商用聚对苯二甲酸乙二醇酯短纤维中低聚物析出机制及影响因素
2024-03-13 08:54谢艳霞张唯强徐亚宁赵书涵尹雯萱张文强
纺织学报 2024年1期
谢艳霞, 张唯强, 徐亚宁, 赵书涵, 尹雯萱, 张文强, 韩 旭
(1.安徽工程大学 纺织服装学院, 安徽 芜湖 241000; 2.安徽省纺织工程技术研究中心, 安徽 芜湖 241000;3.滁州霞客无染彩色纺有限公司, 安徽 滁州 239000)
聚对苯二甲酸乙二醇酯(PET)短纤维性能优良、原料廉价、纯纺和混纺品种丰富,在服装及产业用纺织品等领域应用广泛。由于制造流程复杂、加工温度多维,PET短纤维表面易析出低分子质量聚合物(低聚物),在纺纱及染色等后道工序易形成白色粉末脱落,对生产效率、产品质量和工人身体健康产生不良影响[1]。近年来,随着纤维细旦化和纺丝高速化技术的快速发展,粉末脱落问题日趋突出[2],对企业形成较大的减排压力。探明制备条件下低聚物的析出规律、析出原理及构效关系,降低白色粉末污染,成为产业界亟待解决的问题。
PET低聚物约占聚合物质量的1%~3%[3],主要成分是环状低聚物,包括环聚物[(CO·C6H4·CO·O·CH2·CH2.O)x,x=3~13]和含二甘醇残基的环聚物 [(CO·C6H4·CO·O·CH2·CH2·O)xCH2·CH2·O,x=2~7][4],其中环状三聚体(C3)含量最多,占环聚物总量的70%以上[3,5]。20世纪60年代以来,科研工作者在环聚物形成机制及结构性能等方面发表了多项研究成果。文献[6-8]等提出环聚物的形成是分子内端羟基环化和内部酯交换反应的结果。Cooper等[9]提出环聚物以平衡浓度溶解在线型聚酯熔体或反应溶液中,是PET缩聚反应平衡的产物;Vermylmen等[10]将不含环聚物的PET颗粒于285 ℃热处理发现,颗粒中重新形成与PET分子存在平衡关系的环聚物。Cimecioglu等[11]研究了磨碎的PET聚酯切片和纱线在200 ℃时的环聚物结晶过程发现,随热处理时间延长,表面环聚物数量增多、粒径增大、晶型清晰,且数量于5 h达到最大值。国内关于PET低聚物的研究起步较晚,以国外环聚物研究进展为基础[3,12-13],对纤维染整过程的低聚物的研究较为充分[14-17],对聚酯切片、长丝和双轴拉伸薄膜等产品的环聚物萃取、表征和降低等也进行了一些研究[18-20]。
综上,国内外对PET低聚物的研究很少考虑短纤维特有的加工条件,对短纤维纺丝后加工过程中环聚物的析出规律及性能等方面的研究更为鲜见。本文筛选了2种易出现粉末脱落的商业PET短纤维,对其进行萃取和热诱导,基于纤维表面低聚物和总低聚物,以及短纤维、萃取纤维和热诱导纤维的性能表征与测试,分析了低聚物性能及其析出的影响因素,探讨了低聚物析出规律和原理。研究结果对现有PET低聚物理论形成有效的发展和补充,可为产业界研究解决粉末脱落问题提供实验数据和参考依据。
1 实验部分
1.1 实验材料
HM(指表面低聚物较多,易脱落粉末)型PET短纤维(线密度为1.33 dtex,长度为38 mm),LM(指表面低聚物较少,落粉较少)型PET短纤维(线密度为1.33 dtex,长度为38 mm),市售;氯仿(分析纯)、二噁烷(分析纯),阿拉丁试剂(上海)有限公司。
1.2 试样制备
1.2.1 总低聚物的萃取
将短纤维在真空烘箱中于50 ℃干燥4 h后,剪切至长度小于2 mm,准确称取约3 g用滤纸包好置于索氏萃取器,用氯仿萃取18 h,水浴调控加热温度为80 ℃。将萃取液中的溶剂蒸馏回收,蒸馏后的固体残留物于80 ℃烘燥10 h,称取质量后将低聚物刮出待用。萃取后的短纤维(萃取纤维)于50 ℃烘燥4 h,待用。
总低聚物含量的计算公式为
式中:X为总低聚物含量,%;m1为萃取后烧瓶及试样的质量,g;m0为萃取前烧瓶及试样的质量,g;m为短纤维试样的质量,g。
1.2.2 低聚物溶液的制备
准确称取0.005 0 g低聚物,加二噁烷溶剂定容至50 mL,制得质量浓度为0.10 g/L的溶液;分别准确移取2、4、6和8 mL,加二噁烷定容至10 mL,制得质量浓度分别为0.02、0.04、0.06和0.08 g/L的待测液。
1.2.3 热诱导纤维试样的制备
称量短纤维2~3 g,置于真空烘箱中高温处理1 h,调控温度分别为140、160、180和200 ℃,取出后在空气中自然冷却得到热诱导纤维,放入自封袋待用。
1.3 测试与表征
1.3.1 低聚物吸光度的测定
采用中国上海元析公司UV5500型紫外吸光光度计测试低聚物的吸光度,测试波长为258 nm。
1.3.2 短纤维及低聚物的外观形貌观察
对短纤维、萃取纤维、热诱导纤维及低聚物进行喷金处理,采用日本日立公司S-4800型扫描电子显微镜观察其表面形貌。
1.3.3 短纤维及低聚物热性能测试
采用日本岛津公司DSC-60A型差示扫描量热仪测试短纤维、萃取纤维、热诱导纤维和低聚物的热性能。实验样品质量为5~10 mg,N2气氛,气体流量为50 cm3/min。首先,从40 ℃升温至300/350 ℃,升温速度为20 ℃/ min,保温5 min消除热历史,记录第1次升温曲线;然后以10 ℃/min冷却到40 ℃,记录第1次降温曲线;再以10 ℃/min升温到300 ℃/350 ℃,记录第2次升温曲线。
1.3.4 短纤维结晶度测试
采用德国布鲁克公司D8系列X射线衍射仪测试短纤维的结晶性能。测试管电流为50 mA,管电压为40 kV,扫描速度为6 (°)/min,扫描范围为5°~60°。
2 结果与讨论
2.1 短纤维的粉末脱落与低聚物析出
HM和LM短纤维及其萃取纤维的外观形貌见图1。由图1(a)、(b)可看出,HM短纤维表面负载有较多白色点状颗粒物,纤维间有不规则片层;其萃取纤维的颗粒物明显减少,但仍有少量片层。由图1(c)、(d)可看出,LM短纤维表面的颗粒物较少,萃取后表面平滑干净。文献[11-12,14]研究认为,短纤维表面的颗粒物和片层主要为PET析出的环状三聚体(C3)低聚物。萃取纤维表面的颗粒物大幅减少,表明低聚物能很好地被氯仿萃取,与Cimecioglu等[11]的研究结果一致。萃取纤维表面残留的部分片层可能是大环环聚物,Cooper等[9]发现C3能够被完全萃取,但部分大环环聚物不能。
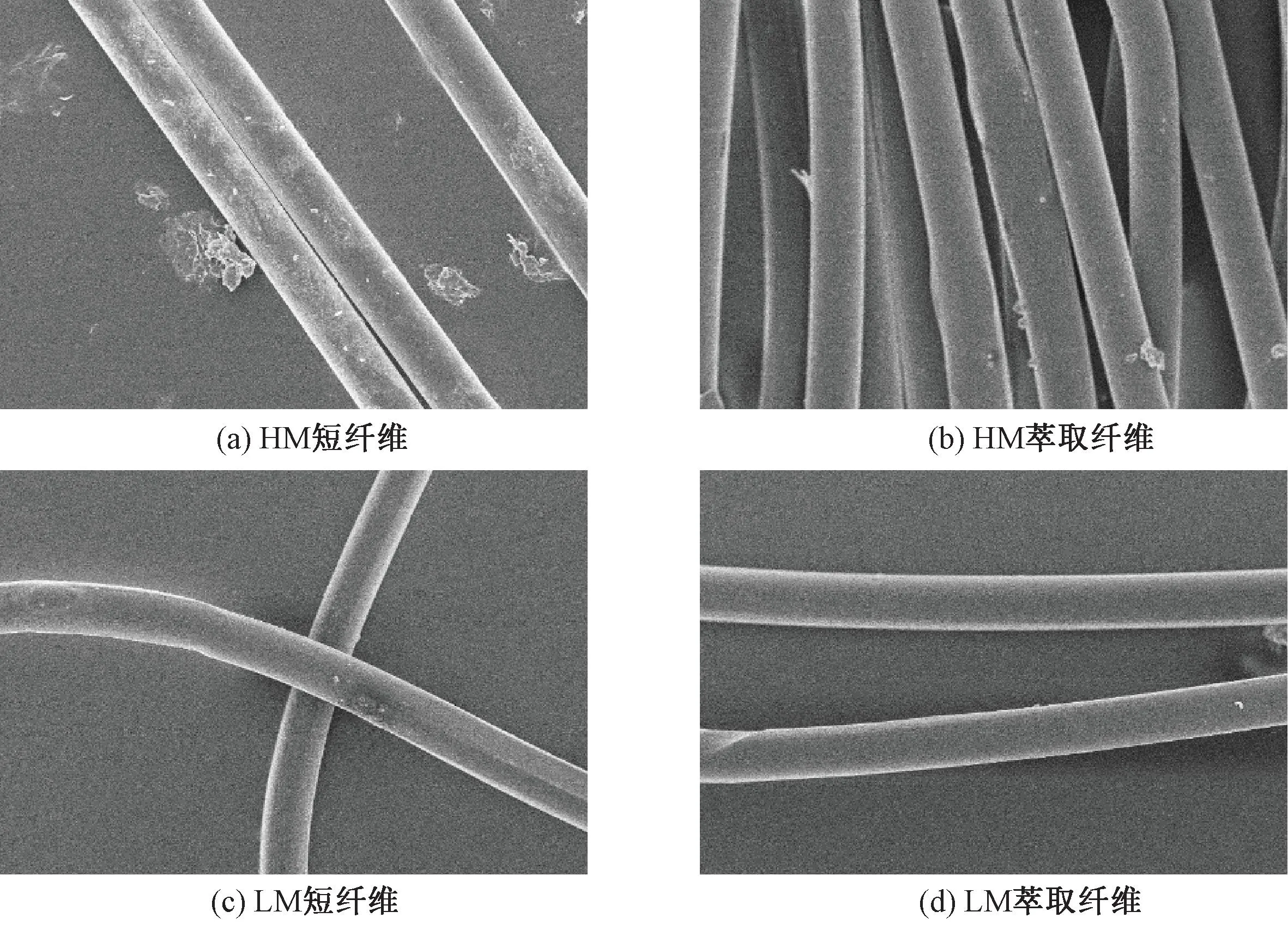
图1 萃取前、后短纤维的外观形貌 (×1 000)Fig.1 Morphologies of staple fibers before and after extraction (×1 000). (a) HM staple fiber; (b) HM extracted fiber; (c) LM staple fiber; (d) LM extracted fiber
综合以上分析可知,落粉较多的HM短纤维表面析出低聚物较多,落粉较少的LM短纤维表面析出低聚物较少,落粉数量与表面析出的低聚物量呈正相关关系。
2.2 短纤维及其低聚物的性能
2.2.1 短纤维及萃取纤维的热学性能
HM和LM短纤维及其萃取纤维的DSC曲线见图2。由图2(a)升温曲线可看出,HM短纤维在146.7、173.5和262.9 ℃处存在熔融吸热峰,分别对应PET微晶聚合物(PET微晶)[21]、A型C3低聚物[22-23]和PET聚合物。LM短纤维也有对应的吸收峰,其在139 ℃处的峰吸热量略高,171.8 ℃处的峰吸热量明显较高,264.5 ℃处吸热峰较窄,表明LM短纤维中PET微晶的含量略高,A型C3的含量明显较高,聚合物分子质量分布较窄。相对而言,HM短纤维的A型C3的含量明显较低,262.9 ℃处的熔融肩峰表明聚合物分子质量分布较宽,含有较多高熔点聚合物。

图2 HM和LM短纤维及其萃取纤维的DSC升降温曲线Fig.2 DSC heating and cooling curves of HM and LM staple fibers before and after extraction. (a) Staple fiber; (b) Extracted fibers
PET熔体自喷丝孔挤出并迅速冷却形成初生纤维,经集束、拉伸、热定形、卷曲等后加工形成短纤维。PET微晶在拉伸及热定形过程的纤维无定形区内形成,146.7和139.0 ℃处的吸热区特征符合Oswald等[21]提出的纤维微晶理论。Binns等[22]发现C3有A、B 2种晶型,2种晶型在常温同时存在,A型晶体在150~200 ℃发生晶型变化并在200 ℃转化为B型;范瑛等[23]提出A和B型C3的熔点分别在175和319 ℃左右。本文173.5和171.8 ℃处的吸收峰符合A型C3的特征,表明短纤维中的C3主要以A型晶型存在。比较发现,HM短纤维的A型C3含量明显较低,高熔点聚合物较多,这与纺丝后加工温度过高导致的A型向B型晶型转化有关[22]。
由图2(a)短纤维降温曲线可看出,HM短纤维含有共熔杂质,形成195.2 ℃处主结晶峰和285.8 ℃处共熔峰肩峰,分别对应PET聚合物和A/B型C3,而LM短纤维分别在198.2、274.5 ℃处形成对应的结晶峰。C3在一定温度和能量条件下可由A型转化为B型,推测285.8和274.5 ℃处的共熔峰为晶型转化过程的C3(A/B型C3)结晶峰。与LM短纤维相比,HM短纤维中A/B型C3的结晶温度更高。HM短纤维的共熔峰肩峰,进一步印证了PET聚合物中含有高熔点聚合物。对比图2(a)短纤维升、降温曲线可看出,图2(a)升温曲线中的173.5和171.8 ℃处对应的A型C3的结晶峰在图2(a) 降温曲线中没有出现,分析认为在测试仪器中升温时C3由A型转化为A/B型,A/B型C3降温时在285.8和274.5 ℃处出现结晶峰。图2(a) 升温曲线中146.7和139.0 ℃处对应的PET微晶在图2(a) 降温曲线中没有出现结晶峰,归因为PET微晶在测试仪器中升温熔融,降温冷却过程形成的结晶峰,与PET聚合物的结晶主峰相重合。
由图2(b)萃取纤维升温曲线可看出,HM和LM萃取纤维的熔融峰分别在259.2和257.1 ℃,其它熔融峰不明显。图2(a)短纤维升温曲线中173.5和171.8 ℃处的对应峰在图2(b) 萃取纤维降温曲线中没有出现,图2(b) 萃取纤维降温曲线的HM和LM萃取纤维只有196.2和200.6 ℃对应的PET聚合物结晶峰,表明大部分A型C3低聚物从短纤维中萃取出。该结果与2.1节研究结果相一致。
综上分析表明,HM和LM短纤维的低聚物中含有C3和PET微晶,均能通过氯仿萃取完全。相对于LM短纤维,HM短纤维的A型C3含量较少,同时含有部分高熔点聚合物,可能与纤维纺丝后加工温度过高有关。
2.2.2 低聚物的外观形貌及热学性能
HM和LM低聚物的外观形貌见图3。对比图3(a)、(b)可看出,HM和LM低聚物均由点状、棒状和片状结构的晶体共同组成,不规则片层结构最多;相对于LM,HM低聚物的点状更多、片层结构更小。分析认为,溶液萃取、冷却和烘燥过程的低聚物杂质或某些有序区域形成晶胚和晶核,在80 ℃长时间烘燥时,低聚物分子通过热运动在晶核上重排形成晶片和结晶结构;杂质及晶核越多,分子运动能力越小,则形成的结晶片层尺寸越小,因此,HM短纤维的杂质(高熔点聚合物)和晶核数量可能相对较多。

图3 HM和LM低聚物外观形貌 (×5 000)Fig.3 Morphologies of HM (a) and LM (b) oligomers (×5 000)
HM和LM低聚物的DSC曲线见图4。可看出,HM低聚物的主要熔融吸热峰在314.5 ℃,在180.1、238.5和274.6 ℃有微弱的吸热峰;LM低聚物的主峰在312.6 ℃,在153.8~244.2 ℃的较宽温度范围内含有较为明显的吸热峰。314.5和312.6 ℃处吸热峰对应B型C3;180.1、238.5和153.8~244.2 ℃处的吸热峰对应PET微晶,与Cimecioglu等[11]描述一致;274.6 ℃处的吸热峰对应的聚合物不明确,可能是环状四聚体(C4)或含二甘醇残基的环聚物。Peebles等[7]采用差热分析曲线得出C4可能存在晶型变化,在288 ℃处宽温域内有吸热,在326 ℃处有吸热峰,这与本文274.6 ℃宽温区的吸热峰一致。进一步分析可知,在第1次升温曲线中没有明确出现2.2.1节中A型C3对应的熔融峰,可能是溶于氯仿的C3在低于80 ℃重结晶生成B型结构。Binns等[22]研究发现C3在乙酸乙酯中低于80 ℃时发生重结晶主要得到B型结构,这与本文发现相一致。综合以上分析说明,2种低聚物的主要成分均为B型C3和少量含量相近的PET微晶,HM低聚物还含有少量可能是C4的高熔点聚合物。

图4 HM与LM低聚物的DSC曲线Fig.4 DSC curves of HM and LM oligomers. (a) Primary heating curves; (b) Primary cooling curves; (c) Secondary heating curves
由图4(b)可看出,HM和LM低聚物分别在301.7、200.3 ℃和301.2、196.0 ℃有明显的结晶峰,对应B型C3低聚物和PET微晶在测试仪器中受热熔融形成的PET聚合物,验证了Cimecioglu等[11]基于差热分析曲线提出的微晶向聚合物转化的观点。由图4(b)还可看出,相对LM低聚物窄而尖锐的C3结晶峰,HM低聚物的C3结晶峰宽而钝,表明HM低聚物的C3中包含其它成分。分析认为,该成分可能对应于图4(a)中熔融峰在274.6 ℃的C4高熔点聚合物,其在仪器中受热熔融并冷却结晶,结晶峰可能与C3结晶峰形成共熔峰。
由图4(c)可看出,HM低聚物的第2次升温过程的熔融峰在247.3和313.0 ℃,LM低聚物的熔峰在240.8和312.6 ℃,分别对应PET微晶形成的PET聚合物和B型C3。与图4(a)相比,图4(c)中的聚合物消除了纤维生产加工过程热历史的影响,呈现C3和PET聚合物的平衡状态[9];由图4(c)还可看出,HM的C3和PET聚合物熔融温度高于LM,表明HM低聚物中高熔点聚合物成分偏多。
综上分析可知,2种纤维低聚物的主要成分均为C3和少量PET微晶。HM低聚物还含有少量可能是C4的高熔点低聚物,可能与聚合及纺丝过程的温度时间过高以及乙二醇和对苯二甲酸的质量比过大等因素有关。
2.3 低聚物析出的影响因素
2.3.1 总低聚物含量
HM低聚物含量测试的单值分别为1.33%、1.41%和1.37%,平均值为1.37%;LM低聚物含量测试的单值分别为1.39%、1.44%和1.42%,平均值为1.42%;2种短纤维的总低聚物含量相近。低聚物是PET缩聚反应平衡的产物,在相同条件下反应达到平衡时,其总低聚物的含量近似恒定,测试结果与Cooper等[9]的研究结论一致。2种短纤维总低聚物含量相近,但落粉性能差别显著。分析认为,氯仿溶剂萃取的总低聚物来源于短纤维表面和基体内部[11],纤维内部的低聚物与PET聚合物相容性良好,不易析出形成落粉,但其在后加工过程中会析出到纤维表面形成落粉。即总低聚物含量与粉末脱落性能没有对应关系,控制低聚物析出是减少粉末脱落性能的有效方法。
2.3.2 低聚物的分子结构
HM和LM低聚物的紫外吸光度对比见图5。可以看出,低聚物的吸光度与其质量浓度呈正比关系,相同质量浓度的HM低聚物的吸光度略低于LM低聚物,表明2种低聚物成分略有差异。基于2.2.2节中 C3为低聚物主要成分,PET微晶近似等量的研究结果,分析认为环聚物有环苯甲酸酯和含二甘醇残基的环苯甲酸酯2种成分[6-7](见图6)。环苯甲酸酯对紫外光的吸收波长为258 nm左右(链状苯甲酸酯的吸收波长在270 nm左右),其吸光度与苯甲酸酯的含量呈正比关系。如图6所示,质量相同时,环聚物中苯甲酸酯的含量高于二甘醇残基环聚物,因此,相对于LM低聚物,HM低聚物的吸光度偏低,说明其苯甲酸酯的含量较低,对应环聚物的含量较低,含二甘醇残基环聚物的量可能较高。二甘醇环聚物与环聚物和聚酯的结构和相容性存在差异,推测含二甘醇残基的环聚物可能更易于析出,形成脱落粉末。调控聚合过程中乙二醇与对苯二甲酸的质量比可减少二甘醇残基含量和低聚物析出。
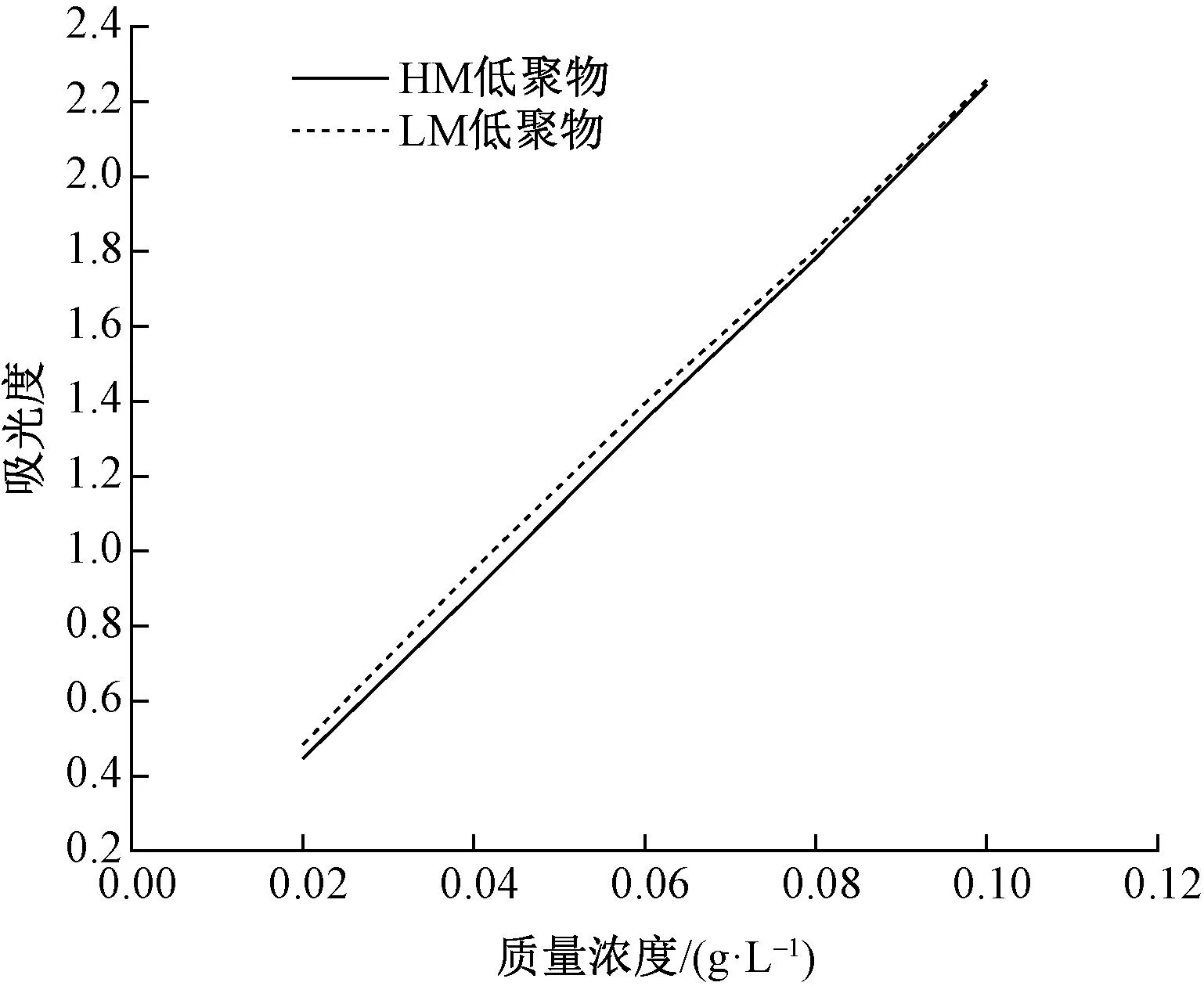
图5 HM和LM低聚物紫外吸光光谱曲线Fig.5 UV absorbance spectral curves of HM and LM oligomers
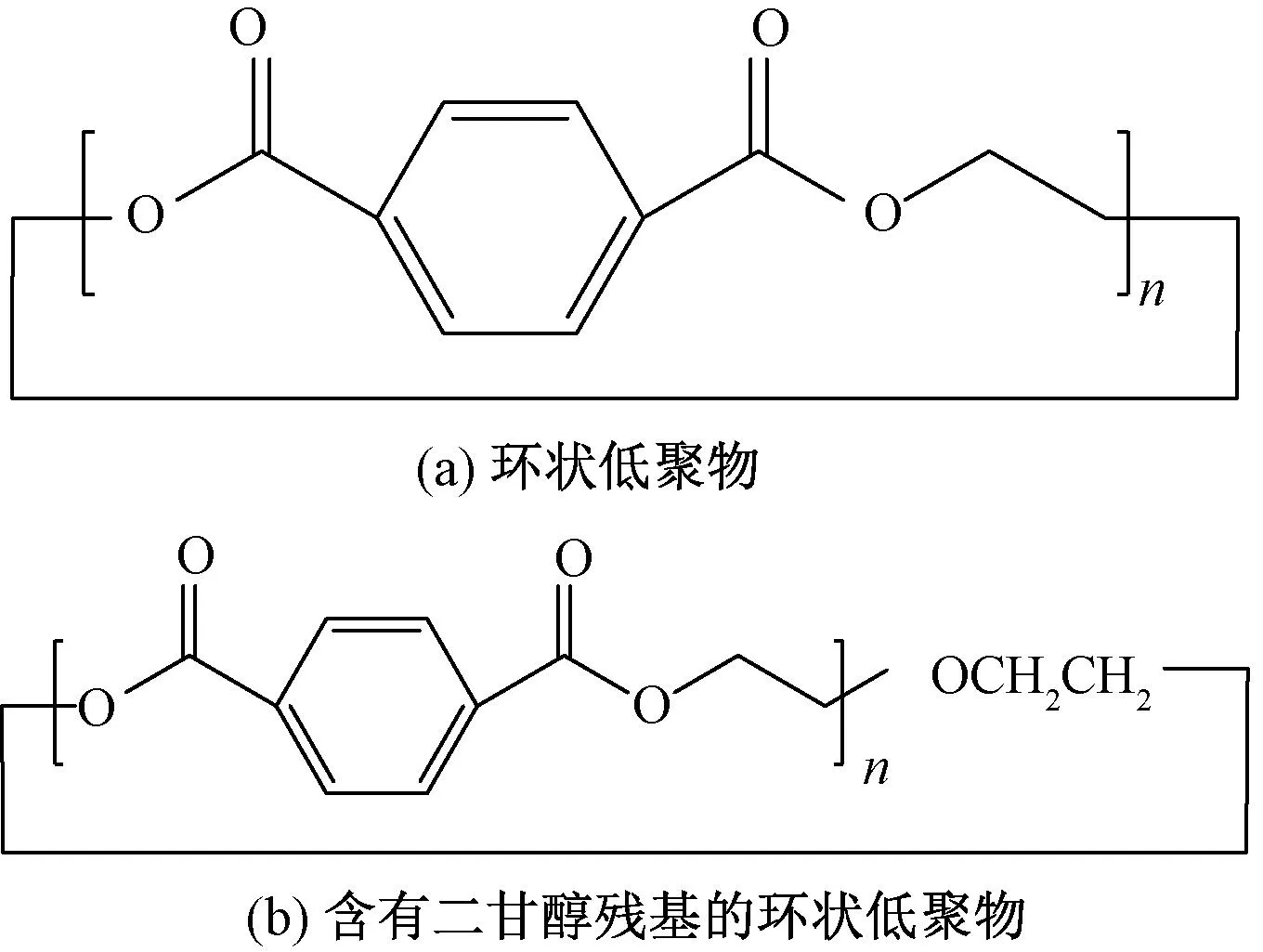
图6 PET环状低聚物结构图Fig.6 Cyclic oligomers structures of PET. (a) Cyclic oligomers; (b) Cyclic oligomers with diethylene glycol residues
2.3.3 短纤维结晶度
HM和LM短纤维的结晶性能测试结果见图7。可以看出,2种短纤维均在17.3°、22.7°和25.7°出现尖锐的结晶衍射峰,分别对应(011)、(110)和(100)晶面。2种短纤维的出峰位置基本一致,但存在峰形和面积的差异,相对于LM短纤维,HM短纤维的峰高较低,总结晶度相对较低。利用Jade软件计算可知,HM短纤维的结晶度为57.73%,LM短纤维的结晶度为68.98%,差值为11.25%。落粉量大的HM短纤维结晶度低,落粉量小的LM短纤维结晶度高。分析认为,PET分子结构差异性及在外力作用下高分子链段的取向性不同,影响短纤维晶区的形成;而非晶区的分子结构不够致密,其中的低聚物在高温条件下易于析出。综上,HM短纤维结晶度低,低聚物析出量多,落粉量大;相反,LM短纤维结晶度高,低聚物析出量少,落粉量少。即结晶度与低聚物析出量呈反比关系。基于此,可通过调控生产工艺提高短纤维结晶度,从而减少低聚物析出。如调控纺丝过程的纺丝速度和丝条冷却固化条件,优化纤维的取向结构、结晶度及结晶均匀性;调控纤维后加工拉伸过程的温度、速度及拉伸倍数,优化纤维的分子取向;调控纤维的热定型温度及张力,提升纤维的结晶度等。
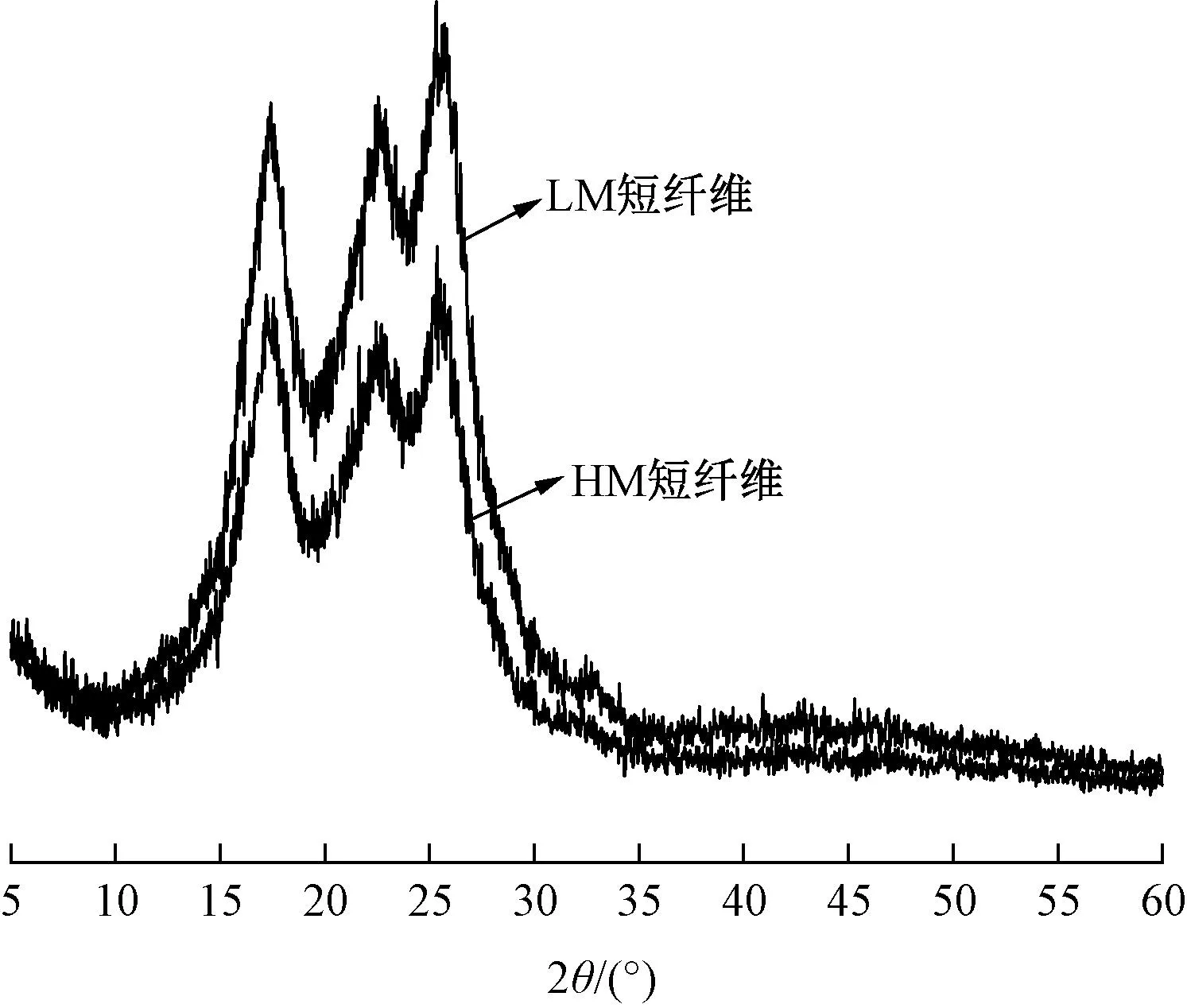
图7 HM和LM短纤维的XRD曲线Fig.7 XRD curves of HM and LM staple fibers
2.3.4 热诱导效应
HM和LM短纤维和热诱导纤维的外观形貌如图8、9所示。由图8可看出,HM短纤维表面存在较多点状颗粒,140 ℃热诱导1 h后,其表面颗粒数量没有明显变化;160和180 ℃热诱导1 h后,表面颗粒数量略有增多;200 ℃热诱导1 h后,纤维表面形成片层结构,形状变化明显。由图9可看出,LM短纤维表面光滑,点状颗粒很少;140 ℃热诱导1 h后,表面颗粒数量明显增多;160 ℃和180 ℃热诱导1 h后,表面颗粒数量进一步明显增多;200 ℃热诱导1 h后,纤维表面形成片层结构,形状变化明显。

图8 热诱导对HM短纤维外观形貌的影响 (×1 000)Fig.8 Influence of heat induction on morphologies of HM staple fibers (×1 000). (a) HM staple fiber; (b) 140 ℃,1 h; (c) 160 ℃,1 h ; (d) 180 ℃,1 h; (e) 200 ℃,1 h

图9 热诱导对LM短纤维外观形貌的影响 (×1 000)Fig.9 Influence of heat induction on morphologies of LM staple fibers(×1 000). (a) LM staple fiber; (b) 140 ℃,1 h; (c) 160 ℃,1 h; (d) 180 ℃,1 h; (e) 200 ℃,1 h
由图8(a)~(d)可以看出,表面析出低聚物较多的短纤维,在相对较低的热诱导温度下,低聚物后续析出并不明显。由图9(a)~(d)可看出,表面析出低聚物较少的短纤维,在相对较低的热诱导温度下低聚物析出迅速。分析认为,PET熔体形成初生纤维过程中,C3等环聚物主要以A型结构分布在纤维内部,拉伸、热定形等过程提供的能量促进了C3不同程度地迁移析出[24]。当热诱导不超过180 ℃时,A型C3的析出数量与加热温度呈正比,因此,LM短纤维析出颗粒呈现逐渐增多趋势。HM短纤维的析出量在140 ℃变化不大、160~180 ℃略有增加,这是因为HM短纤维热定形过程温度高时间长,C3析出到纤维表面较多、内部变少,导致热诱导过程的纤维内部C3由内部向表面的扩散速度较小。
由图8(e)和9(e)可以看出,200 ℃热诱导1 h后,2种热诱导纤维表面析出的低聚物形成明显的多边形片层晶体,结晶数量趋向于一致。分析认为热诱导提供的热量满足C3快速析出并向晶核扩散、堆积、重排转变为B型晶型,即多边形片层晶体,这点与Cimecioglu等[11]和Binns等[22]的研究结论一致,因此,纤维后加工过程的热处理条件是影响低聚物析出的重要因素。
3 结 论
1) 聚对苯二甲酸乙二醇酯(PET)短纤维加工过程中粉末脱落程度与其表面低聚物数量呈正比关系,与其总低聚物含量没有对应关系。控制低聚物析出是减少粉末脱落的有效方法。
2) 氯仿萃取的低聚物,主要成分为环状三聚体和少量PET微晶聚合物,落粉较多的短纤维中的低聚物还含有少量可能是C4的高熔点聚合物。
3) 相对而言,表面低聚物析出较多的短纤维,其纤维结晶度低,A型C3质量少、高熔点聚合物质量高,部分环聚物可能含有少量二甘醇残基,与聚合过程中乙二醇质量比和纤维后加工的热处理条件有关。
4) 热诱导是影响短纤维低聚物析出的重要因素,调控纤维后加工过程的热处理条件是减少低聚物析出的重要手段。
猜你喜欢
中国棉花(2022年2期)2022-11-23
纺织科技进展(2022年8期)2022-08-29
山东陶瓷(2021年5期)2022-01-17
传感器与微系统(2018年7期)2018-08-29
学生天地(2016年22期)2016-03-25
橡胶工业(2015年1期)2015-07-29
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
塑料包装(2014年2期)2014-11-29
电测与仪表(2014年21期)2014-04-04
机电信息(2014年2期)2014-02-27