架桥机在重力墩式码头预制构件安装中的应用
2024-03-21 07:39:52林文聪
港工技术 2024年1期
林文聪
(中交第三航务工程局有限公司厦门分公司,福建厦门 361006)
引言
重力墩式码头上部结构预制构件安装传统工艺一般采用起重船安装工艺,但起重船安装受水流、暗流、风浪、涌浪、潮水、占用水域等影响明显,致安装效率低下,安装质量及安全不易控制,当遇风浪时有效安装时间短,不利于连续施工,延长工期和增加成本;通过优化比对不同的施工方案,最终采用架桥机安装预制构件的工艺,使得预制构件安装从海上施工转为陆上施工,使架桥机本身适应其专业领域性的特点,构件安装具有重复性,安装效率大大提高,避开了海上施工的不良影响,采用架桥机安装所有施工人员均在陆上施工,对现场质量容易把控,易满足精度要求,极大提高安装质量,避免起重船安装时的重复起吊,同时较起重船安装可以明显提高安全、降低成本、缩短工期的多种预期目标。
1 工程概况
福建漳州LNG 项目码头工程(以下简称本工程)建设规模为8~26.6 万m³LNG 装卸泊位,其中泊位引桥总长556 m,宽度15 m,引桥顶面标高 +12 m(厦门零点),大部分位置采用重力墩式结构,沉箱墩中心距38 m。引桥墩台上布置现浇横梁,墩台之间采用大跨度预应力空心板梁简支连接,共12跨,每跨需拼接15 榀重48 t 的空心板梁,空心板梁尺寸为25.94 m×0.99 m×1.2 m,共计202 片。
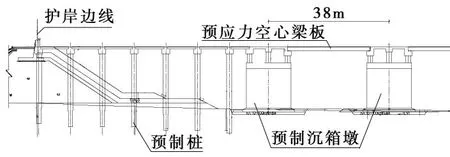
图1 码头引桥纵剖面示意图Fig.1 Schematic diagram of the longitudinal profile of the pier approach bridg
2 施工技术难点
本工程施工海况条件较差。工程所在海域潮位落差大,大潮期涨落潮流速大,波浪以涌浪为主,风浪与涌浪的比例为42:58,现场海域经常存在暗流现象,全年常浪向为E 向,海况条件较差,水上施工受风浪制约。影响本海区的热带气旋平均每年约6 次,几乎每年第7-11 月都受台风影响。
本工程预制构件安装精度要求高。预制构件安装过程中边线、顶标高控制精度要求高、成品质量保护要求严格。
3 主要施工方法
3.1 架桥机选型
1)主要技术参数
根据本工程特点,预应力空心板梁的最大吊重约48.25 t,预制构件最大长度为25.94 m,实际吊装高度1.5 m,吊装半径5 m,因此选用QJ30/120架桥机[2-3],可满足本工程施工要求。
2)架桥机的主要结构和功能
QJ30/120 型架桥机由主梁、前支腿、中部总成、后支腿、平车、起重天车、横移轨道、电气控制系统等组成。
①主梁:主梁主要承载受力,上方设有轨道供平车行走,下弦作为与前部、中部、后支的连接;
②前支腿:前支腿支撑架桥机前端,配有行走轮箱,配置轨道能整机横移;
③中部总成:中部总成为支撑设备关键部位,横梁较大,过跨时主要承力机构,下设置行走轮,配置轨道能整机横移,轮箱可旋转90 度用于设备过跨作用;
④后支腿:架梁时支撑设备尾部;
⑤平车:顺轨道方向纵移;
⑥天车:起升机构,顺平车轨道横移;
⑦电气控制系统:电气控制系统由配电箱和控制按钮组成;
⑧主机主电路原理:架桥机主电路交流电部分,动力电缆采用滑线架设输电方式。架桥机主机由电动机,漏电空气开关,断路器,频敏电阻和交流接触器相联,实现三相四线电输送到工作机。

图2 架桥机结构示意图Fig.2 Structural diagram of bridge erecting machin
架桥机具体参数如表1。
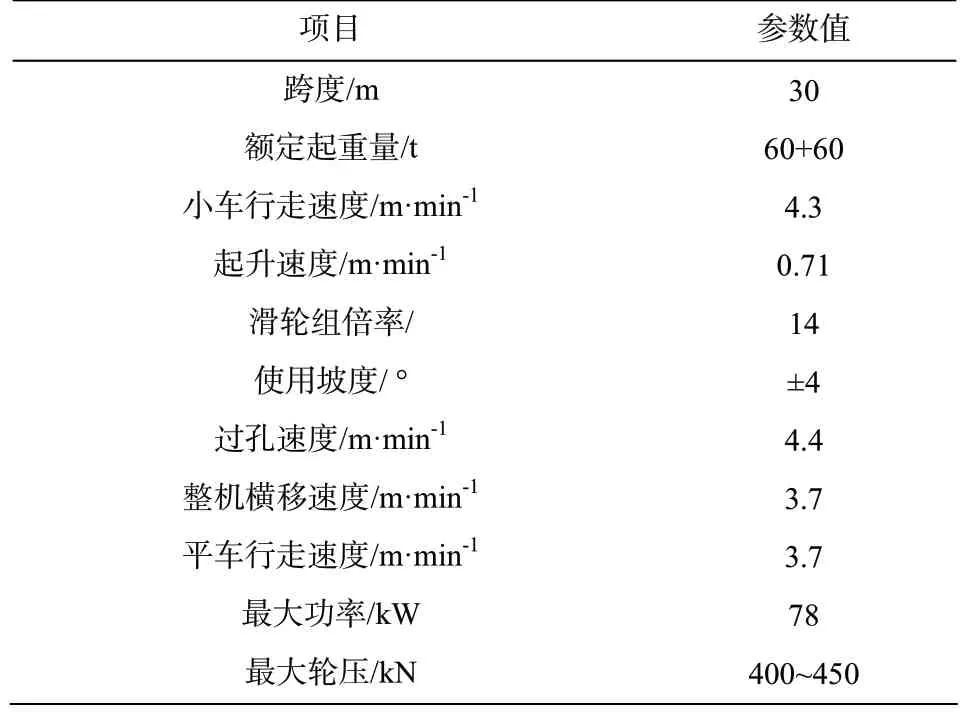
表1 QJ30/120 架桥机基本参数Tab.1 QJ30/120 Basic parameters of bridge erecting machine
3.2 架桥机拼装工艺
拼装前支腿→拼装中部总成→拼装主梁→拼装前关门→安装平车总成及天车→加接主梁→安装后托架→安装后支腿→附件安装→电器安装→整机调试→验收。
3.3 架桥机安装梁板施工
架桥机安装梁板主要安装工序为:
施工前准备→架桥机调试验收→架桥机试吊50 t 构件→架桥机吊取梁板→架桥机安装梁板→架桥机铺设承载轨→架桥机过孔安装下一排架,主要施工流程详见图3。

图3 架桥机安装梁板工艺流程图Fig.3 Process flow chart of beam and plate installation of bridge erecting machine
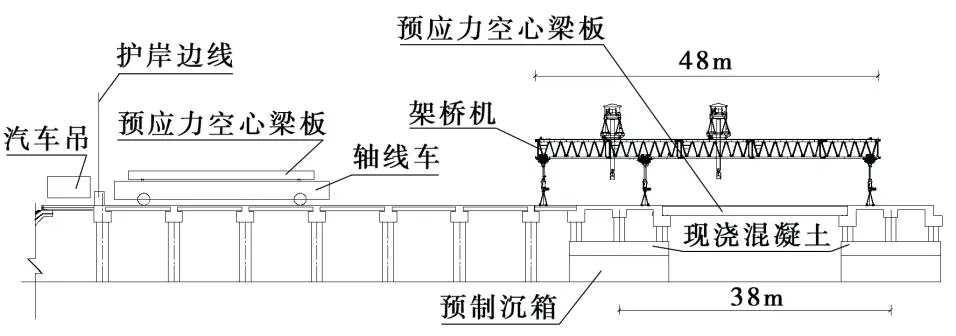
图4 板梁运输至架桥机安装图Fig.4 Installation drawing of plate beam transportation to bridge machine

图5 预制构件横向移动Fig.5 Lateral movement of prefabricated elements
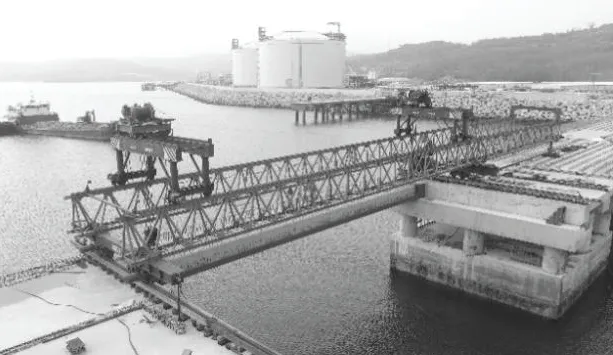
图6 预制构件纵向移动Fig.6 Longitudinal movement of prefabricated elements
预制构件安装前,首先架桥机下部支撑面混凝土强度达到100 %,同时架桥机要完成调试并经当地特检验验收合格,正式安装前采用现场既有的与梁板构件重量基本相近的混凝土构件试吊,观察架桥机整体稳定性,观察吊装取件过程均安全可靠,然后进行架桥机安装作业。根据架桥机自身性能,运梁车装载预应力空心板梁运至架桥机取梁板构件区域,架桥机直接用其前部悬臂上的桁吊完成取构件,然后将构件安装在设计指定位置。
1)测量放样及橡胶支座安装
测量放样前对墩台梁板支撑面安装面进行人工清洗,确保表面干净整洁,测量人员采用RTK测量仪器放出梁板安装位置及标高,并根据测出来的标高与设计标高对比,采用砂浆找平,找平完成后及时安放橡胶支座。
2)预制梁板装车及运输
梁板从预制场采用2 台50 t 汽车吊装车,装车时使用枕木对梁板进行对称支撑,将梁放置在车自带限位内,用专用契形实锤插进插孔中,再用枕木将多余空间楔紧。将空心板梁运输至架桥机起吊范围内,准备构件的起吊。
3)预制构件起吊安装[4-10]
①运梁车将预制梁运至架桥机下方,架桥机的前端天车将构件前端捆绑稳妥之后,将构件的前端起吊,现场起吊高度以构件的底部与轴线车后端托架不接触、不碰撞为准;
②前端天车将构件前端起吊之后,此时,前端天车与构件前端(驱动端)托架紧密配合,前起吊天车向前行驶,运梁车倒车同向行驶,直至构件的后端吊点到达后端天车起吊点位置;
③后端天车将构件后端起吊,调整前后端梁使构件前后端起吊至同一水平面。等前后端完全起吊之后,前后天车紧接配合,同步同向向前行走,将构件起吊到其安装位置上方,并清洁落梁平面上的杂物,使后续预制梁安稳坐落在橡胶支座上方;
④最后,通过架桥机的前、后天车纵向移动,以及架桥机的主车的横向位移系统调整构件位置的左右、前后位置,待预制构件的安装位置精确无误之后,方可落梁就位,测量员重新复出安装后的位置是否偏差过大,偏差过大时重新微调整到满足要求后方可摘钩,准备下一片构件的安装工作;
⑤安装完成的简支缝采用泡沫塑料板隔开,顶上设置50 mm 厚聚氨脂嵌缝。
4)铺设承载轨及过孔
①架桥机铺设承载梁
架桥机安装预制构件后,后端承载梁采用20 cm工钢,每根12 m,承载梁采用专用垫木进行调平,承载梁之间采用螺栓进行连接,承载梁安装完成后,对构件运输线路的钢轨进行加固;
②架桥机整机过孔
5)下一跨的预制构件安装
前跨预制构件安装完成后,为方便安装下一跨的预制构件,需移动架桥机前后支腿,且过孔前需对机器进行调试,确定架桥机各项工作状态良好,具体操作顺序如下:
①中支腿前移:操作人员操作架桥机千斤顶使其慢慢升起,顶起架桥机后端,使中支腿与轨道脱离,利用天车吊钩将中支腿吊至前支腿后侧并安放在预制梁上,底部采用规格枕木支垫。中支腿移动完成后,利用现场平板船上吊机将中支腿底部支撑桁架吊至前支腿前方一到两跨位置;
②前支腿前移:架桥机千斤顶慢慢降落使中支腿与主梁连接,前支腿千斤顶慢慢升起,操作人员利用导链连接前支腿主梁,并操作使架桥机前支腿与主梁同步前移,前移至一定距离后,开始移动后反托;
③反托前移:操作人员加固稳定后支腿,并使反托缓慢降落至不受力为止。使用天车吊钩将反托吊启前移至最佳受力位置并稳固,之后前支腿与主梁继续前移,待架桥机悬臂到达安装位置后,使架桥机前轨道落于下横梁顶部;
④中支腿后移:前支腿完成安装及稳固后,操作反托使其升起并支撑起架桥机后端,然后利用天车吊钩将中支腿后移至相应支撑位置;
⑤前支腿横移轨道安装:利用吊车将分解开的前支腿轨道依次吊至安装位置。
至此,架桥机支腿全部移动完成。采用架桥机安装施工,很好的把控了现场质量,满足精度要求,提高了安装质量,同时较起重船安装明显降低成本、缩短工期。
4 结语
上述案例表明,选择架桥机安装码头构件,较传统的起重船安装效率更高,质量更好,安全可靠,不但减少了施工船舶的投入,由于能够克服海上潮差大、风浪急等不利环境因素影响,使得在梁系上施工的架桥机作业时间得到充分的保障;采用架桥机安装时机灵活、机动性强,可以摆脱施工困境,相比昂贵的起重船租金,架桥机租赁更具价格优势,节省了船机施工费用投入,降低了项目成本;通过本工程的实践,使公路桥梁架设技术在为重力墩式码头工程上部结构施工得到了进一步推广应用,突破了码头上部结构施工完全对专用设备依赖的观念,相比传统工艺具有良好的经济效益与推广价值。
猜你喜欢
舰船科学技术(2022年22期)2022-12-13 03:36:58
高技术通讯(2021年7期)2021-08-30 08:36:42
建材发展导向(2021年13期)2021-07-28 07:14:52
城市道桥与防洪(2019年5期)2019-06-26 00:55:56
海洋工程装备与技术(2017年5期)2017-03-05 09:49:39
上海公路(2017年3期)2017-03-01 07:03:25
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:13:56
河南科技(2014年23期)2014-02-27 14:19:00
电子设计工程(2014年17期)2014-02-27 12:00:03
船海工程(2013年6期)2013-03-11 18:57:24