
基于零件族的数控编程实例
2024-03-25 09:15方振红方春华孙健周德民张伟
机械工程师 2024年3期
方振红, 方春华, 孙健, 周德民, 张伟
(中国兵器工业集团 江山重工研究院,湖北 襄阳 441100)
1 基于零件族的数控编程
1.1 零件族和成组技术
零件族是具有相似特征的零件所组成的族群。产品的模块化、标准化、系列化,产生了许多几何特征相似、加工要素相近的零件,形成了若干零件族。成组技术在机械加工方面的应用,主要是将多品种小批量的零件按其相似性分类,以形成零件族,寻求解决这一组问题相对统一的最优方案,以期取得规模经济效益[1]。
在CAD/CAM、CAPP、PDM系统中都用到了成组技术的思维和原理,成组技术与数控技术都能提高多品种小批量零件的生产效率。
1.2 基于零件族的数控编程
在数控编程工作中,按照成组技术原理,应尽可能地针对归并成组的零件族进行数控程序设计。基于零件族的数控编程,就是把具有共性(相似性)的工作集中进行,使其标准化、参数化,在避免低效重复劳动的同时,满足全族零件的数控加工需求。
原本UG软件的部件族工具,只是通过变量表达式创建一个模板零件,再使用电子表格中的数据,创建一系列类似的零件,实现快速参数化设计[2]。实际上,借助UG部件族工具,还可以实现基于零件族的数控编程。此外,通过UG的加工模板定制,也可以实现基于零件族的数控编程。
基于零件族进行数控编程,除了采用CAM软件,还可以采用手工宏程序。下面,结合圆模零件族的程序编制工作,展开论述。
2 圆模零件族的编程实例
某弯管机构,其组件圆模有7种规格,尺寸RA、RB、RC分别形成数值系列,构成零件族,如图1所示。
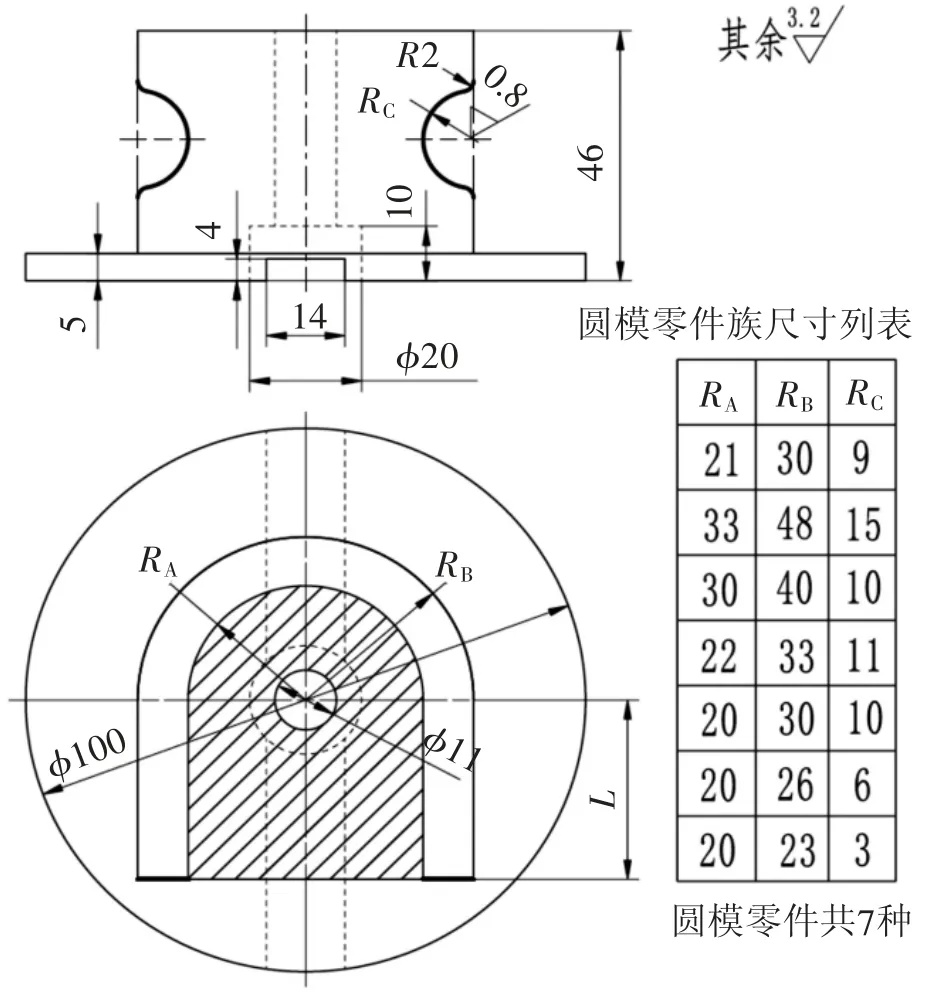
图1 圆模零件族图样
2.1 基于零件族的CAM自动编程
2.1.1 利用UG部件族工具编程
具体过程如下。
1)参数建模。包括创建表达式、应用表达式建模两个步骤。
2)创建加工工序。通常完成典型零件建模后,即可创建部件族。而我们的目的是基于零件族编程,所以暂时不创建部件族。进入加工模块,依照工艺方案,分别创建平面铣削、平面轮廓铣、钻孔、固定轴轮廓铣工序,如图2所示。
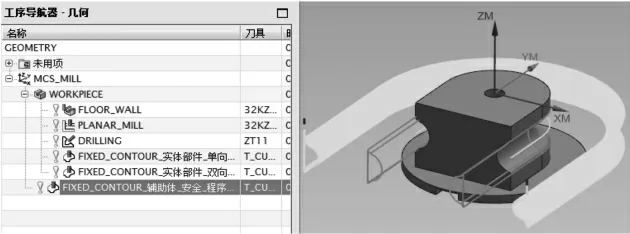
图2 圆弧环槽曲面加工
3)创建同族零件。包括部件族参数设置、编辑Excel表格、调用Excel表格参数3个步聚。
其中,在调用Excel表格参数时,应框选除第一行外的相应参数,再点击“加载项”菜单,在“部件族”下拉菜单中选择“创建部件”命令,从而在指定文件夹中生成其余圆模零件的UG文档,实现“从共性到个性”的参数化重用。
4)同族零件的CAM编程。部件族工具生成的圆模零件,都自动继承了典型零件加工工序中的相关参数,最大限度地重用了信息。因为它们的属性为只读,所以在刀轨重生后,需要改名另存。当某工序重生失败时,可以重建或重新指定驱动曲面,再重生刀轨。对所需工序刀轨进行后处理,即可获得具体零件的数控程序。
2.1.2 利用定制的加工模板编程
UG软件还可通过加工模板定制,实现基于零件族的数控编程,使参数标准化、劳动轻量化。其原理是:将精心配置完成、附含典型工序的复合零件的UG文档存储为模板文件,再进行信息重用。
利用加工模板编程有两大步骤。
1)定制加工模板,包括3个步骤。
a.几何视图和机床视图的模板设置。首先,展开工序导航器的几何视图,全选几何体GEOMETRY及其各级子项,在快捷菜单中选择“对象”的“模板设置”命令,勾选模板设置的两复选项;接着展开机床视图,进行机床视图的模板设置,同样勾选两复选项(如图3)。
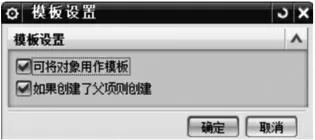
图3 模板设置复选项
b.文件另存。将此圆模零件的.prt文档另存到NX安装目录下的metric模板文件夹,指定模板文件名称并确定。
c.编辑cam_general.opt文件。找到位于UG安装目录下的resource emplate_set文件夹,用记事本打开cam_general.opt文件,在文件中间的##行后面,按格式要求添加一行,新增模板文件YuanMu.prt(如图4)。保存,退出UG,完成加工模板的定制。
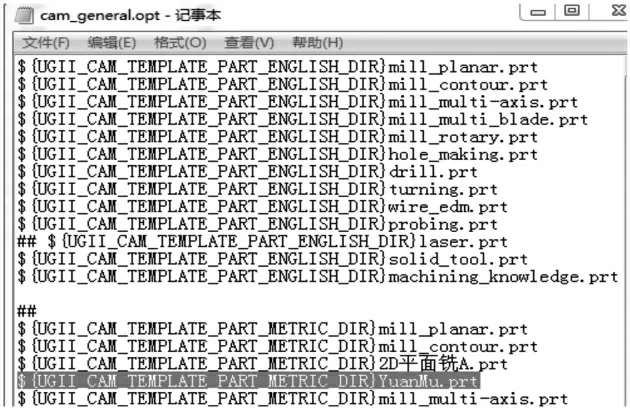
图4 CAM通用选项文件编辑
2)利用定制的加工模板编程。
重启UG,进入“加工”应用模块,弹出加工环境对话框,在“要创建CAM设置”栏就会呈现出新添加的YuanMu模板,选择YuanMu模板之后,可分别进入几何和机床视图,相应的工序和刀具都会展现于其中,而且相应的切削参数、非切削参数、加工策略设置等参数都在相关工序中得到了继承(如图5)。
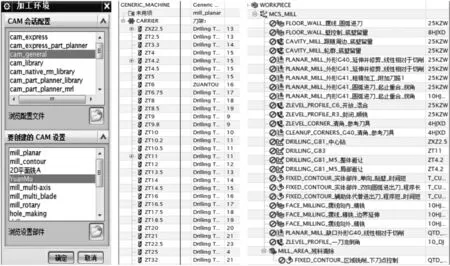
图5 新定制的圆模加工模板
UG定制的加工模板,从工艺相似性的角度而言,适应的零件范围更广阔,提高了编程的自动化、标准化程度。
基于零件族编程, UG软件的两种途径有共同的缺点——无法共享数控程序。
2.2 基于零件族的宏程序
2.2.1 宏程序
宏程序完美契合了“基于零件族和成组技术进行参数化编程”的理念[4],正好解决了CAM软件编程无法共享数控程序的缺点。
含有变量、算术或逻辑运算、条件判断、程序循环语句,用于完成一定功能的数控程序称为宏程序。宏程序最大的优点为:逻辑严密、短小精悍、修改方便、通用性强。这些特点正是手工编程得以保留、至今无法被CAM软件完全取代的重要原因[5]。
2.2.2 环槽加工特征宏程序的编制
选用直径为φ100厚6、刀片圆角为R3的T形槽铣刀,深度分层加工圆弧环槽曲面。
如附图6所示,RC圆心所在的XZ平面,刀片圆心轨迹分为3段,整个环槽加工特征的宏程序必然也分为3段。

图6 环槽模型及刀片圆心的轨迹
工件坐标系原点设在工件上表面的RB圆弧的圆心,3段圆弧曲面的编程模型原点皆为圆弧自身的圆心。以角度为自变量,X、Z轴坐标为因变量,相邻圆弧间的切点对应的角度,采用反正弦函数计算;R2圆弧的圆心Z轴坐标,采用勾股定理计算,发那科数控系统顺序结构的数控程序如下。
整个环槽加工特征的3段宏程序,用CIMCO 软件模拟仿真,生成的轨迹如图7所示。
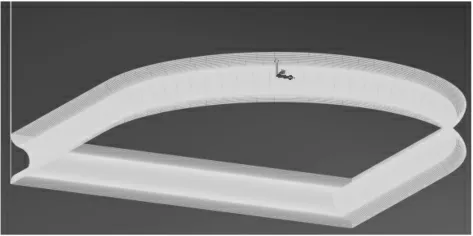
图7 三段曲面宏程序完整的模拟轨迹
说明:圆弧刀片的T形槽铣刀,其刀位点为刀片圆心所在平面与刀具轴线的交点。因此,对刀时刀长要减去3 mm;加工其他规格的圆模,只需修改RB、RC的相应变量即可;如果RC圆弧规格较小,要提高加工效率,加大角度步距#5的赋值即可。更改后的程序无须重复调试,提高了加工效率。
3 结论
圆模零件族的编程实例表明:基于零件族进行数控编程,既可借助UG的部件族工具、加工模板定制,也可采用手工宏程序。基于零件族进行数控编程,可减少重复劳动,能提高生产效率。宏程序通用性好,修改方便,能最大限度地重用信息,无须重复调试,是零件族加工特征编程的最佳选择。
猜你喜欢
建材发展导向(2022年4期)2022-03-16
智能制造(2021年4期)2021-11-04
科学技术创新(2020年6期)2020-04-18
中学生数理化·中考版(2017年6期)2017-11-09
非公有制企业党建(2017年10期)2017-11-03
现代兵器(2017年4期)2017-06-02
现代兵器(2017年4期)2017-06-02
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18
机械工程师(2015年10期)2015-02-02
