
斯特曼汽车冲压自动化高速生产线
2024-03-06 09:20梁灵锋任太胜林朗斯特曼机械自动化贸易上海有限公司
锻造与冲压 2024年4期
文/梁灵锋,任太胜,林朗·斯特曼机械自动化贸易(上海)有限公司
二十年前,每台冲压机边上配有两位操作员,双人配合着操作冲压机进行手动冲压,大件的生产尤其辛苦,生产效率低下。持续发展到今天,我们已经有了机器人和机械手来承担繁重且危险的工作,近十年来金属冲压已取得了巨大的发展,由早期的人工上、下料和手动生产,逐步发展为断续自动生产,直至当前完全实现了同步连续15SPM(每分钟节拍数)以上的高速全自动生产,机械手也不断的更新迭代,智能化程度不断提高。
斯特曼公司由Wilfried Strothmann 于1976 年在德国创立,主要业务包含冲压自动化、生产物流以及工业自动化,1999 年归入辛北尔康普Siempelkamp 公司,业务覆及全球。自创建以来,持续在输送系统和材料处理设备中进行创新,多年来斯特曼在汽车行业冲压车间有着丰富的经验并成为压机间传输系统、板料拆垛与传输和高动态的上料、下料机械手包括端拾器系统专业供应商。
斯特曼是有近50 年专业生产冲压自动化设备经验的制造企业,为世界各大汽车主机厂提供了上百条冷冲压及热成形自动化生产线,目前最新的高速单臂机械手(Feeder Plus 6 neo)及高速双臂机械手(TTS)具有自有专利技术,达到世界领先水平。
冲压工艺流程
工艺组成
冲压自动化生产线主要包括上料小车、板料分张单元、拆垛机械手、上料皮带机、清洗机、涂油机、过渡皮带机、视觉对中装置、压机间传输机械手、线尾皮带机、成品检验台、端拾器及自动化更换系统、控制系统、安全防护等,板料由行车或叉车送到拆垛小车上。
运行流程
上料→磁性分张→拆垛→双料检测→板料传输→板料清洗→板料涂油→双料检测→板料视觉拍照→上料机械手对中及送料→冲压→工序间机械手送料→冲压→根据工序数量循环→冲压→线尾下料机械手取料、放料→皮带机输送→人工质检→人工装箱(或自动机器人装筐)。
机械手功能和介绍
拆垛机械手
相比于其他同类的两轴拆垛机械手或拆垛机器人,斯特曼设计、使用了多轴拆垛机械手(图1),最大载重可达100kg,水平方向使用了Y1和Y2轴,同时使用同步皮带连接一个倍速Y3,1 个Z 轴负责驱动垂直行程,使节拍可以轻松达到16SPM,多轴的联动配合,在长行程高速运动中,在水平Y 轴方向极大地减少了机械手的磨损,大幅度地提高了拆垛机械手的使用寿命,数年内几乎不需要更换备件,大幅降低了用户的备件损耗以及维修停机时间。

图1 多轴拆垛机械手
高速单臂机械手
FP Neo 单臂系列机械手为高速串联冲压线金属成形应用的需求而特别设计,如图2 所示。该系统基于自动化标准组件,在压机间直线传输而不会改变工件姿势,传输过程中完成板料位置调整和定位,无需任何过渡工位或穿梭机。

图2 FP Neo 单臂系列机械手
产品性能及优势:⑴最大载重可达100kg;⑵压机间距只需5200mm,大大缩减了冲压生产线的长度;⑶机械手具有极高的灵活性,标准配备有9 轴联动,最大节拍可达16SPM;⑷上料无需增加额外的机器人来辅助对中,完全通过机械手自行完成对中并上料;⑸多轴的联动以及垂直轴的大行程,使得前台压机与后台压机的模具高度差范围更大;⑹线尾板料0°~90°的旋转可通过下料机械手自身完成,不必使用机器人辅助,大幅减少用户成本。
高速双臂机械手(TTS)
高速双臂机械手(TTS)是在我司原有双臂机械手(HST)基础上开发的新产品,可匹配高速伺服压机和机械压机,与国际同类产品相比,具有紧凑、高速、节能等特色,达到国际领先水平,将成为未来冲压自动化设备趋势产品,如图3 所示。

图3 高速双臂机械手(TTS)
产品性能及优势:⑴最大载重可达100kg;⑵压机间距只需5200mm,大大缩减了冲压生产线的长度;⑶机械手标准配备有6 个自由度,最大节拍可达18SPM;⑷机械手安装于压机立柱上,维护保养极其简单,零部件可清晰目测检查,如图4 所示。
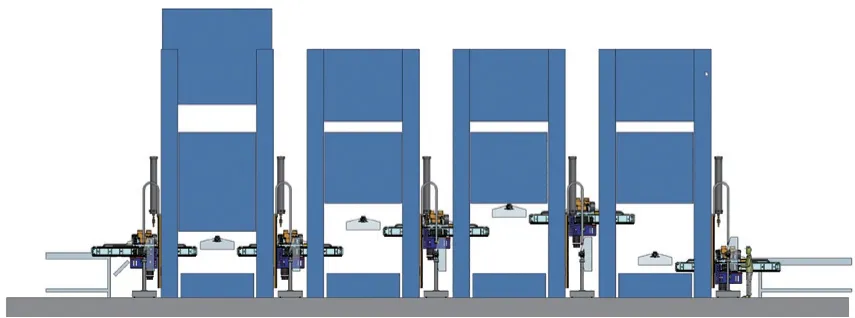
图4 机械手安装于压机立柱上
仿真
StroCon PL 是一款可以帮助规划、模拟和优化STROTHMANN 自动冲压设备的软件,如图5 所示。

图5 StroCon PL 软件
用户可以在虚拟空间中调整、检查自动化设备(多轴机械手)所有轴的运动,然后在一个独立的模拟程序中使整个运动流程可视化。StroCon PL 还可以检查所需运动流程的动力系统和驱动参数,并显示可优化潜力,将为机器控制系统自动生成多达84 个单独轴的最终运动流程数据组,并通过独立的文件供控制系统使用。
StroCon PL 程序可以优化轨迹曲线,以避免可能发生的碰撞,并提高设备产量。在StroCon PL 的帮助下,曲线参数可以在一定范围内进行更改,程序提前计算运动曲线,然后在优化结束后直接输入到机器的控制系统中。
在优化曲线参数的过程中,程序向用户直接显示其操作的影响:除了产生的运动曲线外,还有关于运动的信息,即传输或被输送工件和冲压模具之间的潜在碰撞,以及关于驱动器在传输中的负荷系数、可能的过载、最大行程率等方面的信息。
结束语
随着工业4.0 时代的不断拓进,探索最前沿工控技术,利用StroCon PL 模拟软件和高性能机械手,对工艺进行深度的离线仿真和运行测试优化,不断地推动工艺设计极限,在运动中创新,未来冲压自动化将实现更加的简易、紧凑、高效和稳定。
猜你喜欢
建材发展导向(2023年4期)2023-03-14
机械研究与应用(2022年1期)2022-03-14
汽车工艺与材料(2021年5期)2021-05-17
诗潮(2019年8期)2019-08-23
材料科学与工艺(2018年3期)2018-06-21
意林·少年版(2018年10期)2018-05-30
锻造与冲压(2018年6期)2018-03-20
诗潮(2017年4期)2017-12-05
国际木业(2016年2期)2016-12-01
诗潮(2015年3期)2015-03-20
