
浅谈高功率激光电弧复合焊
2024-02-29 12:26:18梁思威深圳市铭镭科技有限公司
钣金与制作 2024年2期
文 梁思威 深圳市铭镭科技有限公司
激光电弧复合焊是结合激光束和电弧进行焊接的一种激光焊接方式,激光束和电弧的复合充分显示出其焊接速度、熔深和工艺稳定性的显著提高。自20 世纪80 年代末以来,高功率激光器的不断发展推动了激光电弧复合焊技术的发展,使得材料厚度、材料反射率、间隙桥接能力等问题不再是焊接技术的阻碍,目前已成功应用于中厚材料零件的焊接中。
激光电弧复合焊接技术
在激光电弧复合焊接过程中,激光束和电弧在一个共同的熔池中相互作用产生了窄而深的焊缝,从而提高了生产率,如图1 所示。
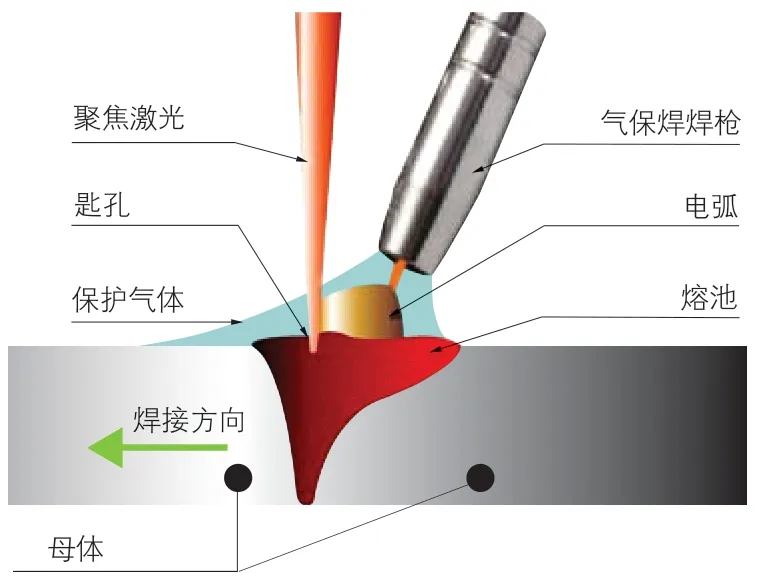
图1 激光电弧复合焊工艺方案
激光电弧复合焊接基本原理
激光焊接以热影响区非常窄、其激光束可以聚焦在很小的区域上产生狭窄而深的焊缝而著称,能够实现更高的焊接速度,从而减少了热量输入并降低了焊接零件的热变形几率。然而,激光焊接的缝隙桥接能力差,因此在工件装配和边缘准备中有很高的精度要求。激光焊接对于铝、铜、金等高反射率材料焊接非常困难,与此相反,电弧焊工艺具有出色的间隙桥接能力,高电效率,并且可以有效地焊接具有高反射率的材料。但是,电弧焊过程中的低能量密度会使焊接过程变慢,从而在焊接区域产生大量的热量输入,并导致焊接零件的热变形。因此使用高功率激光束进行深熔焊的同时使用具有高能量效率的电弧协同作用,其混合效应弥补了工艺的缺陷,并补充了其优势,如图2 所示。
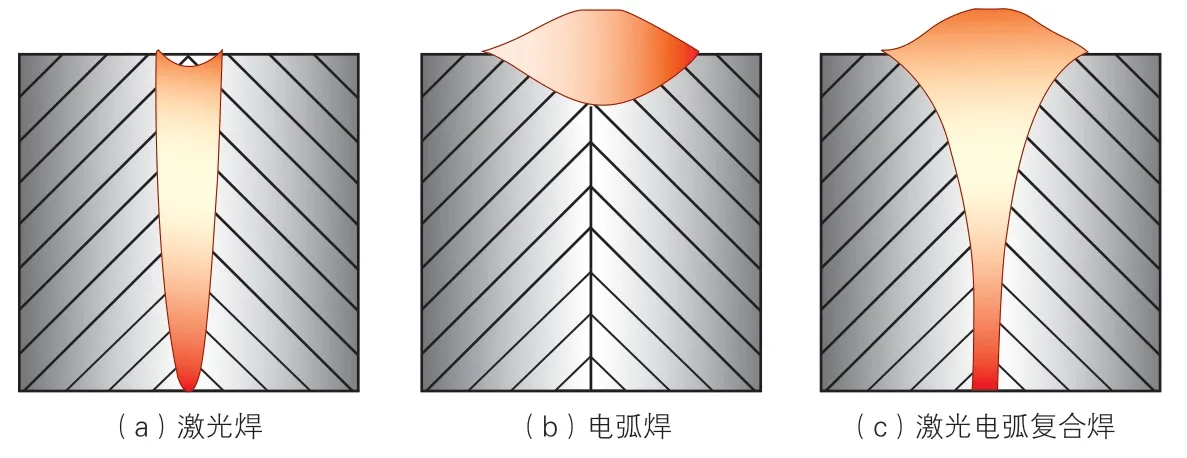
图2 激光焊、电弧焊和激光电弧复合焊焊缝形成模式
激光电弧复合焊接工艺优势
激光焊接的缺点是缝隙桥接能力差,对工件装配要求较高;电弧焊接的缺点是在焊接厚板时能量密度低,熔深浅,在焊接区域产生大量的热量输入,会导致焊接零件的热变形。而二者的结合能相互影响和支持且弥补了彼此焊接工艺的缺陷,充分发挥激光深熔和弧焊盖面优势,达到热输入量小,焊缝变形量小,焊接速度快且焊接强度高的优点,如图3 所示。激光焊、电弧焊和激光电弧复合焊焊接中厚板效果对比见表1。

表1 中厚板焊接效果对比
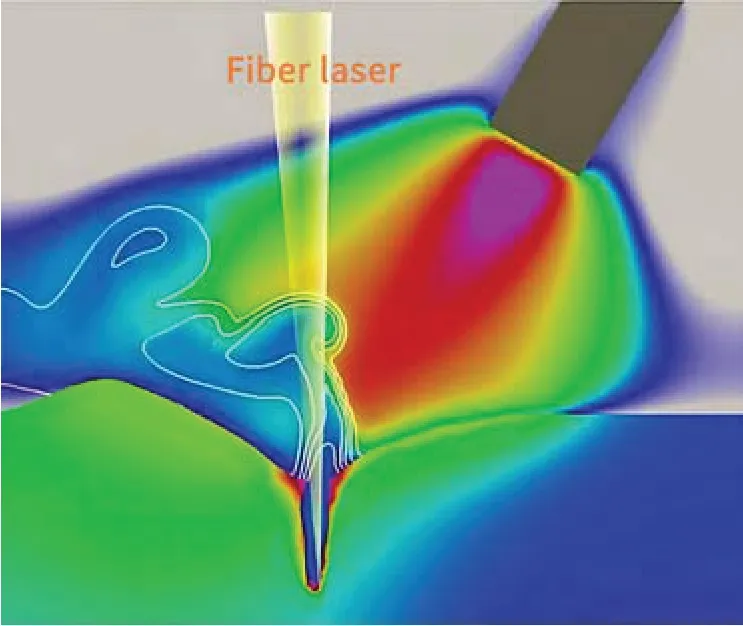
图3 激光电弧复合焊接过程图
铭镭激光电弧复合焊案例
铭镭激光电弧复合焊设备主要由机械手、激光器、冷水机、焊接头、弧焊电源等组成,如图4 所示。
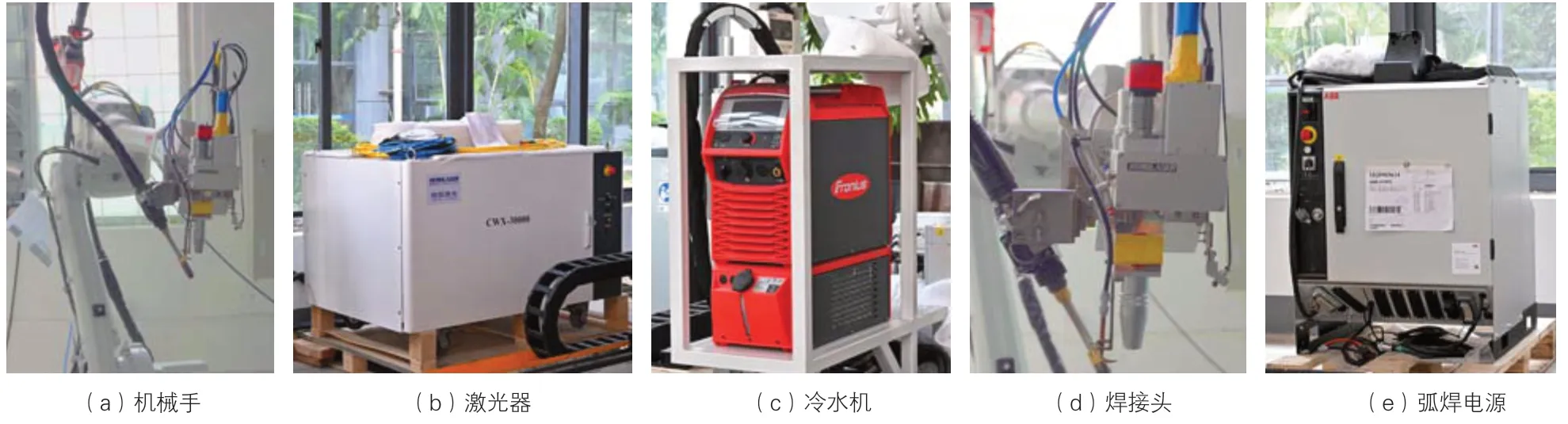
图4 铭镭激光电弧复合焊设备
案例1
客户公司 某循环水行业公司。/产品介绍 复合型蒸发式冷却(凝)装备。/焊接要求 管材对接、16mm 外角焊、特殊材质板材拼焊。焊接成品效果如图5 所示,焊缝宏观金相如图6 所示。

图5 焊接成品效果

图6 焊缝宏观金相
案例2
产品介绍 船体夹板U 肋钢。/焊接要求 8mm、10mm、16mm 外角焊缝需要全熔透,单面焊接,背面成形。焊接成品效果如图7 所示,焊缝宏观金相如图8 所示。
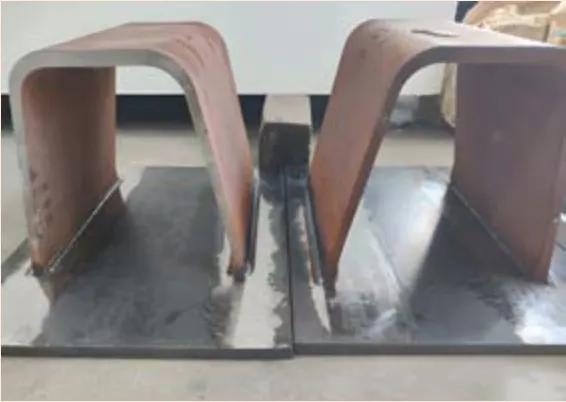
图7 焊接成品效果

图8 焊缝宏观金相
激光电弧复合焊应用领域及发展趋势
应用领域
随着高功率激光器技术的逐渐成熟,激光电弧复合焊于各个领域中得到普遍应用,有着较高的焊接效率、较高的间隙容忍度和较深焊接熔深等优点,是中厚板焊接的优选焊接方法,同样也是能够在大型装备制造领域替代传统焊接的焊接方式。广泛适用于工程机械、桥梁、容器、管道、船舶、钢构及重工等工业领域,如图9 所示。

图9 激光电弧复合焊应用领域
发展趋势
根据新思界产业研究中心发布的《2022-2026 年中国激光电弧复合焊行业市场行情监测及未来发展前景研究报告》显示,我国是激光设备生产大国,2021 年我国激光设备行业产量在20万台以上,其中激光焊接设备约占激光设备市场的27.3%,是市场主流设备之一。而激光电弧复合焊是激光焊接的新型设备之一,随着各个行业对中厚度板材焊接需求不断释放,激光电弧复合焊的市场需求将不断扩大。
结束语
就目前而言大功率激光电弧复合焊还是依赖于进口的较多,被德国、意大利、英国、美国等国家企业所垄断,大功率激光电弧复合焊国产替代空间广阔。为打破这一局面,我国企业在技术、人才、应用等方面需要不断创新,推动替代进口大功率激光电弧复合焊不断前进的步伐,大功率激光电弧复合焊国产替代的发展趋势将会越发明显。
05
中华服饰
永不褪色的仙女裙
袒领襦裙
流行朝代魏晋唐
是古代裙子的一种款式,是从魏晋时期开始流行的。

风格影响:率直任诞 清俊通脱的魏晋风度
自由开放 兼容并包的大唐气度
基本特点:上衣下裳制 袒领呈现出一种宽松的形状
设计简洁明快 适合日常休闲穿着
轻解浅析:袒领宽松形 酥胸半露状
简洁明快款 穿着日常闲
率俊清脱洒 魏晋风任诞
兼容并开放 盛唐度不凡
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
军事文摘(2023年15期)2023-09-20 02:08:18
科技风(2018年19期)2018-05-14 05:13:39
制造技术与机床(2017年7期)2018-01-19 02:29:32
科技创新与应用(2017年11期)2017-04-27 20:47:28
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年1期)2016-02-27 12:51:48
电源技术(2015年7期)2015-08-22 08:48:48
百科知识(2014年11期)2014-06-10 05:47:57
中学理科园地(2014年1期)2014-04-29 00:44:03
