
银钎料焊缝凝固行为的数值模拟
2024-02-28 05:34:44王永彪王嘉鑫刘新田钟素娟刘建秀
上海金属 2024年1期
王永彪 王嘉鑫 刘新田 张 洋 钟素娟 刘建秀 王 艳
(1.郑州轻工业大学 河南省机械装备智能制造重点实验室,河南 郑州 450002;2.新型钎焊材料与技术国家重点实验室,河南 郑州 450000)
降低能耗和物耗,发展循环经济和低碳技术,是贯彻绿色发展理念的重要一环。药芯焊料因其低焊剂消耗、低环境污染、高焊接质量和低成本等优点而受到广泛关注[1-3]。熔焊药芯焊丝是通过根据焊接接头的环境调整药芯合金的成分和比例来精确设计的。钎焊用药芯银焊料中Sn、Cu和Ni的添加提高了焊料的强度[4-6]。添加适量的B可抑制晶界铁素体析出,促进针状铁素体形成,并提高合金的韧性[7]。合金的力学性能在很大程度上取决于其凝固组织,而传统模拟较少涉及焊缝凝固热力学和动力学,因此有必要建立更合理的模型研究焊缝凝固行为。
本文以BAg30CuZnSn钎料为研究对象,通过对钎料微观组织的观察和相场模型的建立,采用试验和模拟相结合的方法研究了钎焊后冷却速率及B含量对钎料焊缝凝固行为的影响,这对深入理解钎料焊缝凝固微观组织的演化规律,改善焊缝的性能具有重要意义。
1 相图热力学和扩散动力学计算
采用Thermo-Calc软件对成分(摩尔分数,%)为36Cu、32Zn和2Sn的Ag-Cu-Zn-Sn合金进行热力学计算,得到的相图如图1所示。
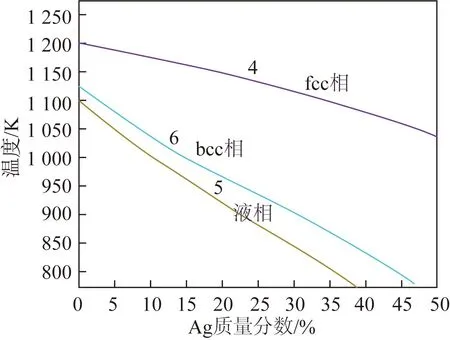
图1 Ag-Cu-Zn-Sn合金相图Fig.1 Phase diagram of Ag-Cu-Zn-Sn alloy
由相图导出1 073 K下fcc_A1+液相共存的相平衡曲线斜率为-2.48。采用原子迁移率计算基础组分Ag与其他元素之间的有效互扩散率,Mi(i=Cu,Zn,Sn)是合金组分的化学迁移率,其与杂质扩散系数直接相关[8-10]:
(1)
式中:φ表示fcc_A1或液相;Di是示踪剂扩散率;R是气体常数;T是温度。所需迁移率取自迁移率数据库TCAL3,计算结果如表1所示。
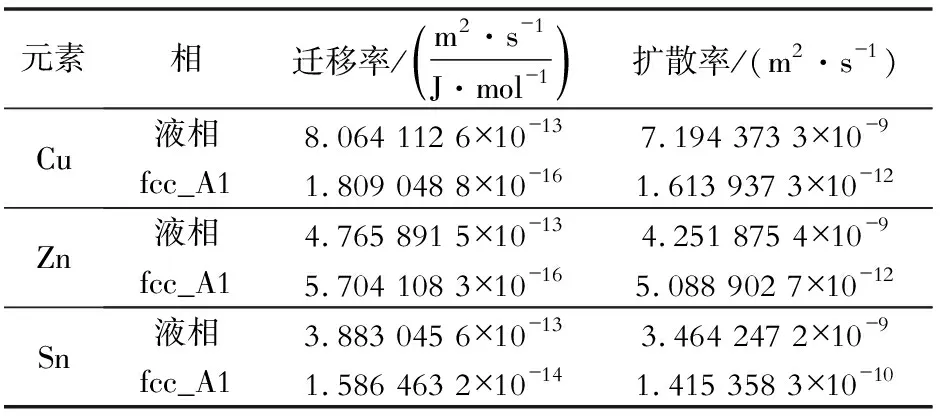
表1 元素的扩散率和迁移率Table 1 Diffusivity and mobility of elements
2 相场模型
引入一组序参量φ来表示不同的相和界面,φ满足-1≤φ≤1,其中φ=-1表示液体,φ=1表示固相,当第i个晶粒的φi值为1时,其他φj(j≠i)的值均为0。将界面定义为-1≤φ1+φ2+…+φN≤1,使得系统中的任意点都可以用矢量φ=(φ1,φ2,…,φN)来表示[11-13]:

(2)

由于合金中Sn含量较低,在模型中将其简化,B元素作为形核质点加入,形核模型[14]为:
(3)
式中:μn是形核参数,与形核密度N0有关;ΔT是过冷度;Vc是焊后冷却速率;fs=(φ+1)/2是固相体积分数。
3 结果分析
采用质量分数均为60%的Cu60Sn40+40%钎剂、Cu60Sn40+38%钎剂+2%B和Cu60Sn40+37%钎剂+3%B等3种钎料进行钎焊,所得焊缝显微组织及相应的相场模拟结果如图2所示。从图2可以看出:当钎料不含B元素时,焊缝组织主要是柱状树枝晶,枝晶界面前沿没有等轴晶,枝晶生长空间充足、尺寸较大,并生成了大量二次枝晶臂;加入2%的B元素后,枝晶界面前沿发生了明显的柱状晶向等轴晶转变的现象;继续增加B含量,促进了柱状晶的生长,枝晶形核数量增加,但枝晶尖端半径逐渐减小。因此,增加B含量有利于柱状晶的生长和抑制等轴晶的形成。

(a)60%Cu60Sn40+40%钎剂;(b)60%Cu60Sn40+38%钎剂+2%B;(c)60%Cu60Sn40+37%钎剂+3%B
枝晶尖端半径是描述枝晶生长的重要参数[14-16]。模拟了不同焊后冷却速率下60%Cu60Sn40+38%钎剂+2%B钎料焊缝的枝晶形貌,如图3(a)所示。可见,当冷却速率为0.1 K/s时,少量等轴晶在液相中形核,此时枝晶尖端半径较大,形核数量较少。当冷速增加至0.5 K/s时,枝晶尖端半径逐渐减小,形核数量增加。这是因为冷速较低时,过冷度较小,导致形核数量减少,枝晶生长空间充足,枝晶尖端半径较大。随着冷速的进一步增大,枝晶生长速度增大、生长空间减小、竞争生长加剧,从而抑制了枝晶的生长,枝晶尖端半径减小。保持Vc=0.2 K/s不变,模拟了不同B含量下焊缝的枝晶形貌,结果如图3(b)所示。可见当B质量分数为1%时,枝晶尖端半径较大,形核数量较少,柱状晶前沿发生了明显的晶型转变现象。随着B含量的增加,枝晶尖端半径逐渐减小,形核数量逐渐增加,柱状晶生长得到了促进,等轴晶生长受到抑制。然而,当B质量分数达到4%时,枝晶形态变化不明显。
不同焊后冷却速率和不同B含量下形核数量和枝晶尖端半径如图4所示。从图4(a)可以看出:当冷却速率为0.1 K/s时,枝晶形核数为15,尖端半径为37 μm;随着冷却速率的增大, 枝晶形核数量增加,尖端半径减小。从图4(b)可以看出:当B质量分数为1%时,枝晶形核数为7,尖端半径为32 μm;随着B含量的增加,枝晶形核数逐渐增加到31,而枝晶尖端半径减小到16.5 μm;然而,当B质量分数为4%时,形核数量和枝晶尖端半径的变化不明显,这可能是因为B含量的增加抑制了奥氏体向铁素体的转变,但当B含量增加到一定程度时,这种影响开始减弱。
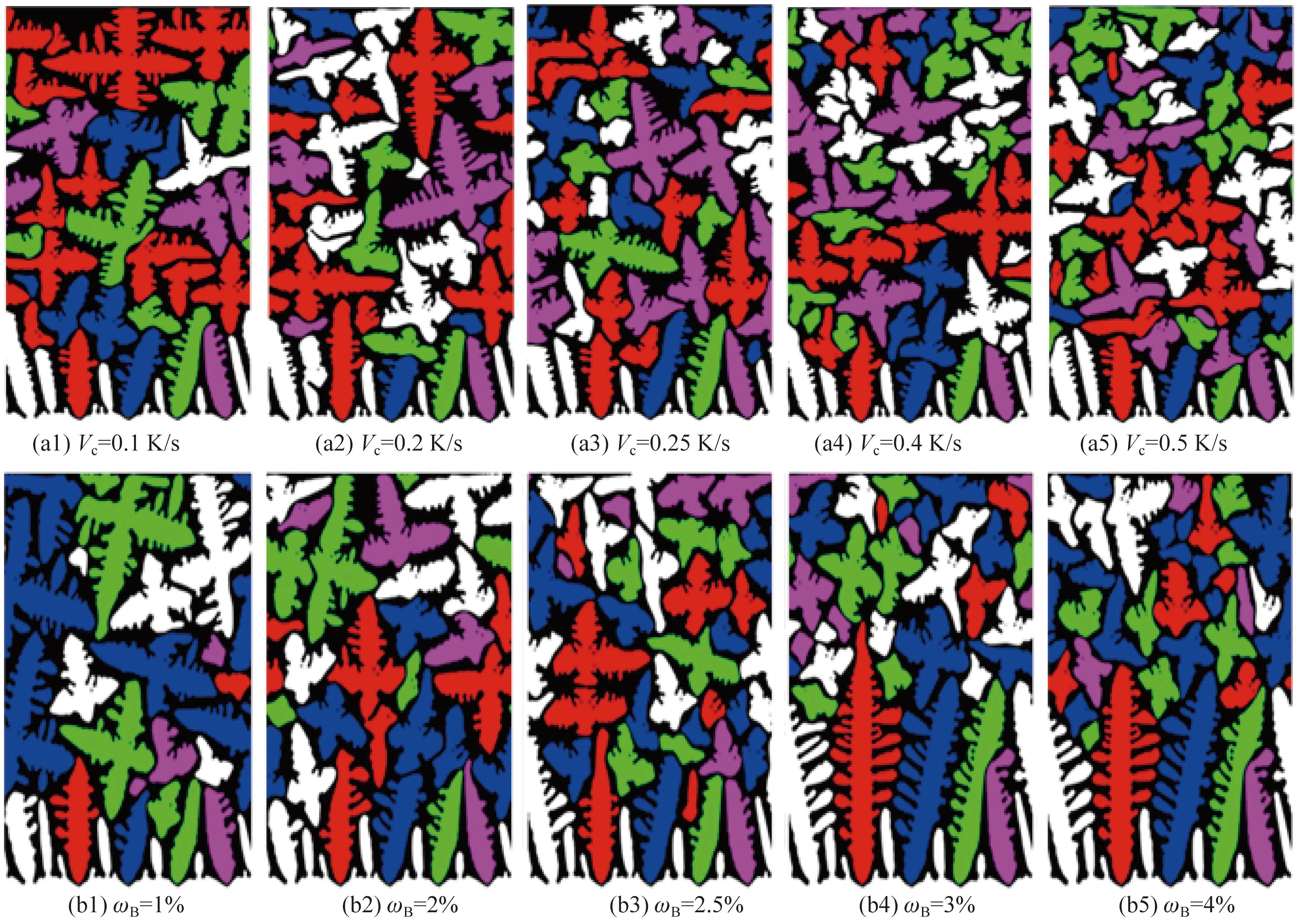
图3 不同焊后冷却速率(a)和不同B含量下(b)60%Cu60Sn40+38%钎剂+2%B钎料焊缝的枝晶形貌(Vc=0.2 K/s)Fig.3 Dendrite morphologies of 60%Cu60Sn40+38% flux+2%B welding seams under different post weld cooling rates(a) and different B contents (b) (Vc=0.2 K/s)
图4 形核数量和枝晶尖端半径随焊后冷却速率(a)和含硼量(b)的变化Fig.4 Variation of nucleation number and dendrite tip radius with post weld cooling rates(a) and B content(b)
3 结论
(1)B元素的加入使得银钎料焊缝枝晶发生了明显的柱状晶向等轴晶转变的现象。
(2)焊后冷却速率的改变对焊缝显微组织的影响较大。当冷却速率为0.1 K/s时,含2%B钎料焊缝的枝晶尖端半径达到37 μm,枝晶形核数为15;当冷却速率增加到0.5 K/s时,枝晶尖端半径减小到16.5 μm,枝晶形核数增加到35。
(3)B质量分数为1%时,枝晶尖端半径达到32 μm,形核数较少为7;随着B含量的增加,枝晶尖端半径逐渐减小,形核数量不断增加;而当B质量分数达到4%时,枝晶形貌几乎不变,枝晶尖端半径稳定在17 μm左右。
猜你喜欢
上海金属(2022年4期)2022-08-03 09:52:10
精密成形工程(2018年6期)2018-11-23 08:31:08
材料工程(2017年7期)2017-07-25 11:20:11
材料工程(2017年6期)2017-06-22 13:33:24
材料科学与工程学报(2016年2期)2017-01-15 13:34:31
科技创新与应用(2016年5期)2016-10-21 09:06:26
中国新技术新产品(2016年6期)2016-05-14 16:10:33
中国有色金属学报(2014年2期)2014-06-04 06:31:52
中国有色金属学报(2014年7期)2014-03-17 10:45:48
中国有色金属学报(2012年10期)2012-09-26 12:46:28
