基于包络解调分析法的数控车床镗孔振纹分析与改进
2024-03-15 07:37霍洪旭
制造技术与机床 2024年3期
霍洪旭 蔚 鑫
(①通用技术集团机床工程研究院有限公司沈阳分公司,辽宁 沈阳 110142;②安朗杰安防技术(中国)有限公司,上海 200051)
数控车床在加工中,主轴振动会直接影响工件的加工质量。振动严重时,产生大量噪声,危害操作者身体健康[1-2]。高精密主轴轴承是数控车床主轴的重要组成部分,长期使用的高精密主轴轴承可能发生损伤,从而引起切削加工的振动,会在工件表面形成振纹(颤纹),降低被加工工件质量,甚至降低刀具的使用寿命。
许多学者已经在切削振动方面做出了一些研究。凌益民等人以VMC850E 为研究对象,设计了一种外加阻尼器用来吸收主轴振动的能量[3]。姜广君等人设计了一种基于时间卷积网络的轴承RUL 预测模型,且预测精度优于其他现有方法[4]。张政君等人提出了一种基于时频图与双通道卷积神经网络的轴承故障识别方法,具有较高的准确率和稳定性[5]。卞文彬等人基于稠密连接模块的改进深度残差收缩网络,实现不同负载工况下滚动轴承故障的高效诊断[6]。
本文针对HoriTurn125500F 卧式数控车床加工工件振纹故障,通过多次的、分步的分析机床产生振动的原因,并利用包络解调分析法,同主轴故障特征频率进行对比,辨识得到切削件波纹故障源。并通过轴承拆卸和切削实验,验证了本文故障辨识方法的有效性。
1 故障现象描述
某军工企业在加工某型号材料为特炮钢的炮尾,利用工装旋转加工有孔的两面、ϕ140 mm 内孔及梯形螺纹。设备主轴转速120 r/min,进给速度0.3 m/min,切深1 mm。镗刀杆为570-80-20-2020R山特维克ϕ80 mm 防震镗刀杆和570-3C1502400R 矩形刀柄接杆,探出长度670 mm。工件内孔表面产生振纹,且每个振纹间距基本相等,呈现等间距特点,如图1 所示。
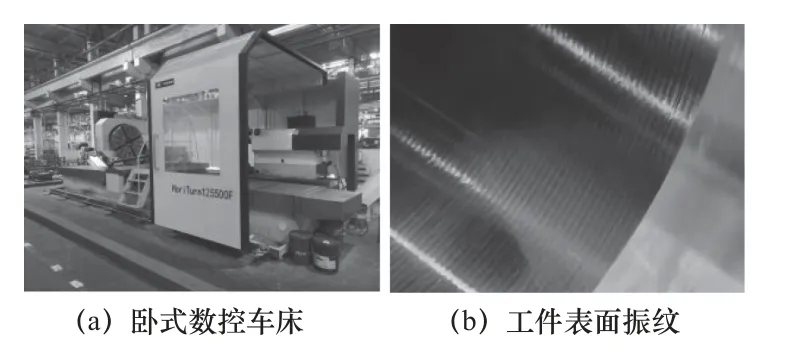
图1 故障现场和工件表面
2 镗孔振纹分析和改进
首先梳理总结了常见的几种可能导致加工件波纹的机械结构故障源,并按照由简至繁的次序进行初步辨识[7],包括地脚与地基、主轴单元、齿轮变速箱和主电机等。
(1)机床地脚螺栓和地基故障。机床一阶频率,对应的模态振型为机床整体绕地脚前后摆动,可通过优化床身地脚处结构或选用减振垫铁,来降低前后摆动的幅值,减弱或者消除精密车削中的视觉波纹[8]。
与此同时,机床地基必须有足够的刚度,以保证机床移动部件运动及承载工作压力时的偏移量,需参照“GB 50040—2020 动力机器基础设计标准”要求检验。
(2)齿轮故障。齿轮组是改变转速、扭矩的重要组件。常见齿轮故障为断齿和磨损。断齿是疲劳过度以及负载过大,造成疲劳断裂,从而导致齿轮箱振动信号呈现出明显冲击。由硬质颗粒引起的接触面磨损,以及润滑问题所产生的磨损称为非正常磨损,常伴随着无规律的振动频率[9]。
(3)有效地降低振动源的传播。受加工误差、偏心等因素影响,主轴箱会在窄V 带的高速传动中引起振动。当激振频率接近固有频率时,窄V 带将出现强烈的横向振动。为此,将电机振动源远离主机能够有效减轻振纹。目前,主电机常采用挂式或落地式安装方式,如图2 所示。其中挂式安装通过减震胶垫阻碍振动的传播,使其结构紧凑、便于发运;落地式安装通过化学螺栓与地基相连,激光对中仪进行精确对中,从源头上解决振动的结构传播。

图2 主电机安装方式
(4)进给轴部件刚性检测。为防止加工时进给轴组件存在间隙,使振动引起的结构件安装不牢,对运行中的进给轴组件进行刚性检测,如图3 所示。
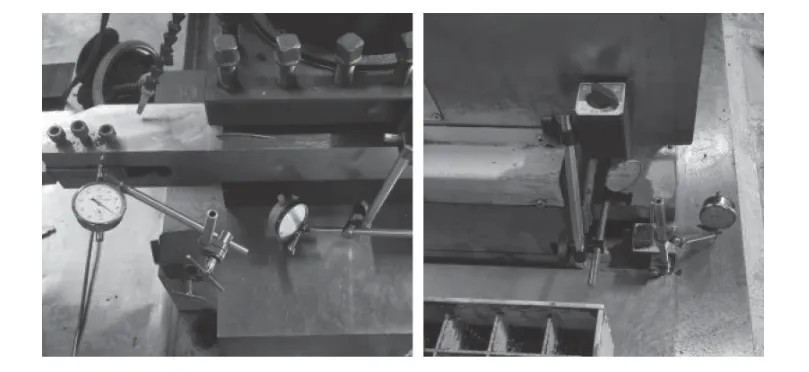
图3 进给轴组件刚性检测
(5)采用被动抑制法检测振动源。被动抑制法是在机床上外加吸振器或质量块的方法来减轻机床部件的振动,此过程无外界能量供给。具体措施:主轴箱增加配重和非刀片端刀杆增加配重或磁铁,如图4 所示。
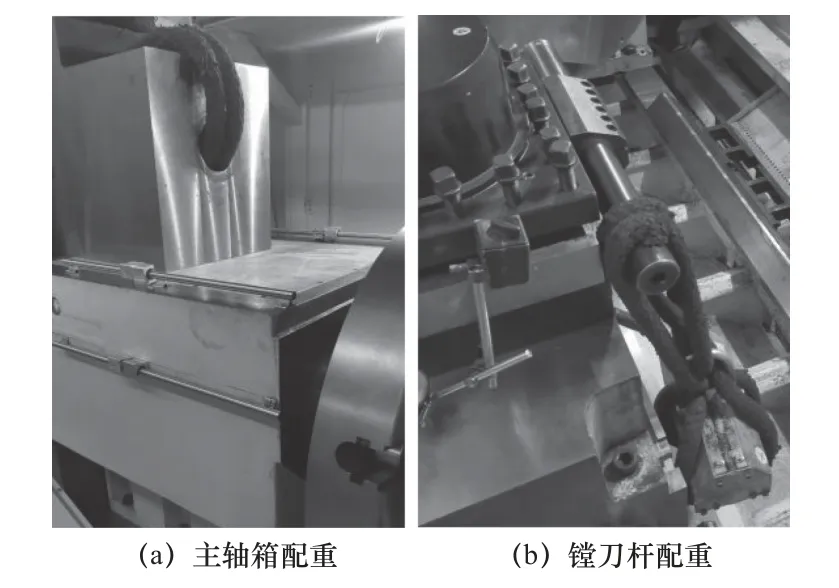
图4 被动抑制法检测振动源
(6)提高主轴箱刚性支撑。对主轴箱侧面做加强支撑机构,可减缓因主轴箱刚性不足而产生的自激振动。主轴箱表面打磨掉原漆后使用TS316 减摩涂层胶水,使支撑机构同主轴箱和床身固定,如图5 所示。

图5 主轴箱支撑机构
经过分析发现,常规的检测判断振动来源同主轴箱、主电机、滑鞍组件、刀杆等无关,进一步判断振动来源很大可能是主轴和主轴轴承,为此需要专用工装检测主轴刚性和采用主轴振动信号进行时频域分析,来判断波纹故障来源。
3 卡盘浮动支撑工装与包络解调分析法
3.1 卡盘浮动支撑工装检测主轴刚性
工件悬出过长,易使主轴产生疲劳和形变。为判断加工振纹是否受主轴刚性影响,采用卡盘浮动支撑工装,可通过工装前后被加工件表面质量诊断振纹。
卡盘浮动支撑工装由底板、碟簧组及碟簧座、导向轴及滑动轴承、左右自润滑支撑滚轮组及水平调整支架等组成,如图6 所示。通过调整两个滚轮之间的距离来调节支撑力,浮动机构依靠碟簧产生浮动顶紧力。实验发现:此结构能够间接提高主轴刚性和缓解刀纹的深度,但不能消除振纹的宽度。说明镗孔振纹缘由与主轴刚性无关,需要进一步对主轴轴承进行检测。

图6 卡盘浮动支撑工装
3.2 包络解调分析法
主轴轴承是传动系统中的重要精密部件,且又较为薄弱。由于受到车削载荷和润滑等因素的影响,低转速轴承会产生磨损,引发低频振动[10]。引起的冲击信号往往会激起高频固有频率,即低频故障信号作为某高频载波的边频出现。因此,对于这种出现调制现象的故障信号,往往需要通过包络进行分析诊断[11-12]。
包络解调分析法是提取附在高频信号上的低频信号。当主轴支撑轴承出现局部磨损时,伴随切削加工产生周期性脉冲冲击力,激起机床的高阶固有振动。以高频固有振动为研究对象,采用高通滤波将其从信号中提取出来。然后通过包络检波,提取周期脉冲对应的包络信号,对包络信号进行频谱分析便能将与故障有关的信号从高频调制信号中提取出来,快速而正确地诊断出故障发生的部位,避免了与其他低频干扰的混淆,其原理示意图如图7所示[10]。

图7 包络解调分析法
为进一步分辨主轴故障的具体故障源,以便于后续开展检修工作,需根据轴承参数进行参数测量和故障特征频率计算。
3.3 主轴轴承参数测量
出现故障的卧式数控车床主轴为机械式变档主轴,最高转速nmax=250 r/min,其总体结构如图8 所示。主轴轴承几何参数见表1。

表1 主轴轴承参数

图8 主轴轴承分布图
3.4 故障特征频率计算
文献[9]给出的机床主轴轴承故障特征频率计算方法见式(1)~式(6)。
轴承内圈转动频率:
一个滚动体通过内环上一损伤点的频率:
Z个滚动体通过内环上一损伤点的频率:
一个滚动体通过外环上一损伤点的频率:
Z个滚动体通过外环上一损伤点的频率:
轴承滚动体上的一损伤点通过内环或外环的频率:
式中:d为滚动体直径;D为轴承节径;α为轴承接触角;Z为滚动体个数。
根据式(1)~式(6),以及表1 中主轴轴承参数,计算得到主轴故障特征频率,见表2。

表2 主轴轴承参数
4 试验验证
为进一步辨识加工振纹故障源,采用LC-810型振动信号采集分析仪,高通滤波和分析频率设置到1 kHz,并开启包络和抗混滤波,如图9 所示。试验遵循传递路径最短、测点刚度最大两条原则,对主轴箱靠近主轴轴承位置进行主轴空载振动采集。

图9 振动试验设备
对主轴前端和后端振动信号进行采集,数据见表3。前端和后端振动信号频率均值分别为22.37 Hz和45.94 Hz。根据表2 中主轴轴承故障特征频率计算结果发现:NN3048 的双列圆柱滚子轴承滚动体和NU1038 的单列圆柱滚子轴承外圈故障特征频率分别为22.127 Hz 和44.792 Hz,与实验获取的主轴振动信号监测结果中的故障特征频率基本一致。因此故障源为:主轴存在双列圆柱滚子轴承滚动体和单列圆柱滚子轴承外圈故障。

表3 主轴振动信号进行采集数据
4.1 主轴拆卸
为进一步辨识、检验故障源是双列圆柱滚子轴承,还是单列圆柱滚子轴承,甚至是两者均发生故障,现场对该轴承进行拆解。从图10 可以明显看出,轴承的外圈和滚动体存在严重的磨损。如果该轴承继续服役,很可能引起烧瓦、抱轴,并导致重大的安全事故[13]。

图10 主轴轴承磨损
4.2 切削实验验证
为进一步检验数控机床切削振纹的故障源是否为主轴轴承,本文将NU1038 单列圆柱滚子轴承更换为高预紧力31038P4DB 的角接触轴承,并更换NN3048 轴承。重新装配精密机械主轴,并完成切削加工实验。实验条件:主轴转速120 r/min,进给量Fs=0.3 mm/r,切深1 mm。切削件局部效果对比如图11 所示,可以看出,更换故障轴承后,能有效消除加工件表面振纹现象。

图11 切削件效果对比
综上所述,将本文通过包络解调分析法辨识得到主轴轴承故障源,替换后确实有效地消除了切削件表面的振纹现象,验证了本文包络解调分析法的有效性。
5 结语
(1)通过安装卡盘浮动支撑工装,对比切削效果,发现该装置能够间接提高主轴刚性和减小刀纹的深度,但振纹的宽度不能改变。进一步说明镗孔振纹缘由与主轴刚性无关。
(2)基于包络解调分析法,通过LC-810 型振动信号采集分析仪对主轴前端和后端振动信号进行采集,均值分别为22.37 Hz 和45.94 Hz。同NN3048和NU1038 轴承计算故障特征频率22.127 Hz 和44.792 Hz 相近。更换高预紧力31038P4DB 的角接触轴承和NN3048 轴承后,对比试验效果明显。
(3)包络解调法能够有效提取载附在高频信号的低频信号,是滚动轴承诊断中一种有效方法,在故障诊断分析领域中非常具有前景。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30
当代陕西(2022年5期)2022-04-19
防爆电机(2020年6期)2020-12-14
河南科学(2020年3期)2020-06-02
科技创新与应用(2020年4期)2020-02-25
模具制造(2019年4期)2019-06-24
光学仪器(2019年3期)2019-02-21
制造技术与机床(2018年12期)2018-12-23
金融法苑(2018年2期)2018-12-07
湖北农业科学(2017年12期)2017-07-15