
冲压板料质量缺陷视觉检测研究和应用
2024-03-06 10:03张晓光王亚光余佼刘小军邓睿上汽通用五菱汽车股份有限公司重庆分公司
锻造与冲压 2024年4期
文/张晓光,王亚光,余佼,刘小军,邓睿·上汽通用五菱汽车股份有限公司重庆分公司
机器视觉技术在冲压车间已有广泛的应用,例如,使用蓝光扫描对冲压件进行尺寸测量,冲压线首对板料拍照引导机器人精准抓料。在冲压开卷线生产中,由于生产速度快,板料质量检查只能抽检,对一包板料首张和末张进行检查,抽检频次低,中间过程产生的板料质量问题无法检查,容易造成板料质量问题逃逸。板料质量好坏直接影响冲压件的质量,最好的方法是提前控制板料质量。随着机器视觉技术的不断发展,给冲压板料生产提供了新的检测方法。
板料质量缺陷视觉检测系统的组成
板料质量缺陷视觉检测系统由条形蓝色光源、光源控制器、光学镜头、CMOS 线扫相机、PLC、采集卡、图像分析处理软件SGVision、通信电缆、电脑主机等部分组成,如图1 所示。根据板料生产的特点,节拍最快能达到40 件/分钟,速度比较快,适合选择检测速度快的线扫相机,配备变焦镜头。光源采用LED线形蓝色光源,蓝色波长短,适用于金属表面质量视觉检测。图像处理软件采用SGVision 视觉检测软件,该款软件无需编程,算法工具丰富,算法设置简单易学,可根据检测对象选择合适的算法工具,使用方便。
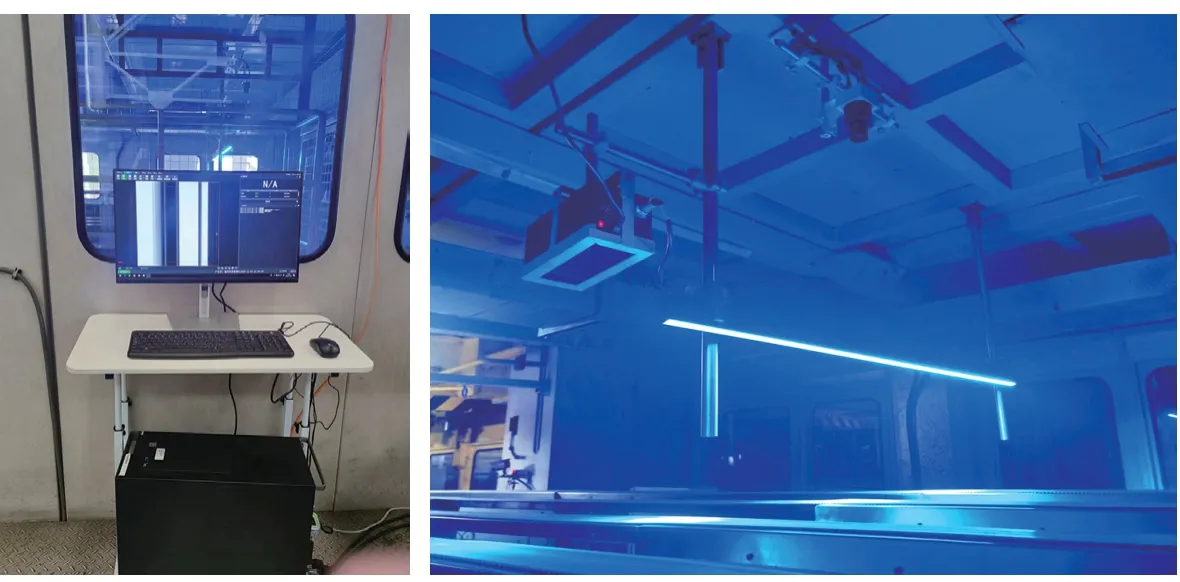
图1 板料质量视觉检测系统
该检测系统的检测流程如图2 所示。首先,板料在皮带机上匀速通过线扫相机,相机根据PLC 信号开始拍照,图像经过视觉检测软件分析处理,判断板料表面是否有缺陷。如果合格显示“OK”,如果不合格显示“NG”。
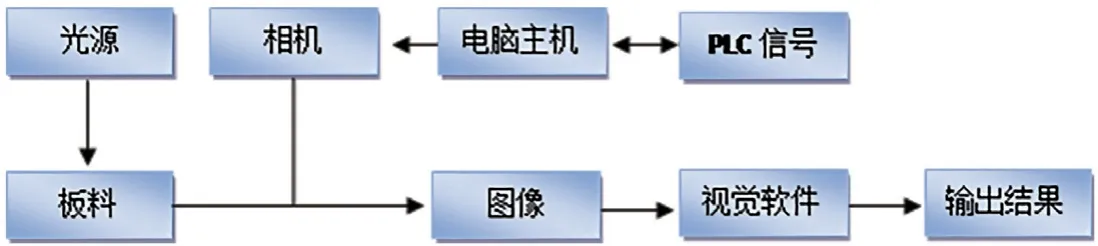
图2 板料质量视觉检测系统流程
板料质量缺陷视觉检测系统与PLC 连接方法
为了实现视觉检测软件与开卷线生产同步检测,把开卷线压力机PLC 信号和视觉检测软件连接。PLC与视觉检测软件之间采用ModbusTCP 通讯方式,压力机PLC 作为server,电脑主机作为client,步骤如下:
(1)这里以AB 品牌ControlLogix 系列PLC(1756-L72S)为例,在PLC 背板第10 槽增加一个1756-EN2TR模块,后在程序中编程实现ModbusTCP 通讯功能。可在Rockwell 官网中下载该通讯例程并导入设备PLC 程序中,1756-EN2TR 模块IP 地址:192.168.1.112,电脑主机IP 地址:192.168.1.10。

(2)电脑主机安装IKapLibrary 相机图片采集控制软件,调整相机采图的参数,适合视觉检测软件使用,在视觉检测软件中通讯设置如图3 所示。

图3 PLC 通讯设置
(3)通讯测试成功后,即可开始相机视觉检测的编程及调试:①相机拍照控制,PLC 及时准确发给相机拍照信号,确保相机能够清晰完整地拍摄到整张板料;②检测结果“OK”或“NG”反馈给PLC,编程控制设备执行板料缺陷处理流程。

检测算法的设置
板料的质量缺陷主要有划伤、脱皮、夹杂、油斑等问题,根据板料问题的特征,选取视觉检测软件上合适的算法进行检测,此处以检测板料脱皮缺陷为例说明检测算法的设置步骤:
(1)用相机拍一张板料脱皮缺陷的照片,选取一张清晰的照片作为参考图,选用模板匹配算法,本算法用于在检测图像中查找出与模板图像符合匹配要求的图像位置,并据此移动产品位置,从而达到定位的目的,适用于平面产品定位。在照片上用矩形框画出ROI 检测区,点击测试按钮,出现测试结果“OK”则设置完成,点击确定按钮,关闭设置页面,如图4所示。
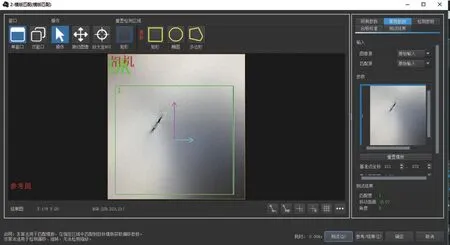
图4 模板匹配算法的设置
(2)板料脱皮缺陷在视觉检测算法选择上可以用划痕检测算法检测,本算法用于检测在设定的ROI 区域(蓝色框)内是否存在划痕,设定划痕的最小长度,从而判断产品“OK”或“NG”。选取一张清晰的照片作为参考图,设置最小长度为15mm,即卡控划痕的最小值,当“检测值”<“最小长度”,则产品合格。可选灰度作为判定依据,根据目标划痕颜色选择黑色,点击测试按钮,出现测试结果“NG”则设置完成,说明划痕算法能准确检测出脱皮缺陷,点击确定按钮,关闭设置页面,如图5 所示。

图5 划痕检测算法的设置
检测结果汇总处理
在实际检测中,SGVision 视觉检测软件会保存所有检测零件“OK”照片和“NG”照片,如果出现检测错误可以查询检测留存的照片进行核对,修正算法工具中的参数,使检测更加准确。每天检测的数据,软件会自动汇总和统计,如有需要可以导出每天产能图,计算检测零件的合格率。并且能导出每天检测的每张板料具体数据,便于生产部门进行分析,提升板料质量,提高板料合格率。
结束语
本文针对板料质量缺陷视觉检测进行了研究,介绍了视觉检测的组成和工作原理。通过对板料质量缺陷视觉检测流程的设置,掌握了机器视觉检测板料质量缺陷的方法,提高了板料质量检测的效率。然而,我们也认识到本研究存在一些局限性和不足之处,例如,在实际板料生产线上,由于板料种类多样,受现场环境、振动、光照、空间布置等因素的影响,在线视觉检测的准确性还需不断提高,减少视觉检测系统的误报率。
未来的研究方向包括:提高视觉检测的精度和速度,探索更加智能的视觉检测方法,能识别更多的板料问题,增加更多检测的特征,比如,板料尺寸、落料板料的特征检测等。随着视觉检测技术的发展,在冲压行业的应用会越来越多,对冲压板料和冲压件质量检查少人化、检测效率提高都会有很大的贡献。本文的研究成果将对冲压板料质量视觉检测领域的发展产生积极的影响。
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
皮肤病与性病(2021年3期)2021-07-30
汽车工艺与材料(2021年5期)2021-05-17
材料科学与工艺(2018年3期)2018-06-21
学生天地·小学低年级版(2017年12期)2018-04-16
锻造与冲压(2018年6期)2018-03-20
制造技术与机床(2017年10期)2017-11-28
初中生学习·高(2016年10期)2016-05-30
世界制造技术与装备市场(2015年6期)2015-02-28
物理实验(2015年10期)2015-02-28
