
GH864高温合金磨削裂纹分析*
2024-03-05 12:13苏和卢纲
机械制造 2024年1期
苏 和 卢 纲
1.甘肃省炼化特种装备工程技术研究中心 兰州 730060
2.渤海装备兰州石油化工装备分公司 兰州 730060
1 分析背景
GH864高温合金是一种以金属间化合物γ′相强化的时效硬化型镍基高温合金[1]。GH864高温合金具有良好的耐燃气腐蚀能力、较高的高温抗拉强度和持久性能,广泛用于石油化工设备和航空航天领域的热端部件。例如催化炼化装置用烟气轮机的动叶片和涡轮盘,使用GH864高温合金制造,运行工况下温度达到700 ℃,设计使用寿命达10万h,体现出优良的高温性能。GH864高温合金是一种难加工金属材料,在最终热处理状态下具有硬度高、韧性大的特点[2]。对于车、铣、钻、镗等加工而言,体现为切削抗力大,刀具磨损快,加工效率低。对于磨削加工而言,体现为磨削表面的完整性不佳。
笔者针对GH864高温合金,进行磨削裂纹分析。
2 问题概述
在外圆磨床磨削GH864高温合金的叶片顶部圆弧面时,着色检查偶尔能发现有表面裂纹的情况,如图1所示。裂纹位于叶顶弧面中部,肉眼较难发现。通过着色渗透检查,可以清晰看到裂纹呈网状成片分布,网格大小不超过2 mm,深度浅。对于这些裂纹,用金相砂纸可以打磨消除。
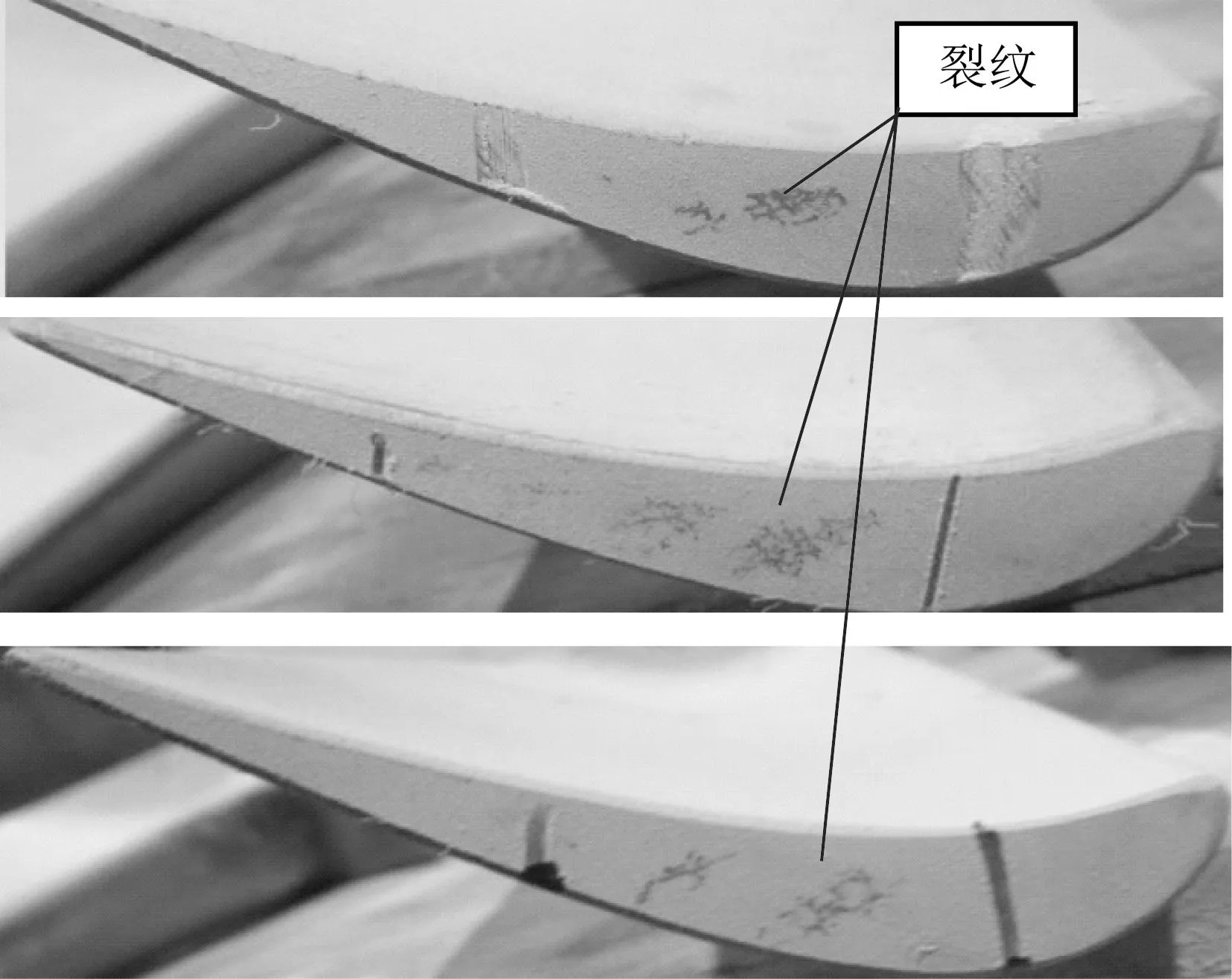
图1 GH864高温合金磨削裂纹
在一次强力磨磨削叶片根部榫齿型面时,发现另一种裂纹情况,如图2所示。裂纹位于齿槽底部,长短不一,长裂纹由短裂纹扩展连接形成,有顺齿槽延伸的趋势,深度较深,局部超过0.5 mm,肉眼和着色检查均清晰可见,造成加工零件直接报废。后经确认,此裂纹是由磨床设备故障引起的。
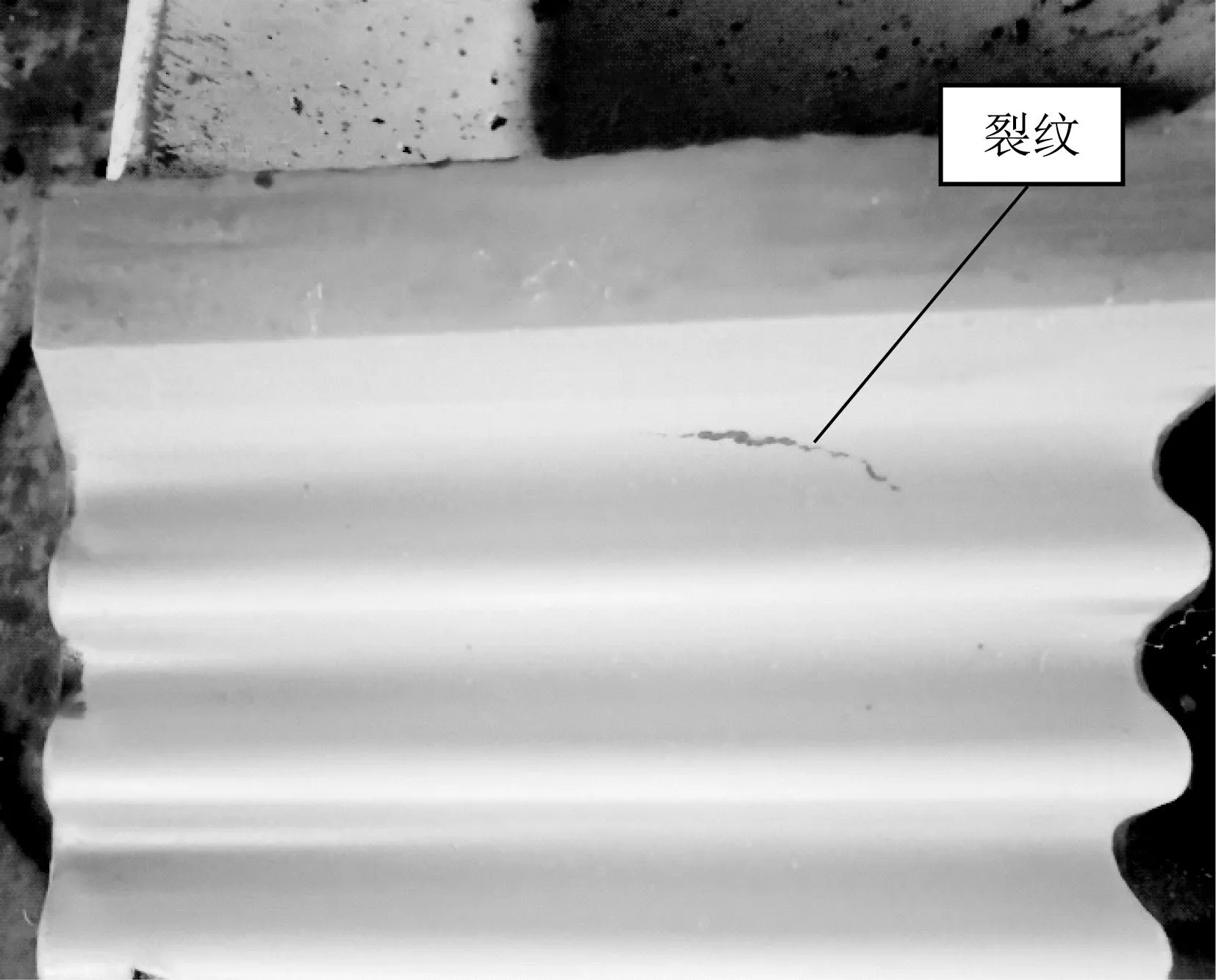
图2 另一种磨削裂纹
叶片是烟气轮机热端的核心转动部件,在设备运转中起至关重要的作用。虽然以上两种裂纹是偶然出现,但是绝不能掉以轻心,有必要对裂纹的产生原因及机理进行分析研究[3-5]。
3 裂纹产生原因
通过对裂纹观察分析,发现一些特征。一是无论叶顶还是叶根,裂纹主要出现在磨削时较封闭的表面上,这些空间散热差,冷却液也不容易冷却。二是叶顶部的裂纹网格大小与相应热处理后GH864高温合金的宏观晶粒尺寸大小一致,可以判定裂纹为晶界裂纹。三是叶根部位裂纹区域表面为发亮白色,表面还有许多黑色麻点分布,如图3所示,这些都是材料高温烧伤的表现。由此,可以初步确定裂纹的产生与磨削表面高温有关。
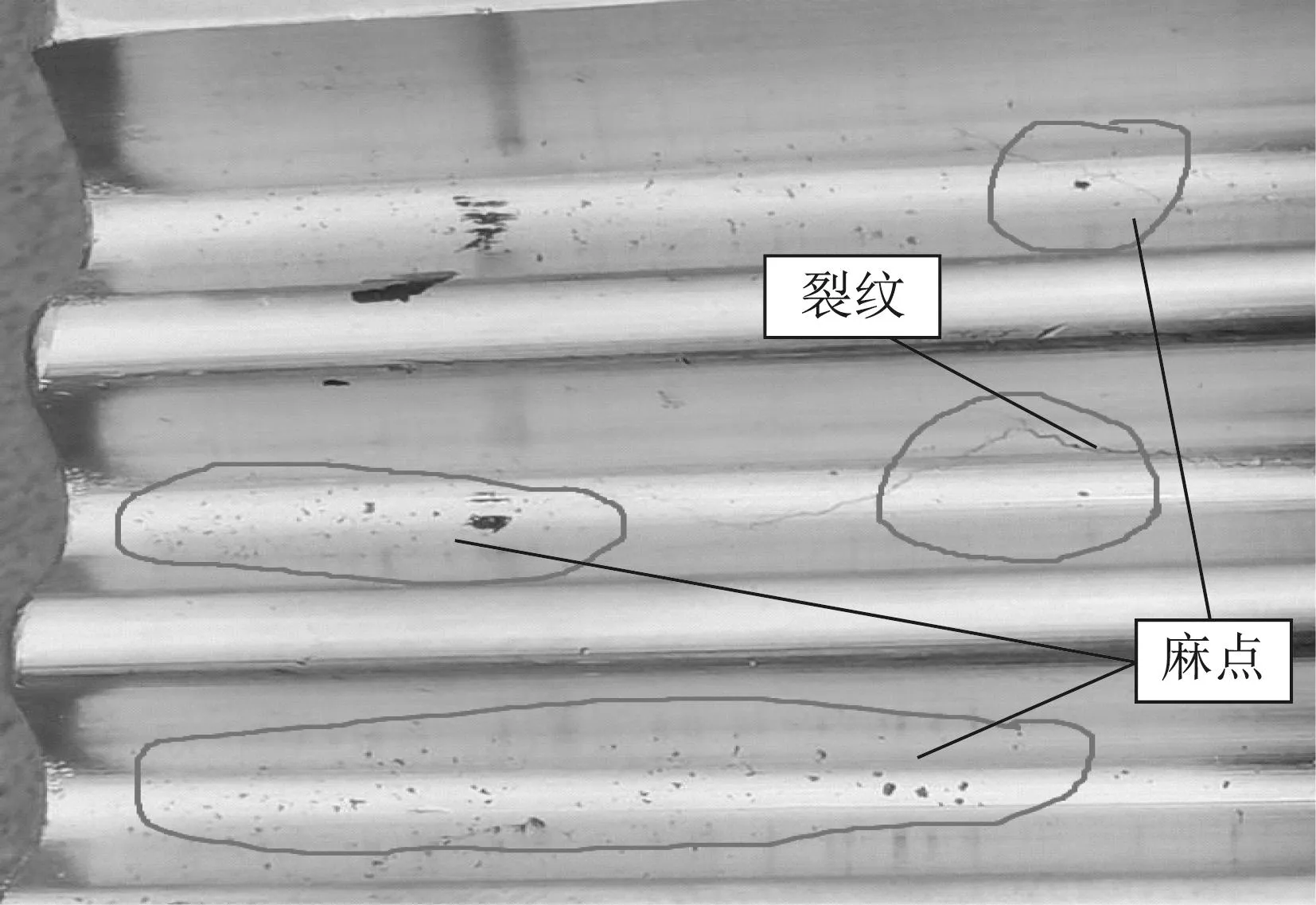
图3 叶根表面情况
4 裂纹产生机理
从磨削裂纹特征看,裂纹经历了产生和扩展两个过程,同时,裂纹产生的时间很短。也就是说,裂纹是在高温下很快产生的,由此分析裂纹产生的机理。
根据文献[1]的理论,高温合金的晶界在高温下表现为薄弱环节,在高温和应力的作用下,首先在晶界产生裂纹,这也是高温合金晶界强化的重要原因。根据文献[6]的理论,GH864高温合金切削抗力大,磨削加工易产生局部高温,同时对工件施加往复磨削力,砂轮振动引起的高频循环应力也较大,这就具备了高温和应力条件。特别是前述第二种裂纹是设备故障情况下产生的,磨床工作台爬行故障,造成磨削区高温,砂轮主轴轴承故障,造成砂轮在磨削中振动严重。
一定温度下循环应力造成的金属材料裂纹的起始和扩展过程如图4所示。在循环应力的作用下,首先产生晶间位错,然后位错不断堆积形成空穴。接着空穴滑移增长形成枝晶或指状空穴,进而出现微观裂纹起始和微观裂纹扩展。当微观裂纹的长度达到0.8~1mm时,便形成工程检测手段能够检测到的宏观裂纹。宏观裂纹经扩展、延续和连接,形成宏观主裂纹。

图4 金属材料裂纹起始和扩展过程
5 裂纹关系分析
5.1 温度与裂纹产生的关系
温度与应变和表面裂纹起始的关系如图5所示。图5中,纵轴为循环应力下试件最大应变与最小应变的范围,横轴为试件达到1 mm表面裂纹起始的寿命。从图5中可以看出,随着温度的提高,曲线向左下方移动。也就是说,温度越高,达到1 mm表面裂纹起始所需要的总应变范围就越小,相应的循环应力也就越小。同样,在循环应力一定的情况下,温度越高,达到1 mm表面裂纹起始的时间越短。这种关系可以解释在叶片的磨削过程中,当有超过允许的高温情况时,磨削裂纹可以很快产生。
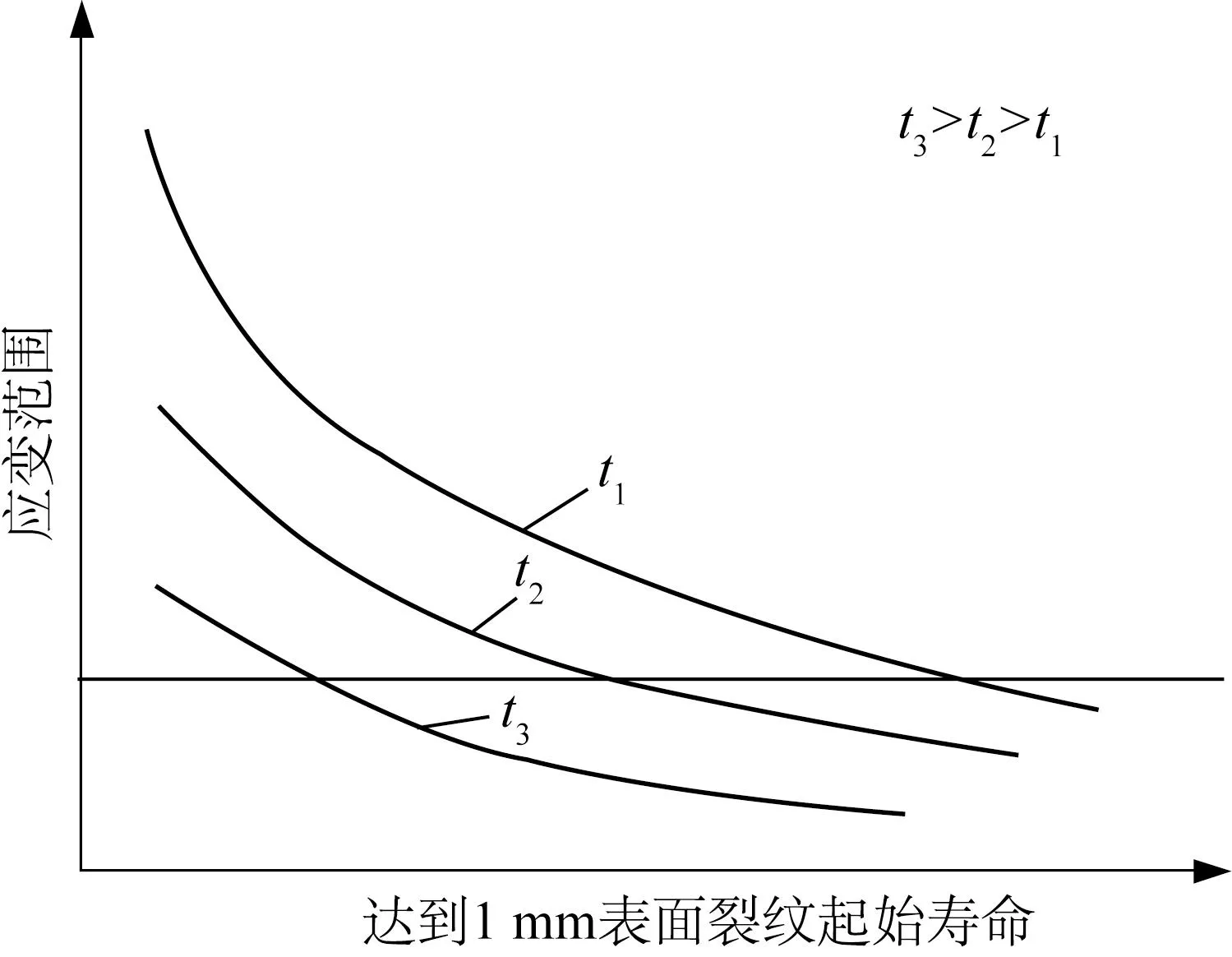
图5 温度与应变和表面裂纹起始关系
5.2 温度与裂纹扩展的关系
裂纹扩展与温度的相关性如图6所示,纵轴为裂纹扩展率,表示在一定循环次数下裂纹扩展的速率,横轴为温度的倒数。从图6中可以看出,在应力循环频率不变的情况下,温度越高,裂纹扩展率越高,而且呈非线性几何级数提高。因此,裂纹扩展对温度提高更为敏感。早期微小裂纹在后期磨削中继续经受高温和循环应力时,就会快速扩展,从而产生大的裂纹,如图7所示。

图6 裂纹扩展与温度相关性
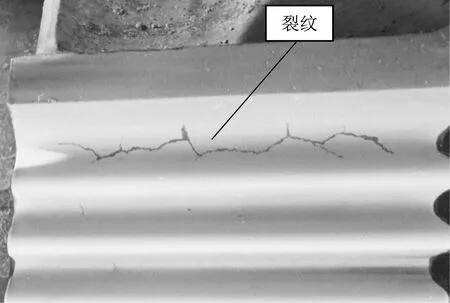
图7 裂纹扩展
根据GH864高温合金的热处理性能,当温度高于980 ℃时,合金中晶界γ′强化相开始融入基体,晶界强化作用减弱,合金的机械性能开始急剧下降[7-8]。此时受应力作用,合金将会从晶界发生滑移,然后发生蠕变等塑性变形。如果应力为循环交变应力,那么为微裂纹的产生创造了条件,将会发生从微观裂纹到宏观裂纹,再到裂纹扩展的过程,直到断裂失效[9]。这个过程的快慢与温度和所受循环应力有直接关系,这就是GH864高温合金磨削裂纹产生的原因和机理。
6 结束语
GH864高温合金磨削裂纹是一种表面裂纹,根据产生过程和严重程度可以分为微观裂纹和宏观裂纹,长度达到0.8~1 mm时为宏观裂纹起始,通过着色检查或X光射线检测都可以检测发现。第二种裂纹,即叶片齿根的强力磨磨削裂纹,是笔者多年来首次遇到,对此提取样本,分析研究,结合较为常见的叶顶磨削裂纹情况进行研究,得出结论。
高温过烧是造成GH864高温合金出现磨削裂纹的基础条件[10]。GH864高温合金虽然经过1 070 ℃固溶处理、845 ℃稳定化处理和760 ℃时效处理,并且在815 ℃以下的高温使用,但是精加工过程中的高温过烧还是非常有害的。
高温过烧与循环应力产生应变是GH864高温合金产生磨削裂纹的直接原因。在高温情况下发生循环应变,材料表面将迅速产生裂纹,并且高温对裂纹的扩展有重要加速作用。
GH864高温合金的磨削裂纹区具有明显的表面特征,在批量生产过程中,可以根据表面特征及早发现磨削裂纹,并采取措施避免磨削裂纹的批量出现。
猜你喜欢
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
工程科学学报(2021年10期)2021-10-23
粉末冶金技术(2021年3期)2021-07-28
World Journal of Diabetes(2019年7期)2019-07-23
中国有色金属学报(2018年2期)2018-03-26
四川轻化工大学学报(自然科学版)(2017年3期)2017-06-29
焊接(2016年8期)2016-02-27
上海金属(2015年6期)2015-11-29
建筑材料学报(2014年3期)2014-03-11
