20mm厚TC4钛合金熔化极氩弧焊焊接工艺研究
2024-12-06 00:00:00聂新宇王立新崔健伟李建国
包头职业技术学院学报 2024年4期



摘 要:文章以20mm厚TC4钛合金板为试验对象,采用不同的气体配比方案进行MIG焊接、并对焊接接头的力学性能进行分析研究。结果表明在进行中厚板钛合金MIG焊时,保护气体易采用Ar50%+He50%气,氦气的加入可以改善熔池的流动性,降低焊接飞溅,提高焊接效率,只要制作合适的气体保护拖罩就能够实现高效、高质量焊接,且焊接操作简单,易于实现机器人自动化焊接;钛合金MIG焊焊接过程中要控制层间温度,随着焊接热循环温度升高,焊缝中生成的马氏体含量增加,焊缝硬度升高、塑性下降,应采用大电流快速焊的焊接工艺。
关键词:钛合金;熔化极氩弧焊;力学性能
Research on the Welding Process of 20mm Thick TC4
Titanium Alloy Melting Electrode Argon Arc Welding
Nie Xinyu Wang Lixin Cui Jianwei Li Jianguo
(Inner Mongolia First Machinery Group Co,.Ltd.,Baotou,Inner Mongolia 014030)
Abstract:This article takes 20mm thick TC4 titanium alloy plate as the experimental object,uses different gas ratio schemes for MIG welding,and analyzes and studies the mechanical properties of the welded joints.The results show that during the MIG welding of medium and thick titanium alloy plates,Ar50%+He50% gas is easily used as the shielding gas.The addition of helium gas can improve the fluidity of the melting pool,reduce welding spatter,and improve welding efficiency.As long as a suitable gas protection drag cover is made,efficient and high-quality welding can be achieved,the welding operation is simple,and it is easy to achieve robot automation welding.During the titanium alloy MIG welding process,it is necessary to control the interlayer temperature.As the welding thermal cycle temperature increases,the content of martensite generated in the weld increases,the hardness of the weld increases,and the plasticity decreases.Therefore,a high current rapid welding process should be adopted.
Key words:titanium alloy;melting electrode argon arc welding;mechanical property
随着科学技术的发展,钛合金在装备制造中大量使用,但目前钛合金主要采用熔化极氩弧焊进行焊接,而且只适用于薄板,小部件的焊接,且不易实现机器人自动化焊接,故不适用于中厚板的焊接。熔化极氩弧焊具有焊接效率高,操作简单,易于实现自动化的特性,在焊接过程中具有较高的线能量,可降低被焊接试件的残余应力和焊接变形。
本文以20mm厚TC4钛合金中厚板为研究对象,采用熔化极氩弧焊(MIG)方法进行工艺试验,按照不同保护气体及焊接工艺对比分析了其焊接工艺性能、焊缝成形及力学性能,对钛合金中厚板高效MIG焊具有一定的指导意义。
1 试验材料及设备
1.1 焊接母材
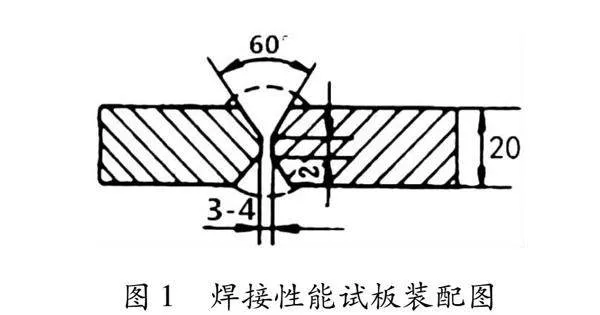
采用300mm×200mm×20mm规格的TC4钛合金板进行对接试验,试件坡口角度为60°,试件钝边2mm。坡口角度及装配如图1所示,机械及物理性能见表1。
1.2 焊丝及气体
焊丝采用TC4焊丝进行焊接,直径标准为φ1.2mm。
保护气体分别采用He100%气、Ar50%+He50%气、Ar100%气三种气体比例进行焊接,当气瓶中的压力降至10MPa,应停止使用。
1.3 焊接设备
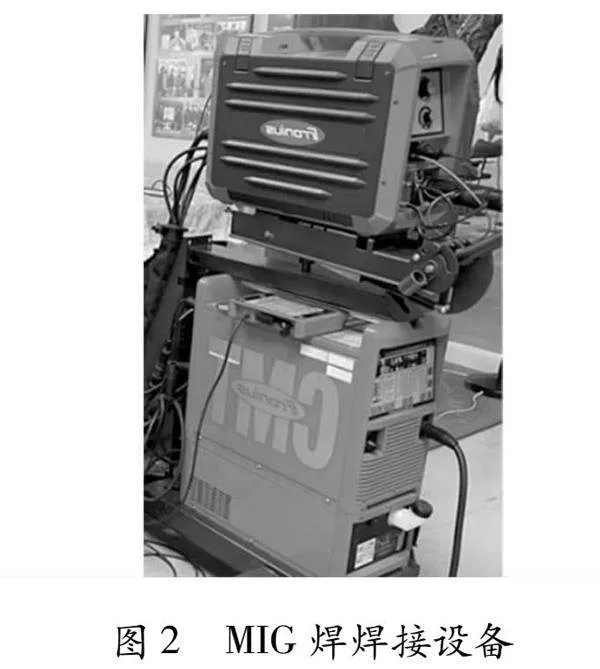
MIG焊焊接接电源福尼斯TPSI-50CMT焊机,采用直流反接,焊接设备如图2所示。CMT电源内置了钛合金、镍基合金、钢和铸铁材料。
2 焊接试验工艺及方案
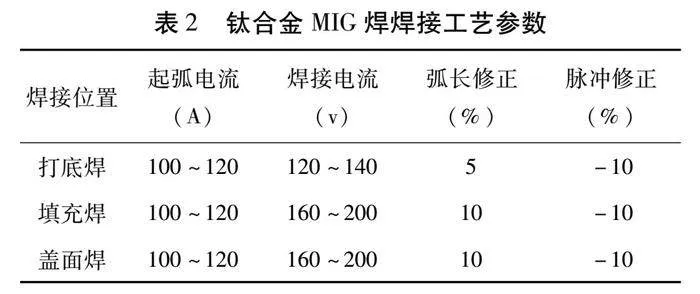
TC4钛合金中厚板MIG焊接过程中,为了更好分析不同的气体配比对焊接电弧和焊缝成形的影响,特制定了3组气体配比方案,进行焊接工艺试验,焊后进行外观检测,外观检测合格后进行射线检测和力学性能检测,焊接工艺参数如表2所示。MIG焊3组气体配比方案分别为Ar100%、He100%、Ar50%+He50%气,焊接坡口加工为X型坡口,坡口角度为60°,焊丝选用的φ1.2mmTC4焊丝,试板材间隙为3~4mm,层间温度低于150℃。
确定最优焊接气体配比方案后,采用直径φ1.2mm的TC4焊丝,分在大气环境采用拖罩保护进行60°钛合金平对接试板的焊接,焊后进行相关无损检测和力学性能检测。
3 保护气体对焊缝成形的影响
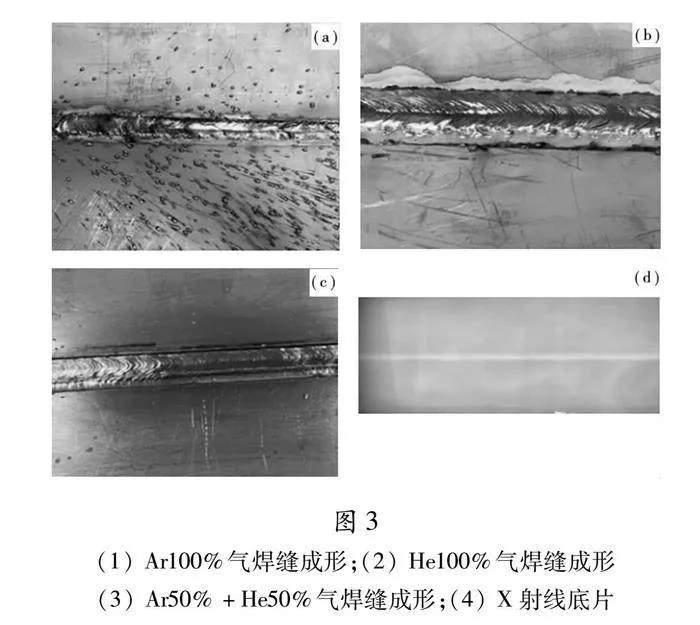
采用Ar100%气在试板焊接,由于钛合金的物理性能,表面张力系数大、熔融态时黏度大,熔池流动性差且焊接过程中飞溅过大,焊接性较差,焊缝外观成形如图3(1)所示,外观检测焊缝存在表面未熔合。
采用He100%气在试板焊接,实现了无飞溅焊接,电弧挺度较差,焊缝熔深较浅,焊丝回烧严重,易将导电嘴烧损且电弧热辐射对操作人员的手烤的太厉害,无法长时间焊接,进行射线检测存在未熔合,焊缝外观成形如图3(2)所示。
采用Ar50%+He50%气在试板焊接,焊接过程中能够实现无飞溅焊接,摆动过程中焊缝的流动性较好,进行射线检测一级无缺陷。焊缝外观成形如图3(3)所示,X射线底片如图3(4)所示。
综上采用Ar50%+He50%的气体配比方案进行60°钛合金平对接试板的焊接。
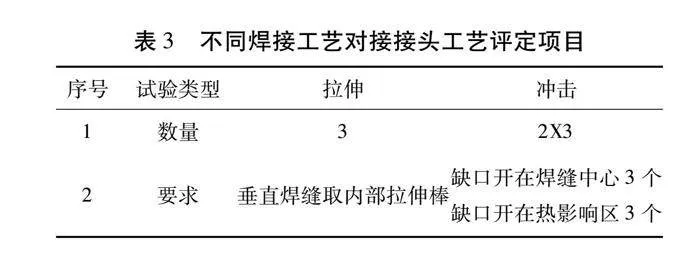
4 工艺评定与取样原则
工艺评定项目列于表3,取样尺寸参照国标GB/T2650、GB/T2653和GB/T2651。
5 焊接接头力学性能分析
5.1 硬度试验
硬度试验焊接接头的硬度主要受到化学成分、组织状态、晶粒大小等因素的影响。通过硬度数值可以间接反应接头的强度和塑韧性,一般地,焊接接头的硬度在一定程度上与强度呈正比,与塑韧性呈反比。因此,对于重要结构的焊接接头对其硬度值有一定的限制,尤其是热影响区的硬度,若硬值较高意味着焊接接头的塑韧性较差。
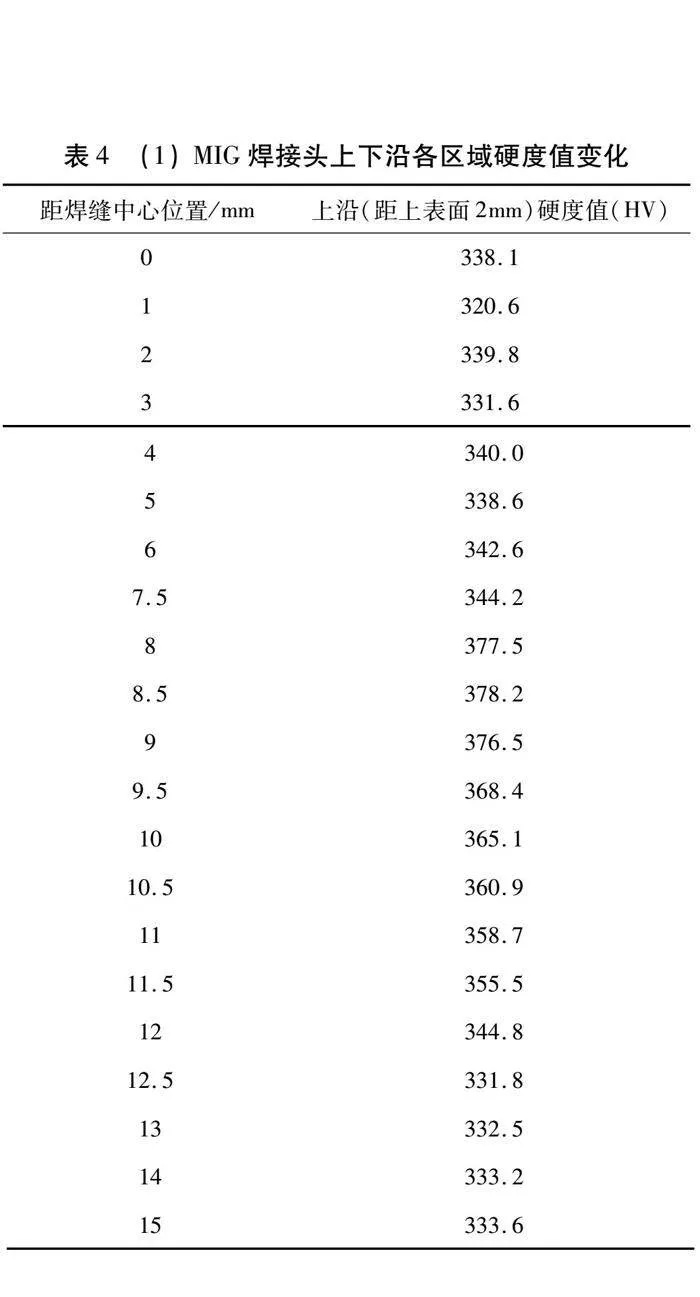
由于沿焊缝中心线,焊接接头两侧组织对称分布,因此只测量了接头一侧的显微硬度。分别在距离母材上下表面2mm和距离下表面4mm处的位置,从焊缝中心到远离距离焊缝的方向,进行硬度测试,其中焊缝区域和母材区域每隔1mm打一个点,热影响区硬度值波动较大,因此间隔0.5mm。具体硬度值见表 4(1)、4(2)。
由表4(1)、 4(2)可得,钛合金 MIG焊接接头上下沿硬度变化规律相似,总体趋势均为焊缝与母材相近,热影响区发生一定程度的硬化。一般认为钛合金焊缝热影响区的硬化与ɑ马氏体的生成有关,随着母材向焊缝区的过渡,接头硬度值呈上升趋势。这是由于所经历的焊接热循环峰值温度越来越高,热积累加剧,所生成的马氏体含量增加,导致硬度值不断上升,符合该接头上下沿硬度变化趋势。
所选用的TC4焊丝,其维氏硬度值约为300(HV)。焊接母材为TC4钛合金,其维氏硬度值约为340(HV),在焊接过程中,采用 TC4 焊丝所形成的熔敷金属,其硬度值在最终状态下与母材极为相近,为焊接结构的稳定性和可靠性奠定了坚实基础。
5.2 全厚度拉伸试验
首先对该焊接接头进行了全厚度拉伸试验,焊接接头抗拉强度为900MPa,断裂在熔合线位置,接头强度系数为0.89。该接头的塑性表现较差,断后伸长率在6.0%左右,在拉伸过程中,几乎未出现明显塑性变就迅速发生断裂。此次焊接试验采用较小的焊接热输入,致使熔滴过渡形式主要为短路过渡,导致层间熔合出现了较差的情况。同时,熔池冷却速度过快,由此产生了较大的内应力,致使熔合线强度降低,最终照成焊接接头在拉伸实验时于熔合线位置发生断裂。
5.3 全焊缝拉伸试验
为了考察熔敷金属的抗拉力学性能,以焊缝中心位置取全焊缝的拉伸棒试样迸行拉伸试验,实际测得试样抗拉强度为1005MPa,断后伸长率为13%。
5.4 冲击试验
通过采用摆锤式冲击试验机在室温条件下对母材、MIG对接焊缝及热影响区区域分别进行了3组夏比V型缺口冲击试验。
表4(3)为钛合金焊缝及热影响区区域的冲击实验结果,从表中可以看出。焊缝处的平均冲击功为36J,热影响区的平均冲击功可达29.66J。通过对比可以发现焊缝处的冲击韧性要略微高于热影响区的冲击韧性。这是由于ɑ相抵抗裂纹扩展的能力强于初生ɑ相,即裂纹扩展功较高,但抵抗裂纹萌生的能力弱于初生ɑ相,由于组织的不均习性,导致了不同区域抗沖击韧性的差异。母材冲击功为49.86J,焊缝和热影响区冲击功均显著低于母材。
6 结论
通过上述研究可以得出如下结论。在进行中厚板钛合金MIG焊时,保护气体采用Ar50%+He50%气,氦气的加入可以改善熔池的流动性,降低焊接飞溅,提高焊接效率,只要制作合适的气体保护拖罩就能够实现高效、高质量焊接。
钛合金MIG焊焊接过程中要控制层间温度,随着焊接热循环温度升高,焊缝中生成的马氏体含量增加,焊缝硬度升高、塑性下降,应采用大电流快速焊的焊接工艺。
参考文献:
[1]柳军,郭小辉,何刚,等.CMT焊接技术在钛合金方面的应用研究[J].材料开发与应用,2013(4):60-64.
[2]牟刚,华学明,徐小波,等.8mm厚TC4钛合金TIG、MIG焊接工艺及性能对比研究[J].电焊机,2020(4):70-74.
[3]高福洋,廖志谦,李文亚.钛及钛合金焊接方法与研究现状[J].航空制造技术,2012(Z2):86-90.
[4]聂新宇,杜邵峰,马涛,等.TC4钛合金板直流TIG焊焊接工艺研究[J].国防制造技术,2021(3):45-51.
(责任编辑 郭晓勇)
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国自行车(2018年8期)2018-09-26 06:53:32
四川冶金(2017年6期)2017-09-21 00:52:30
制造技术与机床(2017年3期)2017-06-23 08:11:24
当代化工研究(2016年9期)2016-03-20 16:22:18
焊接(2016年7期)2016-02-27 13:05:03
中国塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53