钢结构箱形旋转楼梯制作技术
2024-04-01 13:08吴鹏王磊徐玲珑荀天懿
工程建设与设计 2024年5期
吴鹏,王磊,徐玲珑,荀天懿
(中国二十二冶集团有限公司,河北 唐山 063000)
1 引言
在大型商业楼空中栈道旋转楼梯工程建设中,旋转楼梯空间角度不易控制,制作难度大,无法在制造厂进行整体制作及运输,为连接空中栈道及商业楼的外部通道,将整个旋转楼梯分段,搭设专用胎具进行加工后,运输至现场进行整体安装焊接,并提出了旋转楼梯相应的制作要点。
2 旋转钢梯制作技术
2.1 材料规格及型号
1)钢梯材料:旋转钢梯梯梁主材及内隔板的材质为Q355B,踏步板、栏杆扶手等材质为Q235B。
2)焊接材料:CO2气体保护焊使用ER50-6 焊丝,直径φ=1.2mm。
2.2 材料控制
1)钢材质量应符合现行国家标准GB/T 1591—2018《低合金高强度结构钢》的规定。
2)制造厂提供书面的质量保证,并提供试件力学指标检测报告,试验结果不能小于图纸要求。
2.3 排版下料
1)旋转钢梯上下翼缘板、翼缘板与腹板的拼接缝至少错开200 mm 以上,同时与内隔板间距不得小于200 mm,接料长度不得小于600 mm,翼缘板与腹板在宽度方向不允许接料,箱形梯梁的主缝与拼接焊缝、内隔板与箱形之间均为一级熔透焊焊接,接料处应当设置引/ 熄弧板进行焊接,保证接口的焊接质量。
2)号料前对材料进行检查,检查结果符合GB 50205—2020《钢结构工程施工质量验收标准》[1]中的相关规定后,开始使用学思软件进行排版,下料时沿长度方向留出15 mm 收缩余量,然后连接数控切割机床与PKPM 系统,下载相应程序进行切割,切割前对钢板进行抛丸除锈,除锈等级Sa2.5,箱形腹板下料完成后使用滚床曲圆,制作检查样板检查腹板弧度。
2.4 工艺放样
1)按照工艺分段,使用BIM 技术建立旋转钢梯的三维实体模型,分别做出每段钢梯箱形梯梁的水平投影以及箱形梯梁的最内侧及最外侧的水平投影圆,以内侧投影圆远离钢梯一侧的切线为基准线,因每段钢梯长度不同,按实际情况进行4~9 等分,将等分点与圆心进行连线,测算出每个等分点以及钢梯两端水平方向和竖直方向相对于参考直线(圆心)的投影数值,做出每段的工艺放样图,并将测算出的数值在工艺放样图中标明,BIM 放样图及学思软件排版图如图1和图2 所示。
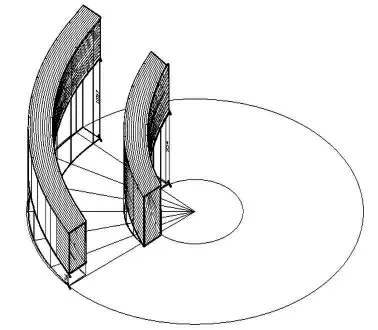
图1 XZLT-1 BIM放样图
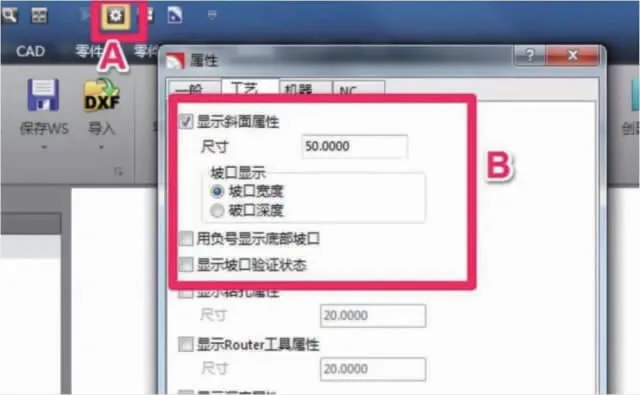
图2 学思软件排版图
2.5 钢结构箱形旋转楼梯组焊胎具搭设
1)组焊胎具按照工艺放样图1∶1 的比例,使用L100 mm×10 mm 角铁以及100 mm×6 mm 的扁钢进行胎具支架搭设,将每件胎具支架搭设完成后,使用t=35 mm 的钢板作为胎具平面,用水准仪进行抄平,在平面上用石笔按照放样图画出每个支架对应的地样,画出最内侧和最外侧的两个辅助圆及等分线,进行支架与平面的焊接,焊接采用双面贴脚焊焊接,焊脚高度8 mm。
2)搭设完毕后,技术人员使用水准仪和钢直尺、卷尺按照放样图上的三维坐标值复测胎具控制点的位置及标高,复测尺寸偏差大于2 mm,需调整胎具,保证每点坐标位置偏差在2 mm 以内,复验合格后并填写验收记录表。
2.6 钢结构箱形旋转楼梯的组装与焊接
1)胎具搭设完成后,每段旋梯的组装与焊接过程均在其上面完成,梯梁腹板的扭曲角度通过线形火焰加热配合千斤顶进行调整,火焰加热温度为630℃,加热时需不断移动焊炬,防止因局部温度过高而产生变形[2]。待加热部位自然冷却后,对照工艺放样图进行测量,组焊完毕并且修理合格以后,将整段钢梯吊装至下道工序。
2)梯梁的组装与焊接:将梯梁的腹板与盖板在胎具上按照梯梁下翼缘板→腹板→上翼缘板的顺序进行装配。
3)整个旋转钢梯按工艺排版分成6 段运输出厂,所以必须保证底部钢梯的上拼接口尺寸要和上部钢梯的下拼接口尺寸一致才能保证现场能够顺利完成旋转钢梯的整体对接,因此在钢梯装配时,需要对每段梯梁的接口进行放样,同时绘制出三维放样图(见图3)。每段钢梯的端口尺寸(包括对角线尺寸、上翼缘板内侧端点距离等)均需要技术人员进行复检,并将复检尺寸进行记录,同时标注在构件的明显位置处(见图4)。然后将各组的检查数据进行汇总,检查相邻两端钢梯的对接口尺寸是否一致,一致时,即可对每段钢梯进行焊接作业,不一致时,对和放样图尺寸偏差大的钢梯端口进行调整,调整至与其相邻端口钢梯尺寸相同后,技术人员再次进行尺寸复测,复测尺寸无误后,即可进行梯梁箱形主缝和隔板及拼接缝的焊接,焊接完成后,再次测量各相邻钢梯端部尺寸,保证其抵达现场后能顺利对接,否则采用线形火焰加热法对端口进行修理[3]。
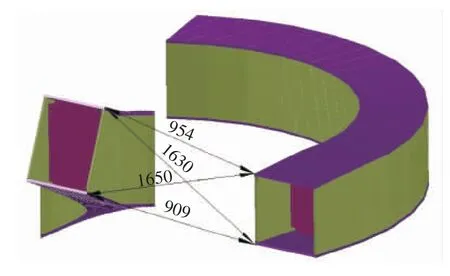
图3 端面放样

图4 端面尺寸检查
4)焊接变形的控制。引起钢结构箱形旋梯焊接变形的因素是较大的线能量和不合理的焊接顺序。因此,在焊接前应进行焊接工艺评定,按照工艺评定的结果,编制焊接工艺指导书,按照指导书中的工艺参数表调整电压电流和焊接顺序,焊接工艺参数如表1 所示,可以有效避免因较大线能量而造成的焊接变形。
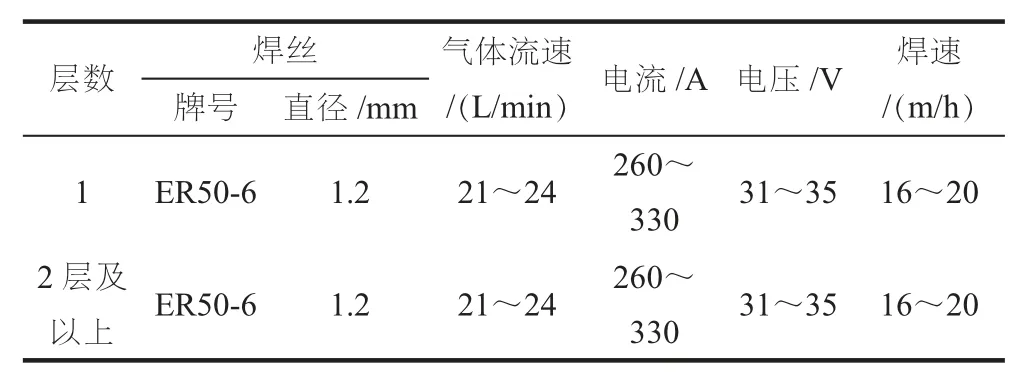
表1 CO2 气体保护焊焊接参数表
5)梯梁主缝焊接完成后,装配两梯梁间的隔板并焊接,在梯梁上翼缘板处打好踏步板定位线后,装配踏板和底部封板,装配前,须按照零件图对踏板、下部封板尺寸进行复检,合格后,方可进行装配,复检不合格的踏板、下封板经修理合格后方可使用。
6)踏板装配及焊接完成后,打磨修理构件并进行探伤,合格后,对钢梯进行预拼装。因为旋梯整体高度过高,整体预拼装难度大、周期长、成本高,所以将旋梯每两段进行一次预拼装,为了减小累计误差,在距离胎具平面参考圆旁边设置一条共用基准线,拼装顺序见表2。预拼装时做好尺寸记录,预拼装施工图如图5 所示。

表2 大兴旋梯预拼装记录表

图5 大兴旋梯预拼装施工图
3 涂装
钢结构表面至外侧的涂装按表3 要求[4]进行。
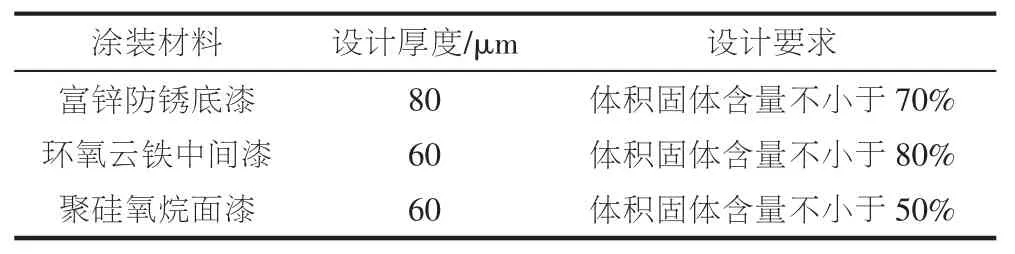
表3 涂装设计表
4 结语
在钢结构箱形旋梯的加工制作过程中,使用学思自动排版套料软件下料,保证了零件的尺寸。采用BIM 建模技术,准确地搭建了旋转钢梯的三维模型,通过对模型的分析以及空间角度的放样测量,在三维坐标系上对旋梯控制点进行定位,设计了钢结构箱形旋转楼梯专用组焊胎具,使旋转楼梯的空间旋转角度得到了有效的控制,提高了构件的生产效率,缩短了生产周期,保证了产品质量。同时,在钢结构箱形旋转钢梯的制作过程中,形成了很多新的思路和方法,可为今后类似的工程,特别是具有空间角度的旋转、扭曲类钢结构构件的制作积累了宝贵的经验。
猜你喜欢
四川水泥(2023年10期)2023-11-25
中国铸造装备与技术(2022年3期)2022-05-27
科学与技术(2019年6期)2019-04-21
石家庄铁路职业技术学院学报(2018年2期)2018-07-12
水利规划与设计(2018年1期)2018-01-31
石家庄铁道大学学报(自然科学版)(2017年4期)2017-12-18
国防交通工程与技术(2016年5期)2016-10-13
中国化肥信息(2016年38期)2016-05-17
石油化工建设(2015年6期)2015-12-01
苏州科技大学学报(工程技术版)(2015年3期)2015-02-28