
气液增压技术的单字轮VIN 号码压字设备研究
2024-03-15 09:54范成勇李丽霞苗继合
设备管理与维修 2024年3期
范成勇,李丽霞,苗继合
(济南中正金码科技有限公司,山东济南 250101)
0 引言
VIN(Vehicle Identification Number,车辆识别代号)由17 位字符组成,包含了车辆生产厂家、年份、车型、车身型式及代码、发动机代码及组装地点等信息,是用于识别辆车,由车辆制造厂指定的一组编码,具有30 年之内在世界范围的唯一识别性[1]。目前,国内乘用车厂家多数采用气动刻划的方式在白车身或零部件(如车身副驾驶座椅横梁、车身流水槽前围)零件上刻划VIN 号码。
打刻头一般有X、Y 两个方向的运动机构和刻划针腔组成,通过定制的工装夹具,使打刻头和零部件的相对位置关系固定,然后刻印出持久性的标识字符。X、Y 方向的两个运动机构由步进电机及驱动器作为动力源,滚珠丝杠作为执行机构,由工业计算机发出指令打刻出特定的字符。由于控制步进电机的电缆虚接、老化、夹具错动、步进电机丢步、气压波动以及其他原因,容易造成字符刻划不良。打刻设备本身造成的VIN 号码字符不良主要表现形式有:号码整体偏移、号码起始位或结束位偏移、局部字符变大或缩小、字符变形、字符间距变化、字符深度不足[2]。出现这种情况就要返修或报废,造成汽车制造厂的成本增加。如果打刻作业在总装线上进行,则出现打刻不良造成的返修或报废成本更高。
1 气液增压原理及优点
增压缸将油压缸与增压器结合为一体,使用纯气压动力,利用增压器大、小活塞截面积的比例,将气压的低压转化成数十倍的油压压力,供应油压缸使用,使其达到液压缸的高压出力。气液增压缸结合了气缸和油缸的优点,使用压缩气压就能达到油压缸的高出力,而不需要液压单元,其优点有动作速度快、传动稳定、缸体装置简单、出力调整容易、能耗低等。
2 气液增压压字机
本文介绍的单字轮旋转的压字机适用在车身零部件领域,压字的零件表面下面不能有空腔,必须有砧板可以衬托。适用于汽车制造厂的焊装车间,座椅横梁、发动机舱前围等零件的压字工作。
压字机的X 向进给机构(横移轴)由伺服电机控制,可以通过控制系统设定字间距的大小。压字机的定制工装夹具起到支撑和定位压号零件的作用。气液增压缸(有压缩空气驱动)执行压字动作。压字机由电气控制系统和工控计算机控制。单字轮伺服电机旋转选字机构,字轮的外圆雕刻有40 个字符(23 个英文字母和0~9 阿拉伯数字以及其他特殊符号)。压字控制系统从生产指示系统获取压字的数据(VIN 号码),并自动校验VIN 号码是否正确、重号。确认正确后,控制对序号选字机构和进给机构伺服电机,实现选字和确定字间距,并通过对气液增压缸的控制实现压字力的控制(图1、图2)。
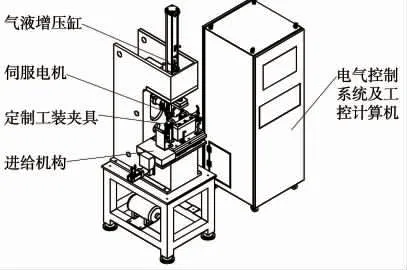
图1 气液增压压字机结构

图2 气液增压压字机工作流程
2.1 气液增压缸负载能力(压字力)计算
气液增压缸的工作共分三步,初始增压缸处于回位状态,气路为快进回路通气时,液压缸带动前轴下降,预压完毕;气路为增压回路通气时,液压增压活塞下降,进入增压过程;气路为回位回路通气时,增压活塞与前轴回位,完成一个动作。
压头在接触工件前的压力为气压输出力(最大为额定冲压力的1%~5%),接触后气液增压缸自动从预压行程转化为力行程,压力达到油压输出力设定值。上述过程冲击力较小,可以很好地保护字轮,延长字轮使用寿命。气液增压缸的规格选定以后,其油压输出力和输入的压缩空气压力的比例是线性关系。在乘用车制造工厂,气源能够很方便的获取。通过调节输入压缩空气的压力,可以限定压字机的最大压字力。
单个字符的压字力和待压字零件的抗拉强度相关,也和字体的大小、压字深度、字符笔划的角度以及字符笔划的总长度相关。选择增压缸时需按照最复杂字形所需的压字力大小来选择。根据相关资料,常见的汽车用钢板抗拉强度性能见表1、字高对压字力的影响系数见表2。
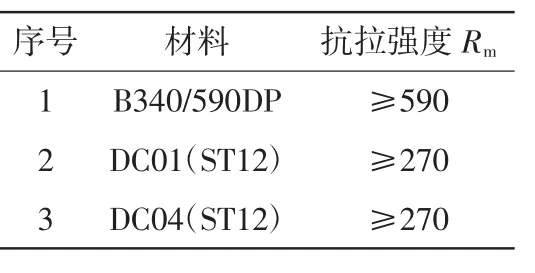
表1 常用汽车用钢板抗拉强度性能 N/mm2

表2 字高对压字力的影响系数
根据压刻力计算公式:
式中 Fp——压字力,N
通过数字化工艺控制技术,对叉车门架型钢的开发进行研究。选用160Ja型钢进行3 T以内的叉车门架制作,在生产过程中会产生不对称的复杂断面。高精度型钢设计人员在加工中,需要对孔型填充过满、轧制翘头等现象进行控制。同时轧件在多次轧制过程中,还会出现轧制不均匀的变形情况,这需要技术人员对轧件成品的规格尺寸进行控制。通过数字化数值模拟系统,能够完成160Ja型钢的孔型设计和轧制流程模拟,并能够对多次轧制出现的缺陷进行控制。同时利用虚拟网络环境进行数值模拟,能够在节约开发的前提下,完成不同轧制流程的试错,从而生产出符合国家标准的高精度型钢产品。
Rm——钢材抗拉强度,N/mm2
A——字高相关系数,mm2
ST——一次压刻过程中字符的位数
如果需要压字的零件抗拉强度Rm为600 N/mm2,字高为8 mm,一次压1 位字符,代入公式计算可得Fp=600×27×1=16 200 N。推荐预留30%安全裕量,则压刻力为16 200×(1+30%)=21 060 N。因此需要气液增压缸的输出能力至少为21 060 N(压缩空气供给压力0.5 MPa),并根据实物材料试压的结果来选择气液增压缸的大小。
2.2 压字机机架计算
压字机采用C 形机架(单柱式液压机结构,机架开口呈C 形),左、右和前方均为敞开式,方便上下工件。C 形机架由2 块整体的C 形钢板焊接而成,刚度高。为保证压印字符深度的一致性,在最大压刻力下,控制气液增压缸中心线的角位移(相对于无负载状态中心线)不大于3′[3]。
2.3 单个字符压字力的控制
根据国家相关标准的要求,车辆识别代号采用直接打刻的方式进行标示时,乘用车VIN 字码深度应不小于0.2 mm[1]。
利用深度计测量所有字符的压字深度,调整压字深度的一致性。压字力(气液增压缸出力)的控制方法为:设气液增压缸油压缸活塞的面积为S,油压的大小为P油,则有压字力FP=P油×S,即。根据字符对应表中每个字符对应的压字力,可以计算得出字符对应的油压值,并通过实时监测控制当前油压值与设定油压值。
2.4 单字轮旋转选字机构
字轮由伺服电机进行控制选字,通过计算机系统发出指令,伺服电机执行旋转到相应的字符(图3)。字轮外圆的字符可以根据客户需求进行定制。客户可以定制专用字符,以提高VIN 号码的防伪性能。字符一旦雕刻完成,其外形即被固定下来,在压字过程中不会存在大小变化和字符变形的问题。
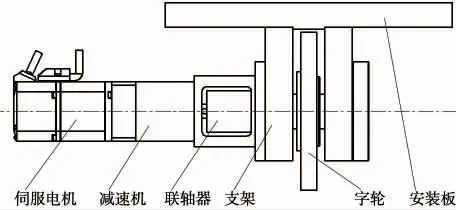
图3 单字轮伺服电机旋转选字机构
字轮外圆雕刻的字符和字轮原点位置确定好以后即可固定下来,更换新的字轮时也不需做大的调整。为了能够快速选字,常用字符要靠近原点布置。容易磨损的字符可以在字轮外圆上增加备用字符。字轮的材料在淬火后应具备一定的硬度和韧性,一般选择SKD11材料。在选型驱动字轮旋转的伺服电机时,需要考虑转动惯量的匹配。
2.5 砧板材料选择
一般情况下,乘用车压印VIN 号码的零件板材厚度小于1.4 mm,在进行压字作业时零件背面需要砧板进行支撑。砧板的硬度在42 HRC 左右,没有硬度的情况下容易形成压痕。在硬度接近字轮硬度的情况下,容易损坏字轮。
砧板表面和压字零件底面要能很好的贴合,如果压字零件背面和砧板之间有空隙,会造成压印字符周边凹陷。砧板与压字零件接触面应做倒棱处理,必要时根据压字零件的数模进行3D 仿形加工。
2.6 压字机的生产节拍
国内乘用车工厂总装线的产能比较高的每小时可下线60 辆车。本设备采用了快速型气液增压缸,其允许动作频率达到40~65 次/min,压字机单个字符的压字时间小于2 s,完成一组VIN 号码的时间约为35 s,可以满足乘用车工厂的生产节拍要求。
2.7 压字效果和普通气动刻划效果对比
从图4 所示的对比效果可以发现,压字效果笔划更圆润,没有毛刺现象,也没有出现字符的变形、扭曲、歪斜等不良的现象。通过对单个字符进行压字力调整和控制,能够保证一组VIN 号码深度的一致性。

图4 压字效果对比
3 结束语
利用气液增压技术的单字轮旋转VIN 号码压字机,通过对单个字符进行压字力的控制,有效克服了普通气动刻划设备常见的字符缺陷问题,有利于乘用车制造厂家节省制造成本,提高VIN 号码的防伪性能。对于常用汽车高强度钢板,压字深度能够达到0.3 mm 以上,拓印效果清晰、整体效果美观,具有较高推广价值。
猜你喜欢
北京航空航天大学学报(2021年6期)2021-07-20
百姓生活(2020年3期)2020-08-29
养生保健指南(2019年7期)2019-12-16
中国特种设备安全(2019年9期)2019-12-03
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
发明与创新(2016年26期)2016-08-22
设备管理与维修(2016年7期)2016-04-23
学苑创造·A版(2016年1期)2016-03-10
水电站机电技术(2014年3期)2014-04-06
