焊试验,试验参数如表2。
2.2 2mm样板工艺参数
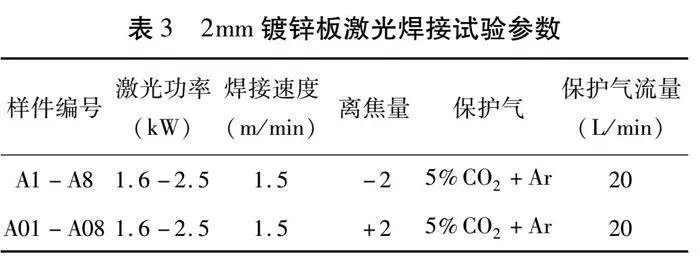
2mm镀锌板在焊接速度和保护气体一定的情况下,采用1.6~2.5kW间不同的激光功率和+2、-2离焦量进行激光对接焊试验,试验参数如表3。
2.3 3mm样板工艺参数
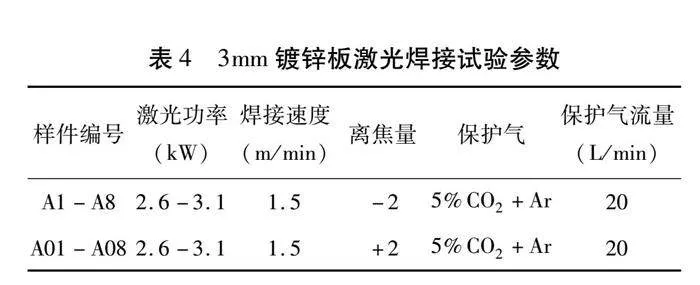
3mm镀锌板在焊接速度和保护气体一定的情况下,采用2.6~3.1kW间不同的激光功率和+2、-2离焦量进行激光对接焊试验,试验参数如表4。
3 激光焊接试验结果分析
3.1 1mm样板焊接结果
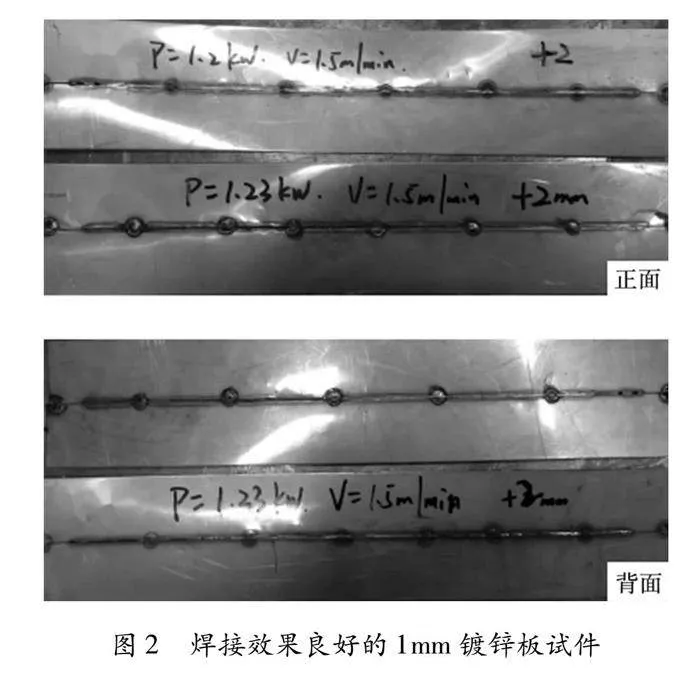
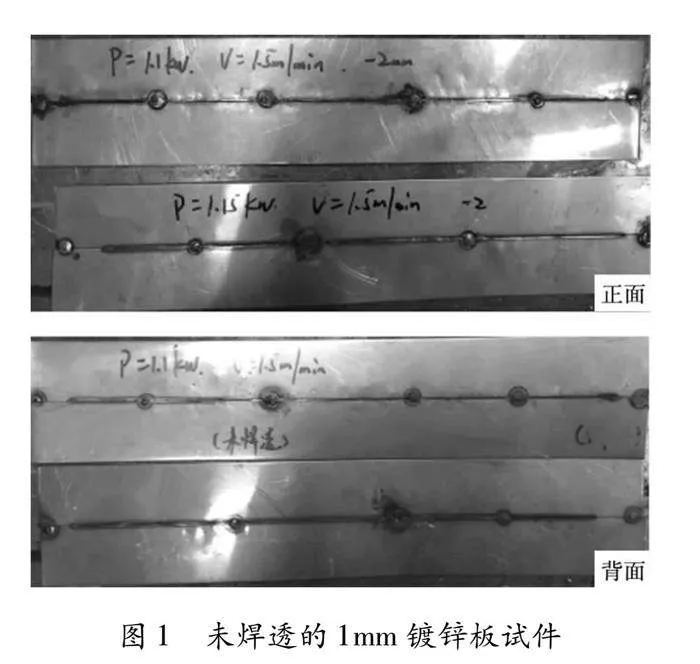
对于1mm镀锌薄板,宜采用正离焦进行激光焊接。在负离焦量情况下,激光功率在1.1~1.26kW间,试件焊缝表面成形良好,但均不能焊透(如图1),而当激光功率超过1.26kW,则直接将试件焊穿,焊缝不能成形。而在正离焦情况下,激光功率在1.1~1.25kW间均能实现1mm镀锌薄板的激光焊接,正面成形良好,背面焊透(如图2所示)。经试验对比,焊接速度1.5m/min、流量20L/min(5%CO2+Ar)保护气,激光功率1.2kW、离焦量+2的焊接参数下,焊接效果最好。
3.2 2mm样板焊接结果
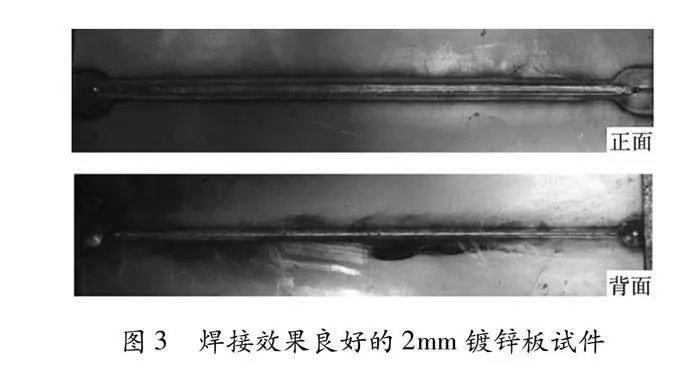
2mm镀锌板的激光焊接宜采用负离焦进行焊接。在-2离焦量,激光功率1.8~2.2kW区间均能获得焊缝成形良好的试件(如图3)。经对比,在
焊接速度1.5m/min、流量20L/min(5% CO2+Ar)保护气,激光功率2.1kW、离焦量-2的焊接参数下,所获得激光焊接试件焊缝成形效果最好。
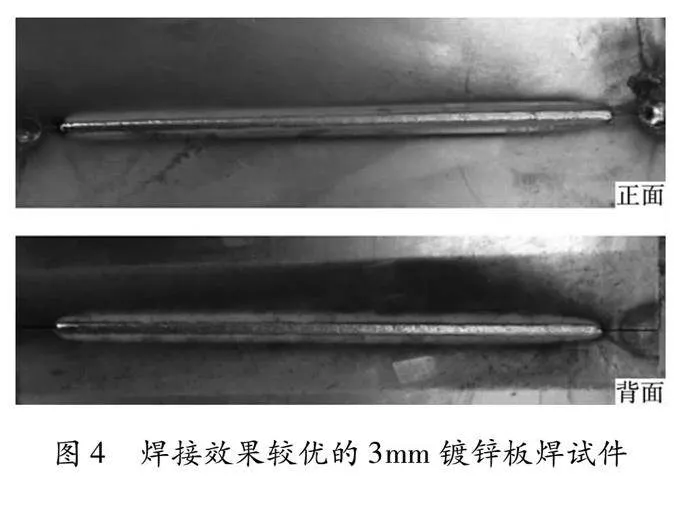
3.3 3mm样板焊接结果
3mm镀锌板的激光焊接应采用负离焦焊接。在-2离焦量,激光功率在3.0 kW时所获得的试件焊接效果最好(如图4所示)。经对比,在焊接速度1.5m/min、流量20L/min(5% CO2+Ar)保护气、激光功率2.6~3.0kW、离焦量-2的焊接参数下,焊缝成形良好。
4 激光焊接工艺优化
经过试验对比,确定了1~3mm镀锌薄板激光焊接工艺最优参数,如表5。
5 结论
本文采用试验对比方法,结合工艺理论和影响激光焊接要素设计了薄壁零件激光焊接工艺,通过对1~3mm厚镀锌薄板进行激光焊接试验验证,分析优化了不同的激光焊接工艺参数,进一步证明了该激光焊接工艺参数优化设计的可行性与准确性,从而指导了车辆薄壁类零件激光焊接工艺方案的完善,对提高企业车辆激光焊接技术质量有着积极的影响。
参考文献:
[1]田志骞,汪认,冯俊博,等.镁合金激光焊接技术的研究现状[J].金属加工(热加工),2023(6):8-17.
[2]孙春玲,马武艺.浅谈激光焊接技术在汽车制造的应用[J].锻造与冲压,2023(10):20-21.
[3]马磊,付朝强.激光焊接技术的应用研究进展[J].模具制造,2023(11):157-159.
[4]高杰.激光焊接技术在船舶制造中的应用[J].今日制造与升级,2023(4):34-37、61.
[5]熊保胜.汽车制造中激光焊接技术的有效应用[J].现代工业经济和信息化,2022(9):218-219、256.
[6]Hecht J.A short history of laser development[J].Ap‐plied optics,2010(25):99-122.
[7]Shi W,Fang Q,Zhu X,et al.Fiber lasers and their ap‐plications[J].Applied optics,2014(28):6554-6568.
(责任编辑 郭晓勇)
猜你喜欢
中国科技博览(2017年21期)2017-07-21 18:09:23
中国科技博览(2017年7期)2017-05-16 08:39:49
科技创新与应用(2016年36期)2017-02-21 20:11:09
中国新技术新产品(2016年23期)2016-12-26 09:48:47
山东工业技术(2016年23期)2016-12-23 20:41:21
中国科技博览(2016年15期)2016-08-23 00:07:25
中国科技博览(2016年8期)2016-04-25 05:19:05
考试周刊(2016年4期)2016-03-14 08:14:14
科技与创新(2015年18期)2015-09-11 05:13:02
科技资讯(2015年4期)2015-07-02 17:49:11