锡铅铋铸态光谱内控标准样品的研制
2024-03-19 02:02:40段泽平魏梦霞黄慧兰朱文嘉赵明陆韩红兰
湖南有色金属 2024年1期
段泽平,李 丽,魏梦霞,黄慧兰,朱文嘉,赵明陆,孙 彪,韩红兰
(云南锡业新材料有限公司,云南 昆明 650501)
锡铅铋焊料作为SMT贴片工业中重要的焊接材料,广泛用于电子行业的软钎焊、散热器及五金等各行业波峰焊、浸焊等精密焊接、特殊焊接工艺以及喷涂、电镀等。经过特殊工艺调质精炼处理而生产成的抗氧化焊锡条,具有独特的高抗氧化性能,浮渣比普通焊料少,具有损耗少、流动性好,可焊性强、焊点均匀、光亮、熔点低等特点。化学成分是影响焊接质量和性能的重要因素之一,所以焊料的化学成分监控十分必要。火花直读光谱仪是测定焊料化学成分的重要技术手段,可以做到炉前在线测定,对产品质量控制具有重要作用,而测定结果的准确性则要依靠标准样品。目前市场上锡铅铋标准样品型号较少且价格昂贵,结合单位及行业中的锡铅铋系列产品,需研制四个牌号的样品,为火花直读光谱仪的快速、准确检测提供依据。
1 研制工艺流程
化学成分设计→选取金属物料→熔炼→工艺处理→取样分析→调整化学成分→成型条件试验→浇铸→偏析检验→均匀性检验→火花直读光谱仪定值→化学法分析定值→最终定值[1]。
2 化学成分设计
结合行业标准以及单位的锡铅铋系列产品牌号,设计锡铅铋样品的成分表[2],见表1。

表1 锡铅铋样品成分表 %
3 熔炼和铸造
3.1 金属物料种类
原料主要采用Sn99.90AA、纯铅锭、纯铋锭,中间合金采用SnSb11.5、SnCu10、Sn62PbAg2、SnP4[3]。为保证配料的准确性,在使用金属物料前先用火花直读光谱仪进行成分检测。
3.2 原料熔炼
按照表1的成分表,计算理论重量,称取金属Sn99.90AA、纯铅锭、纯铋锭,投入小型熔炼炉进行熔炼,熔炼温度为250~290℃。当原料完全熔化后加入氯化锌除去氧化渣,搅拌均匀后取样测试成分,然后计算需要添加中间合金的重量,再投入中间合金SnSb11.5、SnCu10、Sn62PbAg2、SnP4,熔化后搅拌均匀。
3.3 铸造
浇铸模具选用内径48 mm,高度60 mm的铜模,为减少上下面的偏析,有效浇铸高度为30~35 mm。将铜模预热至确定的初始温度,把达到浇铸温度的锡合金液一次性浇入样品模具中,立即升起冷却池,在循环冷却水的作用下,合金液未降温凝固的情况下实现快速冷却,有利于样品结晶均匀。当模具温度降至确定的脱模温度后,降下冷却池,取出样品模具,将样品取出。浇铸过程中使用多通道测温仪,严格控制熔锡炉内合金温度、模具初始温度、脱模温度、冷却池水温,可对这4个温度进行实时监控,确保每个样品在一致的成型条件下进行连续浇铸。对样品成型条件进行试验研究,在不同段的合金温度、初始模具温度、脱模温度、冷却水温度进行浇铸,选择样品的上、下部位,去除冷却收缩区域,利用火花直读光谱仪从样品中心往外至边缘取3个区域点进行测定,每个样品测试6个点,进行数据分析统计,确定铸造工艺参数[4],见表2。按照以下确定的工艺参数进行样品的批量浇铸。
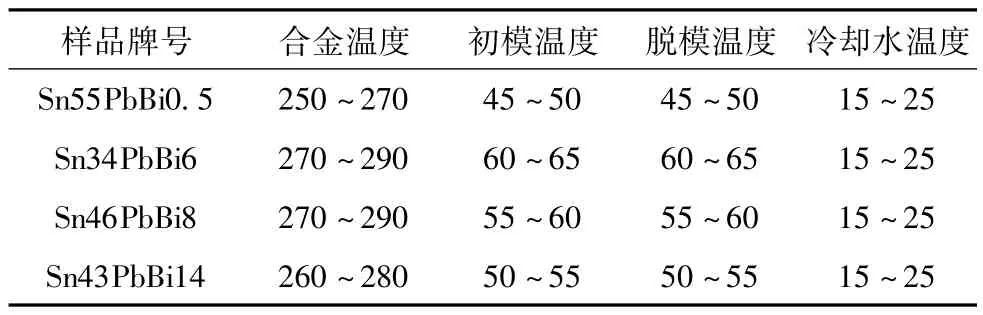
表2 样品铸造工艺参数 ℃
4 均匀性检验
4.1 均匀性初检
按照《有色金属产品分析用标准样品技术规范》(YS/T 409—2012)中6.1条款[5],每锅的头、中、尾各取一个样品,每个样品取上、中、下部位使用火花直读光谱仪进行成分检验,每个检验面随机测定3个点。根据以往样块冷却过程中结晶均匀性的情况,车去上部5 mm,下部2 mm的加工方式对样品进行前处理。按照6.1.2条款计算有限次数的标准偏差s与国家标准锡铅焊料化学分析方法给出的重复性限r进行比较,当1.5s≤r时,认为偏析检验合格,否则不合格。4个牌号的初检数据见表3,各元素的1.5 s均小于r,均匀性初检是合格的。
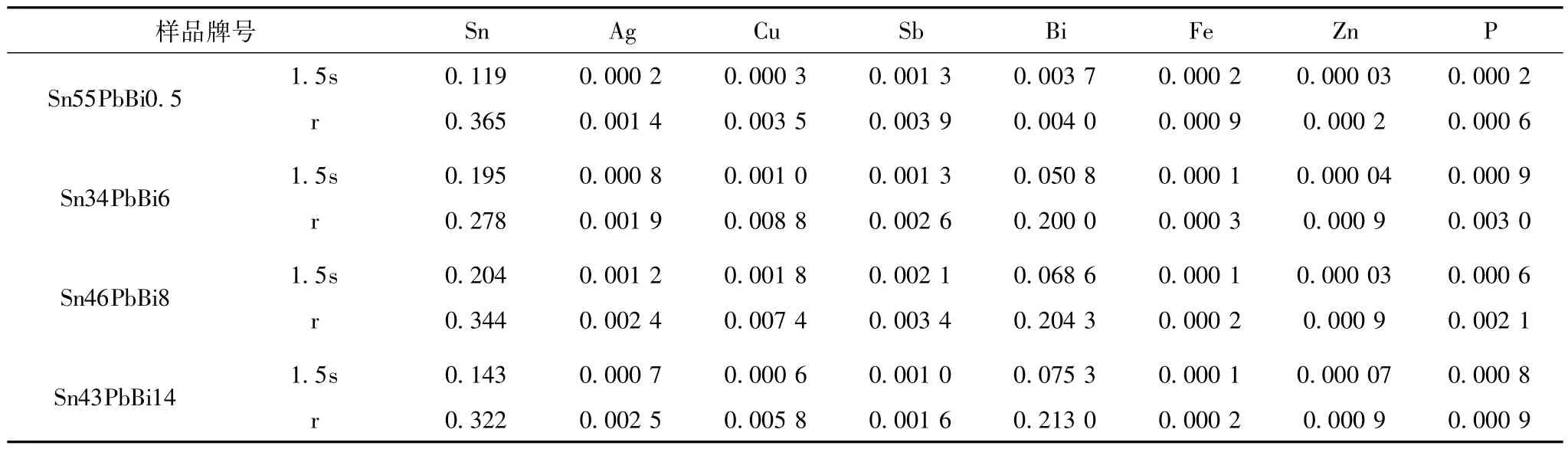
表3 4个样品的初检数据统计
4.2 均匀性终检
按照《有色金属产品分析用标准样品技术规范》(YS/T 409—2012)中6.2条款进行。标准要求总体单元数小于1 000的抽取2%~3%,并不少于15个样品,本次抽取的样品均多于15个。附录B方差分析法(F检验法)随机抽取m个试样,用火花直读光谱仪进行测定,在相同条件下,每个试样重复测定n次,显著性水平ɑ取0.05,检验临界值Fɑ可从表中查得,若F<Fɑ,则认为组内和组间无明显差异,样品是均匀的。统计量F的计算见公式(1)~(5)。
总平均值:
组间偏差平和:
组内偏差平和:
从研制的Sn55PbBi0.5样品中随机抽取了16个,利用火花直读光谱仪对每个样品重复测定4次,查检验临界值表得F0.05=5.84。Sn34PbBi6样品中随机抽取了30个,每个样品重复测定3次,查得F0.05=8.62。Sn46PbBi8样品中随机抽取了26个,每个样品重复测定3次,查得F0.05=8.63。Sn43PbBi14样品中随机抽取了16个,每个样品重复测定4次,查得F0.05=5.84。通过计算各元素的F值见表4,F值都小于临界值,均匀性符合要求。

表4 4个样品的各元素F值统计
5 金相组织分析
金相分析作为一种重要的材料分析手段,可以了解金属材料的微观组织结构以及存在的缺陷,从而优化材料选择和生产工艺,提高产品质量和性能,对于材料研究、产品开发和质量控制具有重要的应用价值。为了解标准样品质量,对研制的4个牌号样品进行金相组织分析,每个牌号任取1块样品进行分析,如图1所示。从图1金相图片可以看出这4个牌号的样品组织致密、均匀,无气孔缩松、杂质等缺陷。

图1 组织金相图
6 定值
光谱标样在火花直读光谱分析中起到参照的作用。通过与标准光谱标样进行比对,可以验证目标样品的分析结果的准确性和可信度。光谱标准样品的准确定值,能够降低仪器误差和系统偏差对分析结果的影响,确保测试结果准确可靠。本文采用SPECTRO MAXx04火花直读光谱仪初步定值,测定前先对仪器进行类型标准化和国际标准样品校准,从研制的样品中随机选取10个样品,每个样品在车好的洁净面激发4个点,每个元素测出40个数据,计算小组平均值和总平均值。再将样品送至第三方检测机构化学法测定,以第三方检测机构化学法测定值和火花直读光谱仪测定值(总平均值)的平均值作为最终定值,由于数据量太大,就以Sn55PbBi0.5的Bi元素为例,见表5。

表5 Sn55PbBi0.5的Bi元素定值 %
7 稳定性试验
稳定性是锡合金光谱标准样品的基本属性,是用来描述标准样品特性时间分布特征的。由于锡铅铋标准样品只在单位内部使用,使用频繁、消耗量大,稳定性检验周期定为6个月,每个牌号的标样随机选取1块制作好的标样,采用SPECTRO MAXx04火花直读光谱仪测定7个点,计算各元素的平均值、标准偏差。下面以Sn55PbBi0.5的Bi含量的测定值为例,检测数据见表5。参照YS/T 409—2012中的t检验方法评价标准样品的稳定性,可表述为[6]:
采用t检验法评价标准样品的稳定性,其公式为式(6)。
若公式(7):
则认为该标准样品的测定值与标准值一致,该标准样品的特性值未发生显著性变化。
显著性水平 取0.05,查t检验检验临界值表,tɑ(n-1)为2.44,标准样品的特性值的标准值取0.509,Bi含量的稳定性测试数据见表6,将数据代入公式计算,可得出结论标准样品的首次与6个月周期的稳定性一致,该标准样品的特性值未发生显著性变化。

表6 Bi含量稳定性测试数据 %
8 结语
利用本单位现有的原料、熔炼技术、浇铸设备等资源,自主研制锡铅铋铸态光谱内控标准样品,通过成分设计、配料、熔炼、工艺处理、浇铸、偏析检验、均匀性检验、化学成分经火花直读光谱仪和第三方检测机构的定值、稳定性试验,4个牌号的内控标准样品符合《有色金属产品分析用标准样品技术规范》(YS/T 409—2012)的要求,可以应用到火花直读光谱仪的校准中。自主研制的锡铅铋直读光谱仪分析用的内控标准样品,可以替代昂贵的进口标准样品,同时,极大提升了单位自主研发能力。
猜你喜欢
机电信息(2022年15期)2022-08-08 11:02:24
电子元件与材料(2021年10期)2021-11-04 06:36:30
防爆电机(2020年6期)2020-12-14 07:17:04
数学小灵通(1-2年级)(2018年9期)2018-11-19 03:30:54
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
凿岩机械气动工具(2017年1期)2017-05-17 06:19:50
光学精密工程(2016年6期)2016-11-07 09:08:20
光学精密工程(2016年5期)2016-11-07 09:06:10
焊接(2015年5期)2015-07-18 11:03:41
电子世界(2015年18期)2015-02-06 08:53:21