基于陶瓷批量生产制备石膏模具的石膏车模工具技术研究*
2024-03-12 09:12高艳杰刘光甫栗文龙
陶瓷 2024年2期
高艳杰 赖 军 刘光甫 栗文龙
(云南艺术学院 昆明 650500)
陶瓷作为中国传统文化的物质载体,广泛地服务于人们的日常生活,陶瓷制作方式多种多样,有泥条盘筑、拉坯、捏塑、泥片成形、泥板成形、模具成形等,不同成形方式呈现出不同的优势和特征。如,模具成形制作周期短、生产效率高,相比于其他成形方式最突出的特点就是可以批量生产且品质规范,可以满足大多数人的实际需求。
模具成形的生产方式已经应用于全国各种规模的厂家及作坊,其成形方式是,向一密合的空心石膏模具中注入陶瓷泥浆原料,利用石膏的吸水特性使泥浆附着在模具内壁表面,以形成一定厚度的泥坯,待泥坯定型后倒出多余泥浆,静止至一定硬度后开模取出泥坯,其模具可以制作大小、体量相同的泥坯,还可以反复多次使用。
1 研究概述
本研究主要针对陶瓷生产中常规的同心圆轴类型的石膏模具。石膏模具的制作过程复杂且要求精细,首先是石膏模种的制作,其制作是在石膏车模机上进行,先根据模种的直径在转盘周围固定一圈卷材,形成底部和周围没有缝隙的空心圆柱,随后将调配好的石膏倒入卷材圆柱内部,待石膏凝固成实心圆柱后去除卷材,然后用石膏车模工具将凝固的石膏圆柱车削成形;其次是将石膏模种翻制成空心石膏模具,整个制作过程中母模的制作至关重要,决定了后续模具的制作和最后的陶瓷外形。
石膏母模全程在石膏车模机上制作,根据产品设计图将实心圆柱体车削成形,其原理是利用车模机的旋转力和道具配合,从而将多余石膏削除掉。车削塑形过程中机器转盘高速旋转,不易操作,需借助外力工具。笔者通过调研发现,当下市场上的石膏车模工具整体笨重、操作不便,且存在安全隐患。笔者结合实际存在问题和生产需求,创造性提出陶瓷批量生产中制备石膏模具的石膏车模工具。
2 现有技术
目前很多厂家及作坊石膏车模工具为两个单独的部分结合使用,即木棍和圆柱顶端焊接有刀片的刀具,使用木棍作为辅助支架,左手握紧辅助支架的一端,同时将辅助支架的另一端支撑在车模机内侧的挡板上,右手紧握用于车削石膏模具的刀具和辅助支架,使其紧贴在一起,然后进行车削;也有用木棍作为辅助支架结合修坯工具进行车削的案例,操作时同样左手持辅助支架一端,并将另一端支撑在挡板上,右手持修坯工具和辅助支架紧贴在一起配合车削。
此外还有一种石膏车模刀具,其技术包括刀体、支轴、支轴套筒和置刀筒,其支轴套筒固定在支轴一端,置刀筒套装在支轴上,支轴套筒套设在转轴上,置刀筒中部固定设有卡刀圈,刀体通过螺钉固定在卡刀圈上,置刀筒后部设轴向方向均布并并处于同一径向面均布的3个条形孔,所述条形孔的近转轴端设与条形孔相对应的弓形卡刀把。
3 存在问题
现有技术方案主要存在以下几个方面问题:
(1)用木棍做辅助支架同圆柱顶端焊接有刀片的刀具结合的技术,其操作车削过程需要支架和刀具不断调整组合合适的车削位置,操作不便,且工具的两个部分体量大,组合比较笨重,车削时费力。
(2)用木棍做辅助支架同修坯工具结合的技术,操作时也需工具的两个部分不断调整位置,并且修坯工具太过轻薄,石膏随车模机高速旋转产生的转力容易使修坯工具直接旋出去或者跳刀,同时因为修坯工具短小,操作位置受限,右手需仅靠石膏,车削的碎屑容易使人受伤或弄脏衣物。
(3)包含刀体、支轴、支轴套筒和置刀筒的石膏车模刀具操作时需支轴、支轴套筒和转轴组合的方式以达到支撑的效果,多部件组合操作程序复杂;其刀片通过纵向垂直介入螺钉的方式达到固定刀片的目的,更换刀片时需要再借助螺丝钉及安装工具螺丝刀,安装工序多;固定支点方式是支轴套筒固定在支轴一端,置刀筒套装在支轴上,支轴套筒套设在转轴上,此技术的支点固定在支轴上下,工作区域面积受限;调整角度时单手紧握住卡刀把,控制刀头沿着支轴旋转,双手作业操作不便。
4 拟解决的问题
(1)对于支架和刀具或修坯刀两个部件组合及多部件组合、操作不便的问题,本研究将车削的多个功能需求综合在一起,设计出一体多功能工具。
(2)关于笨重的问题,本研究采用空心钢材管和橡胶作为工具材料,体量轻便。
(3)针对现有技术操作时需要不断暂停调整多部件结合位置的问题,本研究采用伸缩调整的方式,操作简便,车削时无需暂停,可随时上下伸缩;工具外观为细长圆柱,外围附多边形带刀片,因此操作时可随意换位、旋转。
(4)关于固定刀片和更换刀片不便的问题,本研究在刀片套轴上通过卡槽和螺旋结构进行固定和更换,同时本研究还设计多边形刀片,不用更换刀片就能满足不同角度和线面的车削要求。
(5)现有技术中工作区域受限的问题,本研究为一体式结构,支撑杆顶端可灵活选取车模机三个挡板的所有位置为支点,可多角度、多位置灵活作业。
5 石膏车模工具结构设计
本研究主要介绍了一种运用于陶瓷批量生产制备石膏模具的石膏车模工具:其特征是具备支撑、车削、伸缩调节、旋转置换刀片等功能的一体式工具。工具为一体式结构,支撑杆顶端可灵活选取车模机三个挡板的所有位置为支点,可多角度、多位置灵活作业;支撑杆顶部的支点部分为扁圆形橡胶帽,扩大接触面积的同时橡胶材质又可以增加摩擦力,防止打滑;支撑杆设有两条中心对称的凹槽,与套筒内壁设有的凸状长条相贴合,实现套筒纵向自由伸缩,且不会左右旋转;套筒外部设有棱柱形刀片卡槽,卡槽上部为固定式圆柱形卡柱,下部为内壁为螺丝旋纹的圆柱形卡柱,棱柱形刀片卡槽和上下圆柱形卡柱双重固定刀片,防止刀片旋转和震动;下圆柱形卡柱内壁的螺旋纹同套筒下部外圈的螺旋纹密合的同时还可以方便更换刀片;工具的刀片为多边形,旋转支撑杆的同时,套筒及套筒上固定的刀片可同时同轴旋转,通过旋转支撑杆改变刀片和石膏的接触面,实现多角度和多面以满足不同器型车削的多种需求。

图1 效果
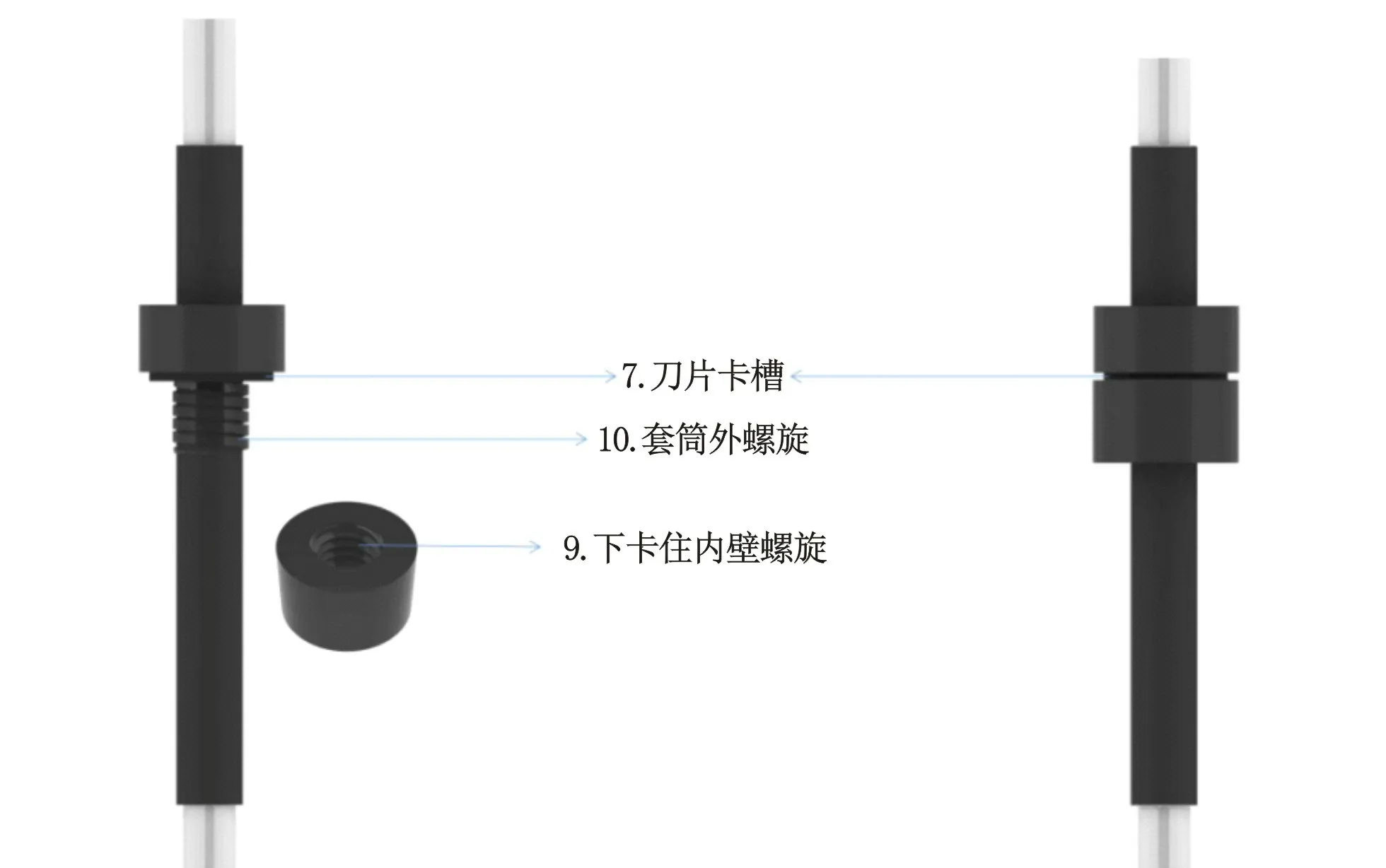
图2 结构图
6 石膏车模工具实际操作
本研究为一种运用于陶瓷批量生产制备石膏模具的石膏车模工具,其结构包括支撑杆、轴套、刀具、上卡柱和下卡柱。
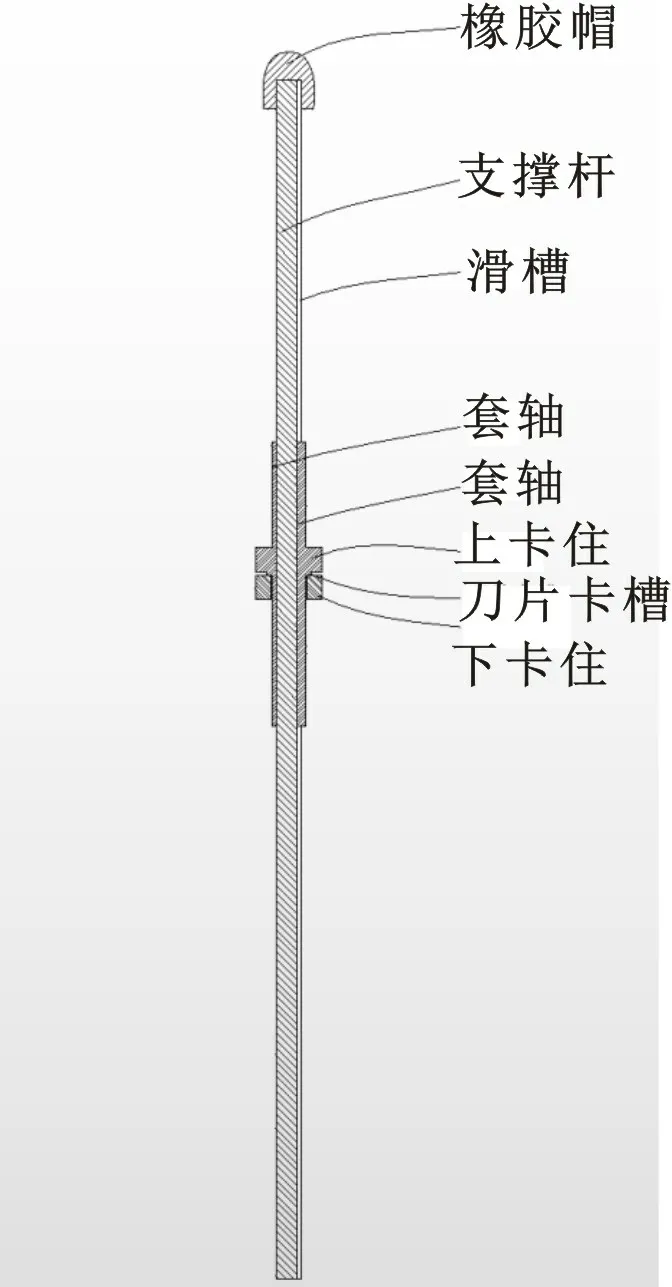
图3 剖视图
在安装时,将轴套套设在支撑杆外,套轴可上下收缩,可以随意调整轴套的在支撑杆上沿轴向方向的位置,后将刀具套设在套轴外,将下卡柱锁紧固定在轴套外并将刀具夹持在上卡柱和下卡柱之间。而本研究将支撑杆和刀具整合在一起,使用时,一手握紧支撑杆的一端,并将支撑杆的另一端支撑在车模机旁侧的挡板上,将刀具靠近在旋转的模具,实现对模具的车削,操作简便。
为了防止在车削时刀具在轴套外沿支撑杆圆轴方向转动,本研究将刀片卡槽设计成除圆柱外的棱柱形或异形,同时支撑杆的外表面设有一道以沿轴向方向延伸的滑槽,轴套的内侧表面设有一道以沿轴向方向延伸,且与滑槽形状大小相匹配的滑块,防止套轴沿支撑杆圆轴方向转动,也防止刀片转动。
为了防止操作过程中工具滑动错位,支撑杆与挡板接触的一端套设有橡胶帽,以增加支撑杆与车模机旁侧的挡板的摩擦力与稳定性。
笔者还提出多功能刀片,刀体为含有三条边的多边形,外轮廓包括两条相互垂直的平边,以及由曲线与直线结合的弧形斜边,第一直角平边的长度是第二直角平边的1.5~2.5倍,第一直角边同第二直角边相交成90°。第一直角边同弧形斜边的直线部分相交角度为30°,第二直角边同弧形斜边的弧线部分结合,刀体中的直边、弧边、直角、30°可以满足磨具外形轮廓的多种车削需求,并解决了需要更换刀片的问题。
7 结语
笔者研发的基于陶瓷批量生产制备石膏模具的石膏车模工具,在现有技术的基础上改良设计,解决车模操作难题。一体式的设计具备支撑、车削、伸缩调节、旋转置换刀片等功能,其操作灵活便捷,适用于不同造型的石膏模具的制作。
猜你喜欢
橡塑技术与装备(2021年23期)2021-12-13
玩具世界(2020年6期)2020-12-06
重型机械(2020年3期)2020-08-24
装备机械(2019年4期)2019-12-26
制造技术与机床(2018年10期)2018-10-13
经营者·汽车商业评论(2016年5期)2017-11-30
中国新闻周刊(2017年23期)2017-07-12
科技创新导报(2016年3期)2016-05-30
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27