面向回流焊工艺过程质量控制的温度场仿真技术研究
2024-03-15 07:37侯文静胡子翔
制造技术与机床 2024年3期
侯文静 何 非 胡子翔
(①南京理工大学机械工程学院,江苏 南京 210094;②中国电子科技集团公司第三十八研究所,安徽 合肥 230088)
随着电子产品向小型化、集成化和智能化方向的发展,表面贴装技术(surface mounting technology,SMT)作为电子产品中重要的组成部分已被广泛地应用于国民经济和社会发展的各个领域。在SMT 回流焊制造过程中,温度曲线的监控和控制既是关键的环节,也是保证产品质量、缩短制造周期的重要因素[1]。
近年来,人们开始利用计算机模拟技术研究回流焊接过程。李娜等[2]和Esfandyari A 等[3]建立了回流焊接过程仿真模型,合理预测了被焊物体的温度分布。郭瑜等[4]对回流焊工艺温度场进行分析,有效预测了焊膏温度曲线。王亚盛[5]提出了预热、恒温、回流和冷却4 个阶段中回流焊温度设置和控制的要点,为制定出更加有效、完善的温度曲线提供了参考。温桂琛等[6]和朱桂兵等[7]指出,焊膏材料、峰值温度、熔点以上驻留时间、升温速率及冷却速率是分析回流温度曲线的重要指标。
综合文献[2-7],国内外已有一些回流焊温度场的仿真模拟研究,但多集中于回流焊工艺参数的设定和被焊物体的温度分布预测,对温度曲线和焊后质量的深入探究较为缺乏。此外,现有研究往往使用复杂的整个回流炉结构模型,导致网格数量庞大,计算时间较长。基于此,为提高回流焊制程的效率和质量,本研究以某印刷电路板(printed circuit board,PCB)组件为例,在分析不同温度下对流换热影响的基础上,运用Ansys Icepak 软件建立单温区炉腔简化模型,采用试验研究与数值模拟相结合的方法,模拟计算回流焊接后的温度场分布,研究不同工艺参数下炉内温区温度和传送带链速对PCB 组件回流温度的影响,为实现回流焊工艺过程的快速质量控制提供理论基础。
1 仿真模型建立
1.1 回流焊工艺流程分析
1.1.1 工艺流程
回流焊是一种常见的电子组装技术,其基本流程包括以下步骤:首先,利用丝网印刷技术在PCB 焊盘上涂覆适量的焊膏;然后,将表面贴装元器件放置在焊膏上;最后,在外部热源的作用下,焊膏熔化并再次流动,形成金属间化合物(intermetallic compound,IMC),从而实现可靠的焊接[8]。
1.1.2 工艺参数
合理设定回流炉的工艺参数是回流焊过程中至关重要的步骤。炉内温区温度和传送带链速都是影响焊接质量和生产效率的关键因素。一般而言,预热区温度通常应维持在150 ℃左右,恒温区温度控制在130~160 ℃,回流区的峰值温度应高出焊膏的正常熔点25~30 ℃,冷却区温度则一般保持在25 ℃;而传送带链速应保持在65~75 cm/min。
1.1.3 回流温度曲线
回流温度曲线是指在回流焊过程中,PCB 组件上某点温度随时间变化的曲线。回流焊过程中常常会出现溅锡、塌陷、空洞、立碑、短路等缺陷[9-10],引发这些缺陷的主要原因是回流温度曲线的设置不合理,合理调整回流温度曲线可以避免此类缺陷的发生。回流温度曲线直接反映了PCB 组件在回流焊中的温度变化情况。一条合理的回流温度曲线可以避免超高温对元器件造成损坏、过低温度导致不良焊接以及温度分布不均造成热应力集中等问题,提高焊接质量,确保PCB 组件的可靠性。
1.2 回流焊传热学机理分析
回流焊传热学机理涉及传热的基本规律、传热模型和传热参数等方面。研究传热学机理需要考虑焊接过程中的热源、热传输介质、传递方式和物理特性等因素。准确描述传热行为可以深入了解回流焊过程中的传热现象,有效预测焊接温度分布,进而用于指导工艺参数优化,改善焊接质量,提高电路板的可靠性。
1.2.1 PCB 组件吸热
PCB 组件在回流焊过程中吸收的热量[11]如下:
式中:Qa为PCB 组件吸收总热量;m为PCB 组件质量;cp为PCB 组件质量定压热容;T(t)为PCB 组件最终温度;T(i)为PCB 组件初始温度。
1.2.2 回流炉传热
PCB 组件在回流炉内,与热空气通过热对流发生热量交换,与回流炉壁通过热辐射发生热量交换,组件内部通过热传导发生热量传递。由于PCB 组件只从传送导轨上通过热传导吸收相对较少的热量,故热传导过程可忽略不计。热对流、热辐射过程分别由牛顿冷却式(2)[12]和式(3)[12]表示。
式中:Qc为对流热传递量;hc为对流换热系数;A为PCB 组件的表面积;T1为炉内空气温度;T0为PCB 组件温度。
式中:Qr为辐射热传递量;ε 为辐射率;σ为黑体辐射常数,又名斯忒藩-玻耳兹曼常数,其值为5.67×10-8W/(m2· ℃);T2为回流炉壁面温度,近似为炉内空气温度。
1.2.3 PCB 组件非线性瞬态传热
瞬态传热分析中,载荷会随时间发生变化。由于考虑辐射传热,且辐射热传递量与温差四次方成正比,是非线性的边界条件,故为非线性传热。在回流焊过程中,回流炉向PCB 组件传递总热量为
单位时间焊接过程中:
由式(1)~式(5)得:
对于瞬态传热[11]:
式 中:ρ为PCB 组件平均密度;V=2LA,L为PCB板厚度。
转化为积分式[11]:
选择合适的时间增量 ∆t可通过式(8)右侧做数值计算来确定PCB 组件在t=∆t,2∆t,3∆t,···时刻的温度。在进行新一步求解时,T采用上一个时间步求得的温度值。
1.3 基于传热学机理的回流焊温度场建模
1.3.1 模型的简化
回流焊的质量与其内部结构和温度场分布密切相关,传统的回流焊仿真建模通常需要考虑复杂的内部结构,包括加热区、冷却区、间隔区和传送带等,对求解速度和计算资源提出了较高的要求,限制了模型在工程上的应用。因此,本研究提出一种创新性的简化建模方法,将回流炉的复杂结构简化为一个单一温区的腔体模型,保留炉温曲线中必要的加热温区和链速条件,从而在不影响模拟精度的前提下,既可显著降低建模难度和计算时间,又可满足实际的应用要求。
图1 所示为回流炉的模型简化方法。该方法具有可移植性和可扩展性,能够根据实际情况添加新的工艺参数,适用于类似工艺的温度场仿真建模。通过借鉴简化模型与完整模型之间的转化方法,可以提高模型求解效率并保证模型的准确性。
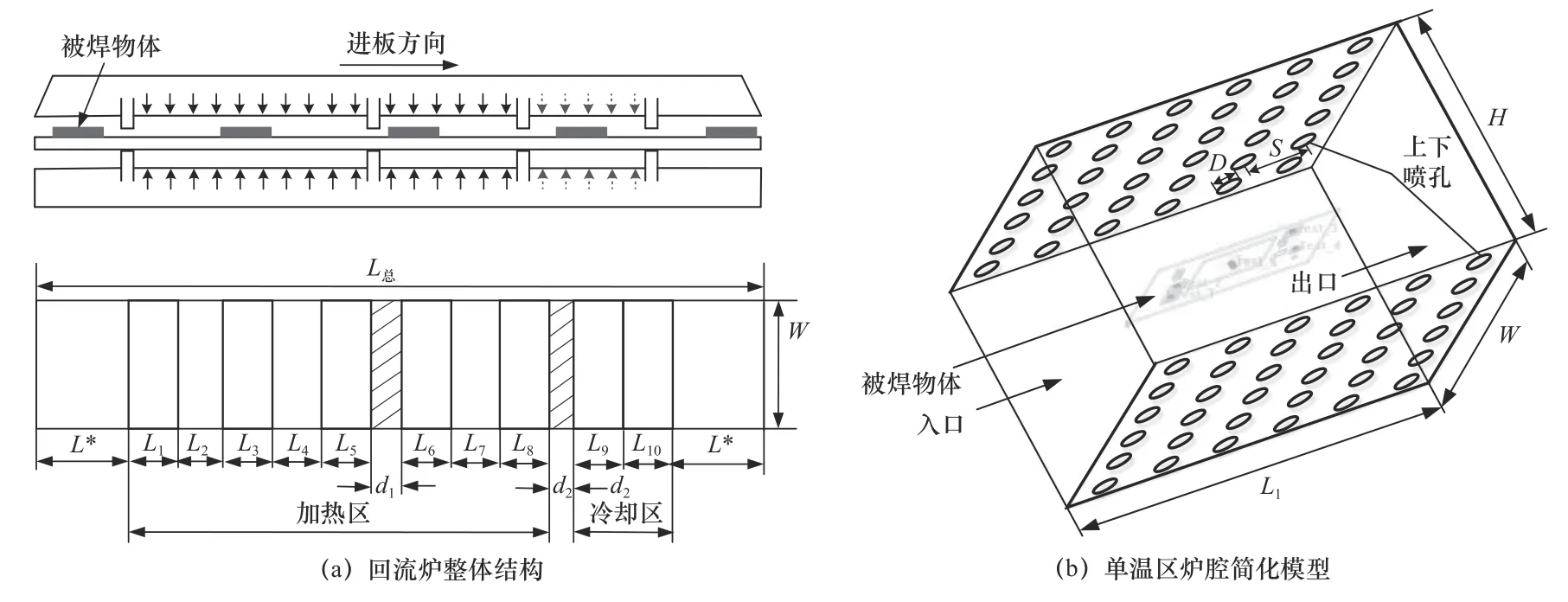
图1 回流炉仿真模型
1.3.2 对流换热系数的确定
对流换热系数是一个物理量,用于衡量通过对流方式传递热量的强弱程度,数值越大则传热能力越强。对流换热系数取决于流体性质、流动速度和界面特性等因素。在实际应用中,对流换热系数的大小对于评估和优化热传递过程至关重要。
已有研究结果表明,自然对流的换热系数一般在1~10 W/(m2· ℃)[13]。对于有气体交换的对流换热[13],计算如下:
式中:hc为对流换热系数;D为喷孔直径;λ0为气体运动黏滞系数;H为喷嘴到冲击表面的距离;为滞止区半径;ReD为雷诺数;Pr为普朗特数。
式(9)中,雷诺数表达式[13]为
式中:u为空气冲击速度;v为空气流体黏度。
2 仿真模型应用验证
2.1 回流焊单温区炉腔模型建立
以十温区回流炉为例,炉总长L总=4 650 mm,单温区长度L1-10=350 mm,高度H=200 mm,宽度W=350 mm,喷孔直径D=10 mm,喷孔间距S=50 mm,炉腔上下具有相同的喷孔分布。建立的仿真模型如图1 所示。
2.2 PCB 组件模型建立
以图2a 所示的某视频开发板为研究对象,由于PCB 板上布线复杂且元器件众多,故对整个组件做简化处理。保留PCB 板上较大的元器件,对A1~A4 这4 个典型元器件详细建模,其余较大元器件使用长方体塑封材料进行替代,以最终得到图2b所示的模型。其余小型元器件对整个PCB 板的温度影响较小,可忽略不计。

图2 PCB 组件仿真模型
PCB 组件材料参数见表1。其中,塑封材料和BT 基板为元器件主要材料,Cu 和FR-4 为PCB 主要材料,SAC305 为焊球焊膏材料。

表1 材料参数[13]
2.3 边界条件设定
2.3.1 对流换热系数
文中所用十温区回流炉为空气加热的热风回流炉。焊接过程中,被焊物体通过上下炉壁喷孔吹风,图1a 中实线箭头表示加热区吹风方向,虚线箭头表示冷却区吹风方向,上风速为2 m/s,下风速为1.5 m/s。结合回流焊传热学机理分析,仿真模型仅对热对流作出详细计算,热辐射在Ansys Icepak 仿真求解中开启默认设置即可,热传导暂不考虑。
图3 所示为喷孔射流冲击流场示意图。其中,H为98.5 mm;r取两个喷嘴间距离的一半,为25 mm。
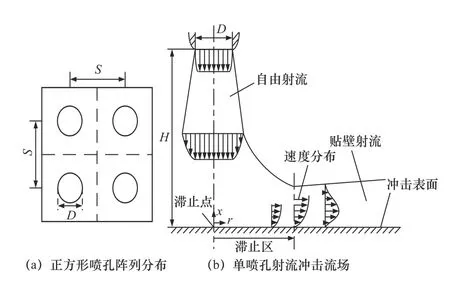
图3 喷孔射流冲击流场示意图[14]
依据回流炉结构参数,结合大气压力下干空气热物理性质,代入式(9)计算获得回流炉内不同温度下PCB 组件表面的对流换热系数,见表2。由表2 可知,温度在20~300 ℃,对流换热系数的值变化不大,故将各温区对流换热系数统一取值为43 W/(m2·℃)。

表2 炉内对流换热系数
PCB 组件在进炉前和过炉后时无喷嘴吹风,其换热形式可视为自然对流,取对流换热系数为10 W/(m2·℃)[13]。
2.3.2 对流换热系数回流炉参数
为验证仿真模型的准确性,参考SJ/T 11216—1999 红外/热风再流焊接技术要求[15],结合回流焊工艺参数,建立3 组温度场数值模型,见表3。

表3 回流炉参数设定
3 仿真结果及试验验证分析
针对表3 三组工艺参数进行数值计算。提取组件上A1~A4 典型器件中心位置、基板中心位置及PCB 核心板中心位置的回流温度,共计6 个监测点,分别编号为Test_1~Test_6,监测点位置如图2b所示。
3.1 不同时刻温度场分布云图
以第1 组工艺参数为例,PCB 组件回流焊过程中不同时刻温度场分布云图如图4 所示。预热升温阶段,由于芯片通常由材料较薄且热导率较高的半导体材料组成,其热导率高于核心板,导致芯片中的热量传导速度较快,使得元器件温度高于核心板温度。回流阶段,PCB 组件受到回流炉短时间内高温加热的影响,热风向PCB 组件快速传递热能,导致整个PCB 组件的温度迅速上升。然而,由于芯片的温度响应较快,故核心板温度略低于但接近元器件温度。进入冷却阶段后,热对流效应减弱。由于芯片具有较小的热容量和表面积,因此在相同的冷却条件下,芯片的散热速度更快,热量逐渐从温度较高的元器件传递至核心板中心位置,使得核心板温度高于元器件温度。

图4 预热、回流及冷却阶段温度场分布图
3.2 仿真结果分析
由于回流温度的控制是回流焊工艺的主要表现形式,以工艺参数组A 为例,采用预热升温速率、冷却降温速率、回流时间和峰值温度4 个质量指标对回流温度曲线进行评估,评估结果见表4。

表4 监测点质量指标计算
固态技术协会(joint electron device engineering council,JEDEC)、SJ/T 11216—1999 标准[15]指出,预热升温速率即温度从室温25 ℃开始逐步加热至150 ℃的速率,通常控制在3 ℃/s 以下,以免焊锡膏飞溅和元器件热应力损伤;冷却降温速率一般为1~3 ℃/s,冷却至75 ℃以下即可,既避免降温过快引起元器件内部的温度应力,又防止降温过缓引起焊盘中过多分解物进入焊锡导致焊点质量不良;回流时间一般为60~80 s,最长不超过90 s,以免形成恶性金属间化合物,使焊点变脆;峰值温度视所用焊膏的不同而不同。对于熔点为217 ℃的SAC-305 焊膏,最高峰值温度一般为230~250 ℃。表4计算结果表明各监测点质量指标值均符合JEDEC、SJ/T 11216—1999 标准。
3.3 试验验证
3.3.1 炉温测试试验
全面了解工艺过程并采取测量手段是确保工艺过程实现良好质量控制的重要方法。温度曲线测试仪可以全面监控焊接过程中的温度变化,精确测量回流焊工艺制程中上升斜率、峰值温度、润湿时间及平均温度等重要特性,从而更加精确地控制产品质量,提高工作效率,以达到降低产品成本的目的。
试验使用十温区回流炉和六通道温度曲线测试仪,试验装置如图5 所示。依据仿真模型在PCB组件表面的不同位置设置特征点,特征位置如图2a所示。为保证试验数据不产生较大的波动,PCB 组件模型固定测温点后,在测温情况稳定时,基本不进行调整更换其他测试点。

图5 试验装置
炉温测试试验的测温过程如下:
(1)将测温板上的热电偶依次插入测试仪的插孔内。
(2)炉温设定后,待回流炉绿灯正常亮起后,将PCB 组件模型及测试仪一并送入回流炉中,打开测试仪的电源和记录数据开关。
(3)测试完成后,在出板端取出测试仪。
(4)在电脑端读出温度曲线,检查曲线是否在合理的制程范围内。若曲线不符合制程界限,则需要继续调试各温区温度,直至测量出符合要求的温度曲线。
以工艺参数组A 为例,PCB 组件仿真及实测温度曲线对比如图6 所示。结果显示,试验测得的特征点温度曲线与仿真计算曲线相比吻合度良好,特征点1~6 的非线性曲线拟合度R2分别为0.87、0.85、0.83、0.86、0.84、0.92、0.94(R2越接近1,拟合度越好)。计算得3 组工艺参数下试验与仿真质量指标均符合JEDEC、SJ/T 11216—1999 标准[15],误差值控制在5%以内。由此可说明本仿真模型构建基本准确,能够用于指导回流焊过程工艺参数的设计。
3.3.2 回流焊工艺质量评估
为进一步研究回流焊工艺的质量可靠性,现从峰值温度和温度变换率两方面对PCB 组件仿真及实测温度曲线做出评估。
(1)峰值温度
基于工艺要求、产品规范及IPC-J-STD-020 非气密固态表面贴装器件的潮湿/再流焊敏感度分类,无铅回流焊峰值温度通常控制在235~250 ℃。表5 呈现了不同工艺参数下各监测点的峰值温度数据。
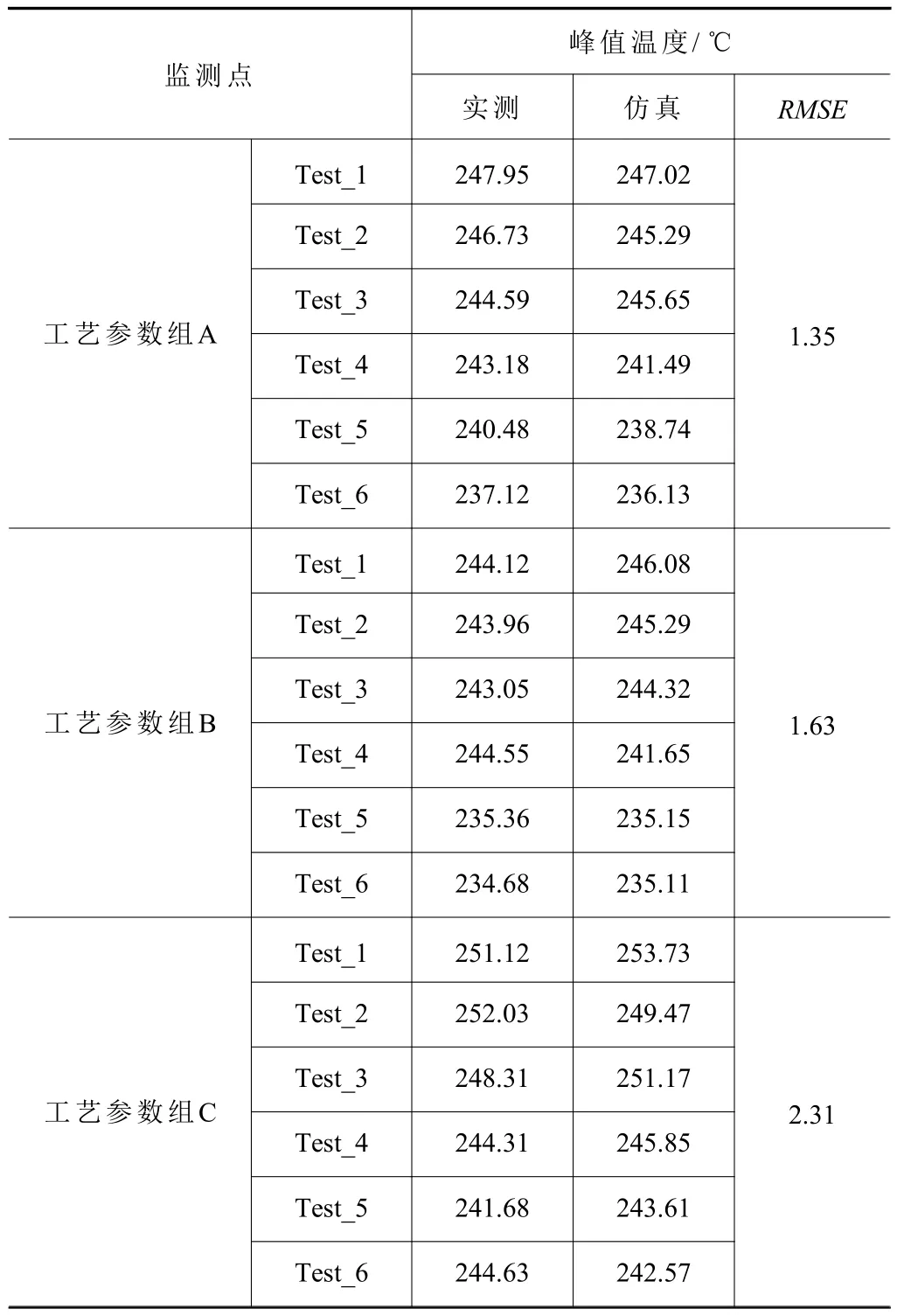
表5 PCB 组件仿真及实测峰值温度
工艺参数组A 下,各个监测点的峰值温度均在目标范围内,并且仿真与实测数据的均方根误差(root mean square error,RMSE)值较小,表明工艺参数组A 能够实现峰值温度的良好控制,符合回流焊的质量要求。
工艺参数组B 下,数据显示Test_6 的实测峰值温度略低于目标范围下限,且对应的RMSE 值稍大,表明工艺参数组B 在峰值温度控制方面存在一定的偏差或不稳定性。
工艺参数组C 下,Test_1 等一些监测点的峰值温度明显高于目标范围上限,仿真与实测数据的RSME 值较大。这表明工艺参数组C 的峰值温度控制存在较大差异,可能会因温度过高造成焊点失效。
综上,工艺参数组A 在峰值温度方面有较好的回流焊质量控制表现。
(2)温度变化率
由于无铅回流焊工艺窗口小,为使整个PCB组件温度均匀,减小PCB 板与大小元器件的温差,无铅焊接需要缓慢升温和预热。由于回流区峰值温度高,为防止因焊点冷却凝固时间过长,造成焊点结晶颗粒长大[9],通常需要快速冷却;同时降温速率也不宜过快,以免损坏元器件,控制降温速率在2~3 ℃/s。
图7 所示为不同工艺参数下各监测点的仿真及实测温度变化率,结果显示:三组工艺参数的温度变化率趋势基本一致。在预热阶段,工艺参数组B相对于工艺参数A 组和工艺参数组C 表现出更慢的升温速率;而在冷却阶段,工艺参数组A 相对于工艺参数组B 和工艺参数组C 表现出更快的降温速率。仿真及实测预热升温速率控制在3 ℃/s 以内,最大误差值为2.51%;冷却降温速率在2~3 ℃/s 范围内,最大误差值为2.16%。

图7 PCB 组件仿真及实测温度变化率
为进一步判断三组工艺参数下预热升温速率和冷却降温速率的差异是否显著,采用方差分析进行比较。分析结果显示,P降温=0.007<0.05,P升温=0.25>0.05,这表明工艺参数对于冷却降温速率的影响显著,而对于预热升温速率的影响不显著。因此,工艺参数组A 可以被视为在温度变化率分析下的最佳工艺参数。
炉温测试试验及回流焊质量评估结果表明:
(1)工艺参数组A、B、C 下各监测点的预热升温速率、冷却降温速率及峰值温度均满足JEDEC和SJ/T 11216—1999 标准[15],试验数据和仿真数据之间的差异较小,模型具有较高的拟合能力和预测准确性,由此验证了模型简化与对流换热处理方法的正确性。
(2)工艺参数组A 能够获得更优的峰值温度和温度变化率,进而获得更优的焊接质量。其温区温度和传送带链速可作为无铅回流焊工艺参数设置的参考。工艺参数组A 中任一监测点回流温度曲线均可直接用于回流焊工艺结构场的研究,进而观察焊点形态变化,求得应力及疲劳寿命值,找到易失效焊点等。
4 结语
(1)建立了一种简化的单温区炉腔有限元仿真模型,综合考虑了回流焊工艺不同温度条件下的对流换热系数。
(2)利用建立的仿真模型,模拟了不同工艺参数下被焊物体的温度分布云图,得到了PCB 组件上典型元器件特定点的回流温度。参考JEDEC、SJ/T 11216—1999 标准[15]对回流温度进行评估,结果显示各监测点质量指标值均符合标准。
(3)搭建了炉温测试试验平台,实测温度曲线与仿真温度曲线吻合较好,试验质量指标值与仿真质量指标值误差较小,表明仿真模型能够准确预测被焊物体的回流温度,验证了提出的回流焊工艺过程质量控制方法及该方法在实际应用中的有效性和可借鉴性。
(4)找到了一组无铅回流焊工艺参数和多条回流焊温度曲线,用于指导生产过程。
猜你喜欢
少先队活动(2022年9期)2022-11-23
农业工程学报(2022年11期)2022-08-22
广东工业大学学报(2020年2期)2020-06-02
科学与财富(2018年16期)2018-08-10
科学与财富(2017年19期)2017-07-19
电镀与涂饰(2016年15期)2016-09-28
通信电源技术(2016年6期)2016-04-20
通信电源技术(2016年5期)2016-03-22
现代计算机(2016年11期)2016-02-28
西南石油大学学报(自然科学版)(2015年4期)2015-08-20