
大幅面坡口激光切割机的设计与应用
2024-02-29 12:26:22洪超周鹏飞潘峻城孙谦江苏扬力数控机床有限公司
钣金与制作 2024年2期
文 洪超,周鹏飞,潘峻城,孙谦 江苏扬力数控机床有限公司
随着生产加工市场对大幅面钢板的广泛使用,对钢板的平面加工和二维坡口加工能够在同一道工序中一次性完成提出更高要求,同时由于光纤激光切割机相对于传统火焰切割机在切割效率和精度上的优势,使得工程机械、船舶、轨道交通等行业市场对具有高功率、大幅面、二维坡口切割等多功能型的激光切割设备需求越来越大。本文将详细介绍我司最新研发的WL12030F(B)型数控光纤坡口激光切割机,主要研究内容为大幅面分段式机身结构、上下组合式横梁、模块化工作台、旋转摆动装置、激光切割头、随动除尘装置、二维坡口切割控制功能、坡口激光切割工艺操作流程。
方案设计
WL12030F(B)型数控光纤激光切割机(坡口)整机示意图如图1 所示,其主要技术参数为切割幅面12000mm×3000mm,定位精度±0.05mm/m,重复定位精度±0.1mm/12m,X/Y 轴联动速度80m/min。该产品具有高功率、大幅面、二维坡口切割的功能特点,采用大幅面机身结构、伺服控制系统、齿轮齿条驱动、模块化工作台,具有速度快、稳定性高、节能环保等特点,操作维护方便快捷。设备运动机构中配置有安装激光切割头的A/B 轴旋转装置,其可驱动激光切割头在加工过程中旋转,通过改变激光光束的照射角度,以获得不同角度的坡口加工零件。

图1 WL12030F(B)型数控光纤激光切割机(坡口)整机示意图
主要功能部件
大幅面分段式机身结构
主机身采用分段式机架,如图2所示,焊接后采用大型壁炉进行回火处理,以彻底消除焊接应力,保持精度的稳定性。加工时采用进口大型数控落地镗铣床,保证了机架导轨精度的一致性。

图2 分段式机身结构
上下组合式横梁
移动横梁由左侧底座、右侧底座、中间梁三个部分组成,如图3 所示,中间梁经有限元分析计算,具有高强度、低质量的特性,保证机床系统的高动态性能,具有较高的加减速性能。横梁采用钢板焊接箱式结构,焊接后采用大型壁炉进行回火处理,以彻底消除焊接应力。导向采用高精度直线导轨,运动采用伺服电机精密齿轮齿条驱动,保证机床较高的定位精度和重复精度。

图3 上下组合式横梁结构
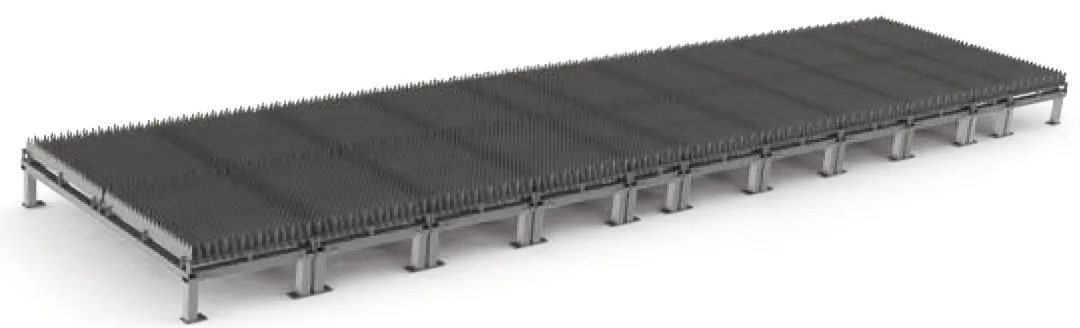
图4 模块化工作台
模块化工作台
工作台与机身之间是分开的,工作台为分体式、模块化设计,各组工作台都是单独一个模块,可以自由组合摆放调整切割区域,也可以拓展其用于不同切割幅面的类似设备。其中每组工作台均设计有可单独更换的托料齿条,设备长期使用使托料齿条损耗后,客户可以自行单独更换,使设备维护使用更加简单便捷。
旋转摆动装置
设计使用了旋转摆动装置作为额外的机械驱动系统并外挂精密激光切割头,可实现高效率、高精度的坡口切割作业,如图5 所示。产品结构主要由精密激光切割头、切割头固定板、A/B 轴摆动机构和A/B 轴电缆连接孔组成。旋转摆动装置灵活多变、具有可扩展性,可调整激光功率的大小,可更改切割头固定板的安装孔位置、尺寸,适配不同类别、不同配置的激光切割头。A 轴摆动机构具有一定的刚度要求,由电机、减速机组成,可在一定角度摆动且采用稳固的结构设计,具有良好的动态特性和高精度。B 轴摆动机构采用轻量化设计,由小号的电机、减速机组成,可在一定角度摆动,采用电机、减速机直连结构,省去中间传动环节,可靠性得以保证。同时采用牢靠的防尘设计,确保该机构在较差的现场空气环境中也能够稳定使用。旋转摆动装置主要参数见表1。
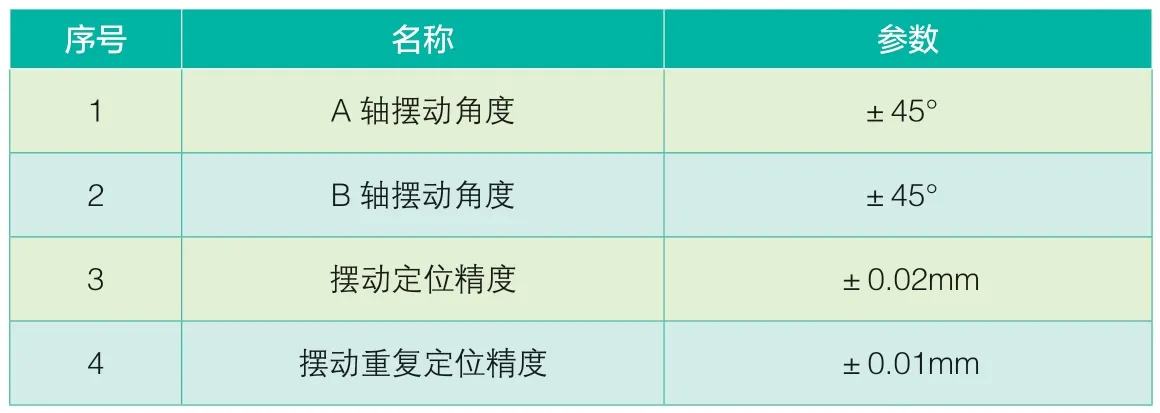
表1 旋转摆动装置主要参数
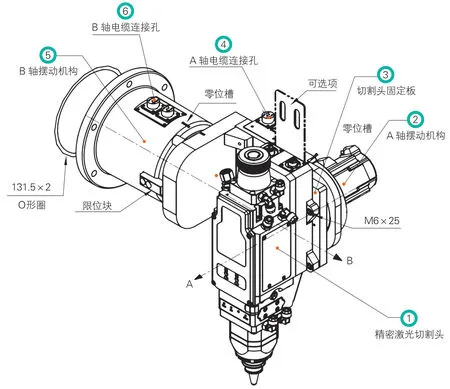
图5 旋转摆动装置结构示意图
随动除尘装置
风扇和吸尘窗口分别装在横梁两侧,跟随横梁一起前后运动,过滤,完成彻底的粉尘过滤。粉尘则被滤芯阻拦在其表面上,当被阻拦的粉尘在滤芯表面不断沉积时,滤芯内外压差不断加大,当压差达到一定数值时,集尘器会自动开启在线清灰功能,此时脉冲电磁阀被打开,压缩空气经管道流入反吹清灰系统,通过清灰机构的喷吹管瞬间喷向滤芯内表面,使沉积在滤芯上的粉尘颗粒在高压气流作用下脱离滤芯表面掉落进下方的可抽取式集尘小车,整个滤芯表面全部得到清理。净化后的空气经风机排出。从而使吸尘窗口始终靠近切割头切割区域,如图6 所示。同时在切割区域内装有除尘吸风管道,将吸尘窗口与管道使用皮带连接,利用管道负压起到密封作用,管道的一端外接强力集尘器,实现切割区域较好的吸尘效果。集尘器的内部结构如图7 所示,管道内吸取的粉尘气流在风机负压作用下,通过内部管道先进入预处理器过滤火星及大颗粒粉尘,再通过PTFE 覆膜聚酯纤维滤芯网

图6 随动除尘装置整体示意图
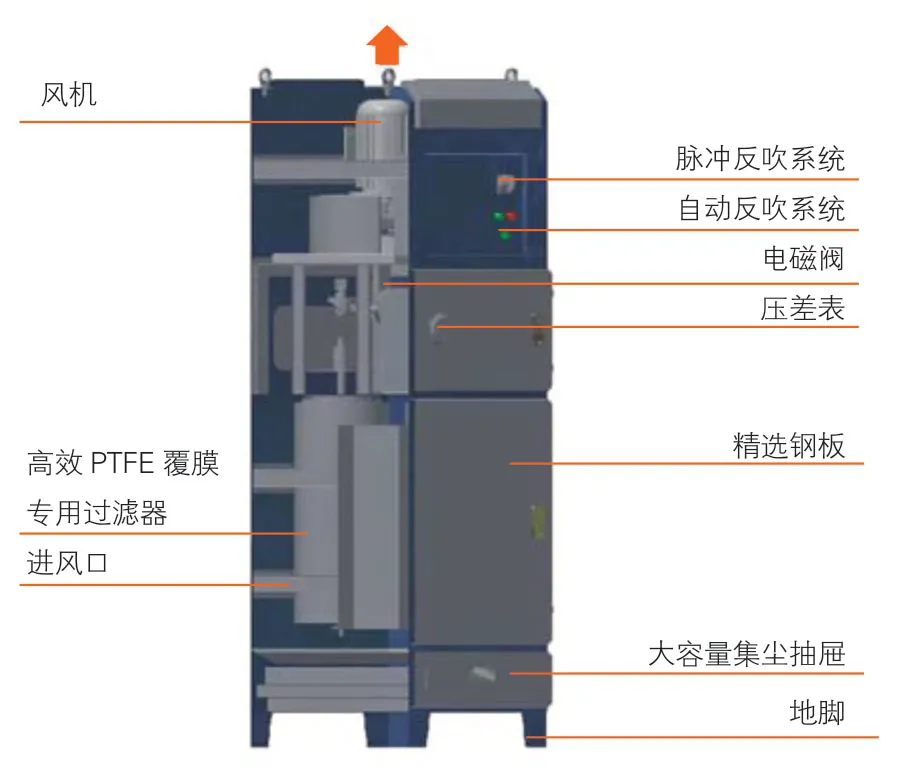
图7 集尘器内部结构
应用
二维坡口切割控制
二维坡口激光切割的控制要求具备高精度、高效率的特点,其主要功能包括视觉标定、摆长修正、参数设置、自定义PLC、模拟以及切割加工控制。在系统功能方面,支持dxf、lxd、nrp2、slp 等文件格式的二维图纸导入,在打开/导入DXF 等外部文件时,可自动进行去除重复线、合并相连线、去除极小图形、自动区分内外模等优化。在坡口切割功能方面,支持V/Y/X/K 多种坡口类型,以零件外轮廓的方式导入图纸,确认板材厚度后,可以灵活地对零件进行坡口属性设置。控制系统对摆动结构建立三维数学模型,采用专业算法,通过视觉采样装置对模型进行高精度采样分析,规避安装过程及结构件精度带来的加工误差。在切割加工控制功能方面,针对板材变形设立相应的补偿机制功能,通过提前采样量化变形情况,保障各种材料及工况下的加工精度;在切割运动中支持法向量跟随,规避不同喷嘴及不同切割角度带来的尺寸偏差问题;引入分刀逻辑功能,在不破坏零件底图的情况下,可以更自由地编辑零件属性;支持垂直穿孔、倾斜穿孔两种穿孔功能模式;具有工艺节点编辑功能,解决拐角等特殊工艺场景的单独编辑需求;功率曲线编辑功能,可设置起刀/收刀/顶点摆动等相关参数;具有“直接过渡”及“拐角法向量优化”两种拐角运动方式,兼顾了稳定性及切割质量两种切割需求;高速电容寻边功能,可通过该方式校正建立板材位置坐标;加工断点记忆,断点前进后退追溯功能;停止和暂停过程中定位到任意点,从任意位置开始加工功能。
坡口激光切割工艺操作流程
⑴导入图纸选择要加工的图纸文件。打开菜单的右侧区域可以预览文件的加工图形以及图形尺寸。
⑵设置板材厚度及坡口属性。坡口属性里的刀序设置不会受排序功能影响。
⑶设置图层工艺。选取零件或轨迹,点击右侧图层工具栏即可设立对应图层,复合坡口可以使用单图层多刀路,也可以设置为多图层单刀路。在<工艺>设置内,直接读取工艺库内相应的工艺参数,也可以分别设置具体的穿孔、切割等过程的工艺参数。
⑷选择坡口种类。坡口切割分为直切、V形切、Y形切、X形切、K 形切。在选择K 形切时,先确定板材实际板厚,然后输入坡口截面参数角度1、角度2、上坡口宽度、下坡口宽度,如图8 所示,然后根据不同的切割路径设定三个独立的工艺切割参数,分别使用A 参数、B 参数、C 参数来表示,三个独立的参数具有不同的切割速度、气压大小、功率大小、焦点位置等,需要注意的是由于切割过程中喷嘴是不更换的,所以要求使用同一规格的喷嘴参数进行有效加工。

图8 K 形切坡口截面参数
结束语
本文较为详细地介绍了一种大幅面坡口激光切割机的机械结构特点、工作控制原理,该设备可应用于工程机械、船舶制造等行业较大幅面焊接板件的加工,具有切割轮廓时同步加工焊接坡口的能力,减少了加工工序,降低了产品的生产成本,具有一定的市场竞争优势。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
自我保健(2020年8期)2020-10-27 01:09:24
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
制造技术与机床(2017年8期)2017-11-27 02:10:01
邢台学院学报(2016年4期)2016-02-28 19:54:41
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
中国水运(2015年11期)2015-12-08 02:21:58
