
Q616 鼓形滚珠联轴器拆装工艺探讨
2024-03-15 09:54李阜璋
设备管理与维修 2024年3期
李阜璋
(白银恒诚机械制造有限责任公司,甘肃白银 730900)
0 引言
联轴器是机械传动中的重要部件,在设备、减速机、电机三者的联接中广泛应用。根据联轴器的结构和使用条件,选择正确的拆装工艺,能够提高设备联接的可靠性,减少设备运行中的振动,延长联轴器的使用寿命。
白银有色集团第三冶炼厂烧结车间2 号链板运输机的Q616 鼓形滚珠联轴器为技改时引进安装,与唐山冶金矿山机械厂SVND560-280-Ⅰ型减速机配套使用。该联轴器自技改完成后,连续使用多年未进行更换,本次因减速机损坏需将其拆卸并安装至新减速机。
行业内对于联轴器的拆装研究较多,如文献[1]对鼓形联轴器在矿用刮板运输机中的应用和使用建议做了简要说明;文献[2]对大过盈量联轴器的几种拆卸方法进行对比及分析;文献[3]对设备零部件过盈装配的方法选择及要求进行阐述与分析;文献[4]总结和提出机械部件装配前的检测和定位测量方法;文献[5]、文献[6]通过提出过盈装配的几种方法,分析不同零部件的最优选择,并给出建议。这些成果对本次Q616 鼓形滚珠联轴器的拆卸和装配具有宝贵的借鉴意义,但对于大直径、大过盈量、高精度要求,且无技术资料及图纸可供查询及参考的问题,仍需要通过现场的实践进行探索、总结。
1 Q616 鼓形滚珠联轴器
1.1 结构组成
Q616 鼓形滚珠联轴器具有高可靠性、高强度、高寿命的特点,适用于刮板运输机连续运行的要求。该联轴器由轮毂、鼓形滚珠、外保持架三部分组成,轮毂外径Φ=680 mm,内径Φ=460 mm。联轴器轮毂与减速机低速轴过盈装配,并随轴共同转动;鼓形滚珠均匀安装在轮毂外沿的凹槽中,并通过油脂润滑,适用于低速、高载荷工况,运行稳定。
1.2 拆装要求
(1)保证原结构不受影响。本次维修需要将Q616鼓形滚珠联轴器过盈零件拆卸下来,维修后再按照原结构装配回去。在维修中必须采用正确的拆卸方法,保证零件不受损害,确保机械的整体性与稳定性。
(2)装配工艺要求:大直径、大过盈量联轴器装配对维修技术水平要求比较高,必须根据过盈配合的要求,按照一定的装配原则,结合实际情况选择正确合理的装配方法,才能保证机械各零部件的安装要求,从而提高机械的可靠性和使用性能。
2 Q616 鼓形滚珠联轴器拆装工艺
2.1 联轴器拆解
该联轴器需要拆卸后重新进行安装使用,对拆解的质量要求较高,尤其对于大直径、大过盈量联轴器,选择合适的拆卸方法及流程至关重要。
2.1.1 拆解准备
(1)整体清理及位置标记。清理联轴器表面沉积的油垢、腐蚀物及矿粉等,对锈蚀严重的螺栓首先进行除锈,再对锈蚀严重的螺栓喷涂溶剂(松锈剂),以便于拆卸。在联轴器拆卸前,对联轴器各部件之间互相配合的位置做标记作,连接螺栓分类进行涂装标记,避免混淆。
(2)拆卸方法的选择。设备大过盈量联轴器的拆卸,往往采用火焰加热、拉马、压力机等方式进行。
火焰加热:其工作原理是利用火焰(氧气乙炔)对联轴器进行加热,使轮毂受热膨胀后进行拆卸。由于火焰加热较为缓慢,联轴器被烘烤加热的同时,对应的轴也会发生热变形,联轴器的尺寸较大,则主轴与轮毂之间的过盈量不会减少,故无法满足拆除的要求。
三角拉马或四角拉马:其工作原理是通过对联轴器施加轴向力,克服两者摩擦力来进行拆除,适用过盈量小、尺寸小、摩擦力小的情况,故无法满足该联轴器的拆卸。
压力机:拆解减速机,将轴与轮毂整体取出,再将其固定在压力机上,通过在轴上施加轴向力,将两者进行分离。该方法效率低、工作量大,需要对减速机进行拆卸及安装,现场检修一般不采用该方式。
(3)拆卸工装制作。结合现场实际情况,通过分析计算,设计制作一套轮毂拉拔工装,结合使用200 t 液压千斤顶进行拆卸。该工装一端可卡在联轴器轮毂上,另一端作为支撑,通过液压千斤顶作用在轴上的力,可以将轴与轮毂分离,减少拆除减速机的繁重工作,且该工装使用便捷、拆装简单、效率高。轮毂拉拔工装如图1 所示。
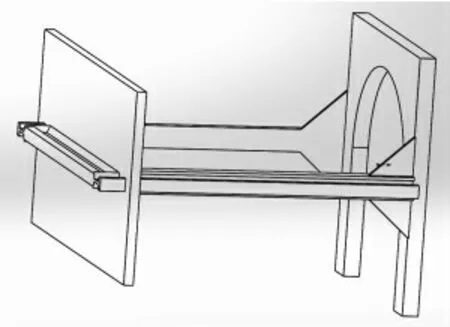
图1 联轴器轮毂拉拔工装
2.1.2 外保持架拆除、检查
拆除联轴器连接螺栓,将外保持架与轮毂进行分离后拆除。保持架拆除后,部分鼓形滚珠与轮毂脱离,需派专人进行收集、清洗、保存。利用千分尺检查、测量鼓形滚珠磨损情况,更换磨损严重的滚珠。
2.1.3 轮毂拆卸
联轴器拆卸过程中,最困难的是从轴上拆下轮毂。设计、制作的拆卸工装与轮毂的外形尺寸相配,受力时避免产生滑脱现象。
(1)工装吊装、调整。利用天车将工装吊运至联轴器轮毂位置,通过调整工装使前端压板与轮毂充分接触。为保证轮毂受力均衡,避免拆卸工装变形,需保证工装处于水平状态,并在下方焊接支腿将工装进行固定。
(2)施加作用力。工装固定就位后,将液压千斤顶吊至工装内部,调整液压缸、轴的中心保持在同一直线上,然后均匀、缓慢施加轴向作用力,使得轮毂与轴缓慢分离。联轴器轮毂拆卸示意见图2。
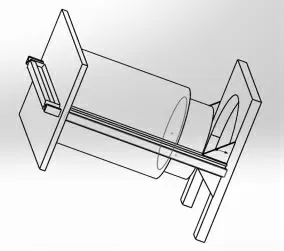
图2 联轴器轮毂拆卸示意
(3)拆除工装。将轮毂从轴上分离后,移除液压千斤顶及拆卸工装,清理、检查低速轴及轮毂是否损伤,拆卸工作完成,随即开始装配前的准备工作。
2.2 联轴器装配
联轴器拆卸完成后对零部件进行测量、修配,测量联轴器与新装轴的过盈量,并结合现场实际情况对比、选择最适宜的装配方式,保证装配工作顺利进行。
2.2.1 装配准备
(1)部件清洗、清点。联轴器与轴属于紧密配合件,因此安装前必须保证孔内及轴表面清洁,无细小颗粒等杂物及毛刺。复装之前对配套零部件进行清点(螺栓、鼓形滚珠、密封等),检查无误后进行清洗,清洗后的零部件需将洗油擦拭干净。
(2)轮毂与轴尺寸测量。为避免出现测量误差,使用前对量具进行校核。测量内、外径时,为规避毛刺和变形带来的影响,需避开边缘部位,并进行多次测量。
(3)键槽与键配合检查。装配前,采用涂色法对键槽与键的配合情况进行检查,键的两侧面与键槽的壁严密贴合,两者的配合情况满足装配要求。
(4)打磨、去毛刺。检查轮毂外边缘、滚珠凹槽、减速机轴表面、键槽及键等部位,采用锉刀或细砂纸对毛刺、翻边进行打磨处理,避免装配时出现卡滞现象,并在结合面涂抹适量润滑油。
2.2.2 装配方法选择
鼓形联轴器的联轴节与轴的联接通常是过盈配合,过盈联接件常用的装配方法有:静力压入法、动力压入法、温差装配法及液压装配法。
(1)静力压入法:通过夹钳、千斤顶或压力机进行,一般适用于锥形轴孔。同时,受到压力机械限制,在过盈较大时,施加力比较困难,且压入时会切去联轴器与轴之间配合面上不平的凸峰,使配合面受到损坏,因此,这种方法一般应用不多。
(2)动力压入法:采用冲击工具或机械来完成装配,一般用于联轴器与轴过盈不大的场合,通常用手锤敲打,在联轴器表面垫放木块,铅块或其他软质材料做缓冲,该方法同样会损伤配合表面,适用低速和小型联轴器的装配。动力压入法同样会对铸铁、淬火的钢制联轴器局部造成损伤,不宜采用。
(3)温差装配法。一般用液氮等作为冷源,对被包容件(轴)进行冷缩,需要有一定的绝热容器,只有具备条件时才采用。加热装配法是加热包容件(孔),使其直径膨胀超过过盈配合值,从而使得孔的内径略大于轴的外径,不需要施加很大的力,就可以将联轴器装到轴上。实践中,加热膨胀值必须比过盈大,才能保证顺利将轴装入孔中,避免安装中孔冷却收缩,发生轴与孔卡住的事故。
加热装配法的热源选择很多,如用烤炉或加热器进行加热,但装配现场一般采用油浴加热或焊枪烘烤。普通的火焰加热法类似于不规范的热处理,但受热不均匀,部分区域温度过高,材料的性能、强度受到影响,反复的加热将会导致联轴器的实际寿命低于理论寿命[2]。油浴加热能达到的温度取决于油的闪点,一般在200 ℃以下,采用其他方法加热时,温度会高于200 ℃,但从金相及热处理的角度考虑,加热温度不能任意提高,钢的再结晶温度为430 ℃,超温会引起钢材内部组织的变化。
通过对上述几种方法进行对比分析,针对Q616 鼓形滚珠联轴器直径大、过盈大的特点,结合厂家要求(联轴器的拆卸和装配过程中,不得影响联轴器的材料性能,不对联轴器造成损伤),最终考虑选择采用高闪点油浴加热法进行装配。
2.2.3 装配流程
(1)油浴加热轮毂。为避免联轴器高温再结晶引起结构变化,将加热温度控制在400 ℃以下。天车通过卡爪将轮毂吊入油浴槽并保持悬空状态,轮毂禁止与油槽底接处,随后向槽内加注齿轮油。火焰加热齿轮油对轮毂进行煮沸,保持慢速、均匀升温,否则会影响联轴器温度均匀性。
为使热装操作方便而有把握,加热联轴器使其内径的膨胀量达到两者实测过盈量的2~3 倍(常采用3 倍)。采用红外测温仪持续测温,当温度加热至要求值后,每10 min 用千分尺测量一次轮毂膨胀后的内径,待加热膨胀的内径数值大于轴外径0.17 mm 以上时,轮毂的热膨胀即达到装配要求,可进行下一步的装配工作。
(2)联轴器装配。安装前在轴上涂抹机油进行润滑,便于联轴器的内孔更容易进入减速机的轴端。安装前要调整好位置及角度,装配过程中要迅速,避免出现内孔冷却收缩而与轴卡死。安装到位后使用冷水对轴内侧进行冷却,防止轴急剧升温传到减速机导致密封或内部部件损坏,保障减速机的整体功能。待联轴器冷却后,安装鼓形滚珠及外保持架,并加装润滑油。
(3)装配后检查。联轴器在安装完成后进行盘车,用扳手转动减速机高速轴,检查转动情况是否良好,是否有异响及振动。
3 结束语
Q616 鼓形滚珠联轴器直径大、与轴过盈大、拆装要求特殊,将理论与现场实际相结合,提出科学、经济的解决方案,顺利完成了该设备的检修任务,为后期大直径联轴器的拆装总结了宝贵的经验。此外,鼓形联轴器的使用寿命除了对安装精度的要求外,还可通过定期对联轴器的连接螺栓进行紧固、加注润滑油、加强状态监测等一系列措施,将故障隐患消除在萌芽状态,延长其使用寿命。
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
制造技术与机床(2019年11期)2019-12-04
重型机械(2019年3期)2019-08-27
现代制造技术与装备(2018年5期)2018-02-17
科技视界(2017年1期)2017-04-20
中国新技术新产品(2017年7期)2017-03-18
深圳职业技术学院学报(2015年5期)2015-11-30
山东工业技术(2015年14期)2015-07-16
微特电机(2015年1期)2015-07-09
河北科技大学学报(2015年5期)2015-03-11
