
基于ACFM技术表面裂纹检测仪的设计与开发
2024-05-13 06:05唐云玲刘利文赖蕴辉
中国设备工程 2024年9期
唐云玲,刘利文,赖蕴辉
(广东省特种设备检测研究院河源检测院,广东 河源 517000)
1 前言
近年来,因承压类特种设备缺陷尤其是表面裂纹缺陷诱发的各种安全事故频发,如何快速高效检测出潜在的裂纹缺陷,保障承压设备的安全稳定运行,越来越成为行业内关注的焦点。
随着现阶段我国经济的高速发展,对承压设备的要求也越来越高,加上承压设备结构复杂,危险性高,检测难度大,传统的“望”“闻”“问”“切”等手段早已无法满足检验需求。在承压设备表面裂纹缺陷检测方面,目前常用的主要检测手段有磁粉检测(MT)、涡流检测(ET)等,磁粉探伤在检测工件表面裂纹缺陷时,须对被检测工件表面涂层进行打磨、人工磁化和采用磁悬液等方法进行处理方能进行检测;而涡流检测(ET)检测在检查金属表面及近表面缺陷时虽然检测灵敏度高,检测效率快,但因检测现场易受涡流渗透效应干扰,对金属材料内部浅深层次的缺陷检测还无法实现,并且难以对缺陷进行定性和定量检测。
以上2种检测手段作为现阶段承压设备表面裂纹缺陷常规的检测手段,虽然能实现表面裂纹缺陷的检测,但仍有其各自的局限性。因此,本文设计开发出了一种基于ACFM技术的便携式表面裂纹检测仪,该仪器具有可以检测磁性金属中的疲劳、腐蚀或工艺性质的表面裂纹缺陷且工件表面不需要做任何处理、可透过厚度达2mm的涂层或绝缘层检测裂缝、能在粗糙的腐蚀损伤表面工作、能测定不均匀金属结构的裂缝以及实现裂纹缺陷定性定量检测等诸多优点,能有效弥补现阶段磁粉检测(MT)、涡流检测(ET)等在表面裂纹检测方面的不足,极大的提高检验效率。
目前,国内对ACFM技术的研究尚处于理论研究、模拟仿真阶段,市场上还没有相关的产品问世,处于一片空白,本文研发的基于ACFM技术的便携式表面裂纹检测仪,有效地弥补国内空白,并对现有的无损检测技术提供新的前沿技术手段,极大地提高检测工作效率。
2 ACFM裂纹检测仪测试原理
本文研发的ACFM裂纹检测仪主要包括测试主机和检测探头组成,其测试原理是基于ACFM检测技术,其测试原理示意图如图1所示,ACFM检测技术是通过利用电磁感应的基本原理实现的,对内置于检测探头内U形磁芯上的激励线圈通以一定频率的交变电流,当测试探头靠近金属工件表面时,激励线圈中的交变电流会产生交变磁场,交变磁场在金属工件表面会进一步感应出交变电流,且在电磁感应“肌肤效应”的影响下,感应交变电流会集中分布在金属工件表面。当金属工件表面不存在裂纹等缺陷时,感应交变电流在金属工件表面均匀分布,可视为等同于匀强电流场,此时,匀强电流场在其空间范围内会进一步产生匀强的交变电磁场,在主机测试端将检测到磁场信号无变化,说明工件表面无缺陷;当金属工件表面存在裂纹等缺陷时,该缺陷会导致金属工件表面均匀分布的交变电流在经过缺陷处时发生改变,从而引起缺陷周围的交变感应磁场发生改变,通过研究并提取感应磁场变化信号特征,从而实现对金属工件表面裂纹等缺陷定性定量的检测。
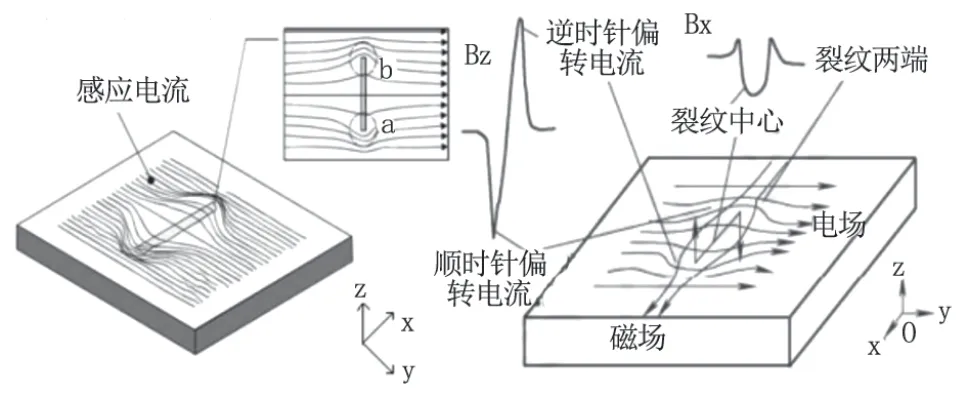
图1 ACFM检测原理示意图
2.1 裂纹缺陷深度方向检测原理
假设被检测金属工件表面存在裂纹缺陷,当检测探头靠近被检测金属工件表面时,工件表面产生的感应电流会沿着裂纹缺陷的两端和其底部方向发生偏转(因缺陷处的电阻比值较无缺陷处大),如图1所示,若工件表面产生的感应电流沿着a点处逆时针方向流动,根据法拉第右手螺旋定则可知,将在金属工件表面缺陷处产生一个方向向上的感应磁场,相反感应电流沿着b点处顺时针方向流动根据法拉第右手螺旋定则可知,将在金属工件表面缺陷处产生一个方向向下的感应磁场,因此,根据这两者的变化特征,可以得到如图1所示的裂纹缺陷深度方向磁感应Bz的特征曲线,对形成的Bz特征曲线进行一系列算法求解,从而实现对裂纹缺陷深度定性定量的检测。
2.2 裂纹缺陷长度方向检测原理
裂纹缺陷长度方向检测原理同深度方向检测原理基本一致,如图1所示,当检测探头靠近被检测金属工件表面时,工件表面会产生感应电流,根据法拉第右手螺旋定则可知,当被检测金属工件表面存在裂纹缺陷时,感应电流流向缺陷两端和底部位置时会发生方向的偏转产生垂直方向感应磁场的同时在金属表面同样会产生水平方向的感应磁场,通过捕捉该磁场变化特征可得到裂纹缺陷长度方向磁感应Bx的特征曲线。通过裂纹缺陷对金属工件表面感应电流流向的影响并结合裂纹缺陷的物理特证的研究可知,裂纹缺陷深度越深,流经的电流强度反而越小,而在裂纹中部电流强度最小,电流线分布也最稀疏,反应出来的水平方向磁感应强度Bx值也最小,因此磁感应强度Bx值越小,对应的磁感应强度Bz值越大,当Bx值达到最小时,对应的Bz值最大,最后通过对Bx、Bz方向的特征曲线求解,实现对裂纹缺陷水平方向和深度方向定性定量的检测。
根据上述对Bx、Bz方向磁感应强度变化特征的论述,当检测到金属工件表面存在裂纹缺陷时,将检测信号Bx和Bz的特征值以时基图的形式进行描述,同时以Bz值作为横坐标,Bx值作为纵坐标,就可以得到如图2所示的Bx、Bz特征曲线及蝶形图,本文之所以将检测到的裂纹缺陷信号以蝶形图的形式展示,主要考虑到在检测过程中,由于人为操作等原因可能导致检测探头移动不稳定,此时,若以检测信号Bx和Bz的特征值作为时基图来判定是否存在缺陷易造成缺陷漏检或者误检,影响检测的准确性,而通过蝶形图能巧妙地解决这一难题。
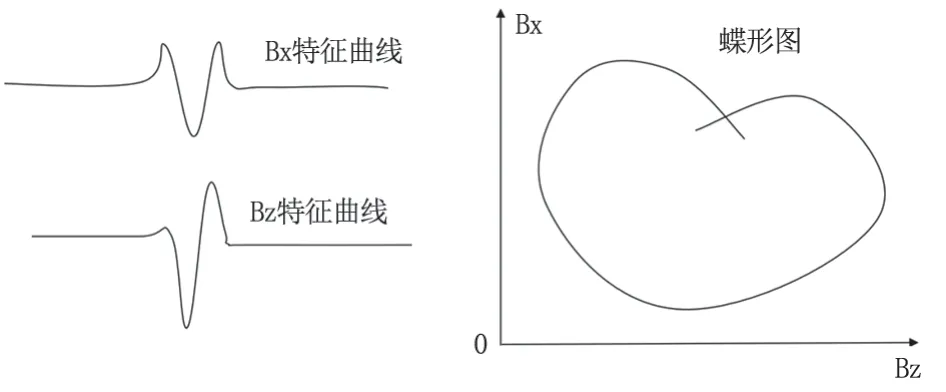
图2 Bx、Bz特征曲线及蝶形图示意图
当被测工件表面无裂纹缺陷时,感应电流在工件表面均匀分布的,产生的感应磁场强度Bx和Bz值几乎保持恒定状态,此时,对应的蝶形图平面上的显示的图形为近似的一个点状;当检测到工件表面裂纹缺陷时,感应电流在工件表面分布将发生改变,从而引起感应磁场强度Bx和Bz值的变化,此时,对应的蝶形图平面会形成一个类似于蝶形的封闭或近封闭曲线,即使检测过程中检测探头出现抖动或者扫描速度不稳定,蝶形图曲线形状仅会发生微小的改变,并不会影响最终缺陷信号的判定,检测结束后,仍将显示完整的蝶形图曲线,因此蝶形图是判定有无缺陷的重要指标。
3 ACFM裂纹检测仪的设计
本文设计的ACFM裂纹检测仪主要包括测试主机和检测探头两部分,其探头内置检测装置,如图3所示,在实际的检验工作中,为了方便探头工作,将检测探头部门设计成转轮形式,方便在不同的工件表面工作,有效地提高检测效率。

图3 探头内置检测装置
此外,ACFM裂纹检测仪还包括激励线圈、激励电源、高低通滤波以及信号放大等部分,激励电源给激励线圈同一定频率的正弦交流电,激励线圈产生正弦交变磁场,从而在被测工件表面产生感应电流场,一旦检测到缺陷,感应电流信号在缺陷处产生畸变,引起Bx和Bz值发生改变,通过检测线圈采集并将检测信号放大、滤波等便可实现缺陷定性定量的检测。
3.1 激励线圈设计
激励线圈的设计主要是将漆包线按照设计要求规律的缠绕在U型磁芯的骨架上,为提高激励线圈工作的稳定性和激励信号输出强度的恒定性,磁芯选用锰锌铁氧体材质,磁芯的设计不宜体积过大或过小,体积过大,导致检测探头偏大,不利于较小工件表面的检测;体积过小,感应电流信号薄弱,在检测工件表面难以形成较强的电流场,影响检测的准确性。本文设计的激励线圈和磁芯如图3所示。
3.2 激励信号源
为使激励线圈在通以一定频率的交流电后能产生稳定且强大的交变磁场,从而在被测工件表面产生较强的感应电流场,本文采用图4所示的DDS正弦信号源电路,同时,为了确保在被测工件表面能够持续产生强的感应电流场,对激励线圈产生的信号源进行了信号放大和功率放大,确保了激励信号源的稳定性,提高检测的准确性。
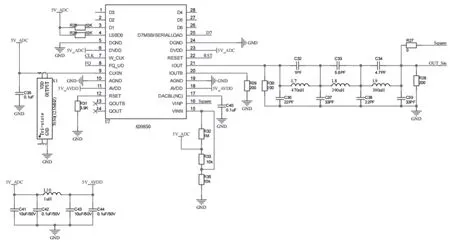
图4 DDS正弦信号源电路图
3.3 带通滤波和信号显示
当被测工件表面存在缺陷时,感应电流在缺陷处产生畸变,从而导致Bx和Bz值的变化,通过对采集的Bx和Bz信号值进行提取并进行带通滤波,将其余的干扰信号剔除,保留缺陷信号,并将滤波后的缺陷信号进行放大,通过DC转换电路直观的显示在测试屏幕上,因此变能得到Bx和Bz值的时基图以及蝶形曲线图。带通滤波电路原理图如图5所示。
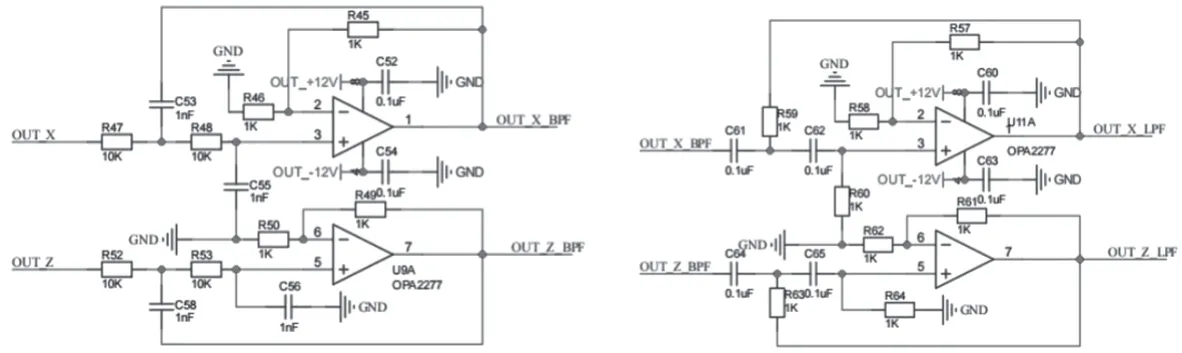
图5 带通滤波电路图
4 ACFM裂纹检测仪功能的实现及现场测试
4.1 ACFM裂纹检测仪功能实现
ACFM裂纹检测仪功能首先通过励磁激励信号源在待测金属结构表面感应出电磁场;对待测金属结构进行扫描及固定监测,获取待测金属结构的表面裂纹引起的旋转磁场畸变信号,对旋转磁场畸变信号做模拟信号处理并输出;对经过处理后的旋转磁场畸变信号进行放大及滤波预处理,并对预处理后的旋转磁场畸变信号进行输出;提取预处理后的旋转磁场畸变信号的磁场相位信息,将模拟信号转化为数字信号,对旋转磁场畸变信号进行处理,并对待测金属结构的表面裂纹进行实时判别、分析与识别。通过对待测金属结构感应电磁场,完成对待测金属结构的表面裂纹缺陷检测。
4.2 功能验证测试
为了验证ACFM裂纹检测仪功能,分别选取了不同规格的裂纹缺陷样板(宽度分别为1号为0.5mm、2号为0.3mm、3号为0.1mm)进行了测试,如图6所示。经过多次测试得到了不同规格的裂纹缺陷测试数据曲线图,如图7所示,其中X轴代表裂纹的水平方向,Z轴代表裂纹的深度方向。
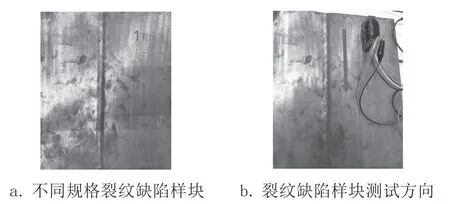
图6 不同规格裂纹缺陷样块测试
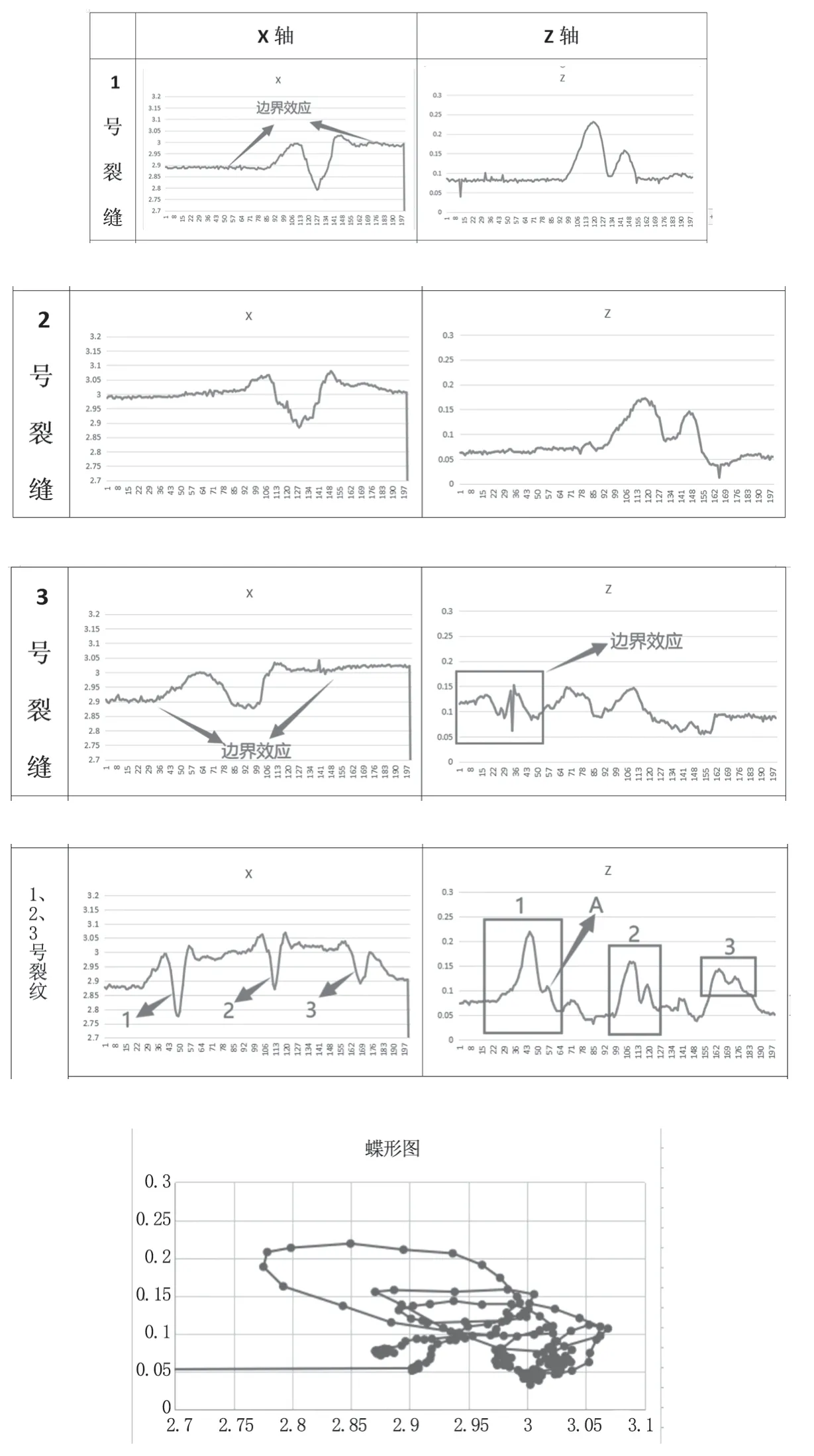
图7 测试结果图
根据测试结果可以得出X轴方向,裂纹缺陷越大,得出的测试曲线波峰变化值越明显,峰值越大;在Z轴方向,波形的变化宽度基本上是一致的,因为在实验板上,1、2、3号裂缝的长度都是一致的,只有宽度和深度是不同的,而裂纹缺陷越大,得出的测试曲线波峰变化值越明显,峰值越大;三个裂缝形成的蝶形图都是闭合的,表明存在裂纹,其中根据裂纹蝶形图的面积可以通过算法计算出裂纹的深度及宽度等信息。因此可以得出实验结果与理论设计计算基本一致。
4.3 现场测试
为进一步测试开发的ACFM裂纹检测仪的功能,分别对储罐焊接热融合区域(涂层厚度2.1mm)以及渗透标准试块进行了裂纹缺陷检测,如下图所示。其中图8现场测试发现测试曲线发生弯曲变形但并未出现曲线波峰类似图7所示的情况,因此不存在裂纹缺陷,出现弯曲变形考虑是由于近表面凹凸不平所致,后经现场磁粉探伤,未发现表面裂纹缺陷,两种检测方法所测得结果一致;图9采用的渗透试块测试,因渗透试块表面存在细微状的缝隙,在喷涂不同厚度的非金属涂层后在事先标记处均测出了峰值变化的曲线,与图7所示的情况基本一致,表明此处存在裂纹缺陷。

图8 储罐焊接热融合区域检测

图9 渗透标准试块裂纹缺陷试验
5 结语
本文设计开发的基于ACFM技术的裂纹检测仪可透过涂层或绝缘层实现对金属表面工件裂纹缺陷快速准确的检测,且被检测金属工件表面不需要经过任何处理,完成传统磁粉检测的全部功能,省去磁粉检测表面打磨处理、人工磁化和采用磁悬液等诸多环节,极大提高工件表面裂纹的检测效率,在承压类储罐、大型石化设备检验等方面具有十分重要的应用前景。
猜你喜欢
中学生数理化·自主招生(2023年1期)2023-08-24
火控雷达技术(2023年2期)2023-07-15
数理化解题研究·高中版(2022年4期)2022-04-28
光通信研究(2022年2期)2022-03-29
空间科学学报(2021年4期)2021-08-30
电子制作(2019年7期)2019-04-25
电子制作(2017年20期)2017-04-26
通信电源技术(2016年1期)2016-04-16
汽车维修与保养(2015年8期)2015-04-17
装备制造技术(2013年6期)2013-06-26
