镁合金电弧增材制造研究现状及展望
2024-02-27 10:47刘宏杰刘文才孙家伟王茜瑶邝思羽吴国华
材料工程 2024年2期
刘宏杰,刘文才,孙家伟,王茜瑶,邝思羽,吴国华
(上海交通大学 材料科学与工程学院 轻合金精密成型国家工程研究中心,上海 200240)
镁合金具有高的比强度和比刚度,良好的尺寸稳定性、导热导电性,以及优异的铸造、切削加工性能,并具有高阻尼、电磁屏蔽、资源丰富、易回收利用等优点[1-2],高性能镁合金材料是支撑航空、航天、新一代武器装备、高速列车以及新能源汽车等高端装备不断升级发展的先进基础材料[3-4]。而限制高性能镁合金的发展主要因素之一就是相关的材料制造工艺[5],可以发现,实现高塑强积镁合金的途径之一是实现镁合金的细晶结构,增材制造作为一种新工艺新方法,有望实现铸造和变形难以实现的性能[6-7]。另外,临界空间环境探测火箭舱体、防空导弹舱体、卫星平台、速率陀螺支架、微小卫星整体结构等复杂结构镁合金类航天轻量化构件,一般采用铸造和锻造等方法制作镁合金坯料,然后进行后续机械加工等诸多工序,预留加工余量较大,原材料利用率很低,备货周期长,严重制约型号的研制进度。增材制造技术因无需模具、制造周期短、成本低等优点,可为复杂航天构件制造提供更多的设计思路,有利于实现“设计-工艺-制造”的快速有效协同。
近年来,镁合金的增材制造越来越受到研究人员的关注,并正在开发相关的3D 增材技术,镁由于高活性,很容易发生氧化,必须处于惰性的气氛中才能进行制造。镁合金电弧增材制造(wire arc additive manufacturing,WAAM)技术是一种基于丝材的定向能量沉积(direct energy deposition,DED)方法,该方法使用电弧作为热源,通过添加丝材,在程序的控制下,逐层成形出金属零件[8-11]。与其他镁合金增材制造技术(如激光选区熔化镁合金粉末)相比,镁合金丝材降低了氧化的风险,制造成本比较低,镁合金WAAM 受到了极大的关注。本文首先简要概述了当前主流镁合金WAAM 所用丝材的种类及其对丝材的要求,然后列举出现今适合于WAAM 镁合金丝材的制备方法,并对镁合金WAAM 的各种工艺原理和研究进展进行全面概述,最后对镁合金WAAM 目前存在的问题以及未来发展前景进行展望。
1 镁合金电弧增材制造的丝材种类及要求
WAAM 工艺利用电在基板或者工件与电极之间产生电弧,丝材在电弧的热量下熔化进入熔池形成强黏结的填充金属,丝材不限于一种填充金属,理论上凡能在工艺条件下熔化的金属都可以作为增材制造(AM)的材料。目前主流的AM 的金属材料可以分为铁基合金(工具钢、316L 不锈钢、M2 高速钢、H13 模具钢和15-5PH 马氏体时效钢等)、钛及钛合金(纯Ti、Ti6A14V(TC4)和Ti6A17Nb)、镍基合金(Inconel 625,Inconel 718 和Inconel 939 等)、钴铬合金(Co212,Co452,Co502 和CoCr28Mo6 等)、铝合金(AlSi10Mg,AlSi7Mg,AlSi9Cu3 等)及贵金属等[12]。镁合金是以镁为基础加入其他元素组成的合金,主要合金元素有铝、锌、锰、铈、钍以及少量锆或镉等,镁合金是目前实际应用中最轻的金属,且具有良好的生物相容性和可降解性,其杨氏模量与人体骨骼也最为接近,可作为轻量化材料或植入物材料,具有良好的应用前景。目前镁合金填充丝材牌号有限,常见牌号有AZ31,AZ31B,AZ61A,AZ91,AZ91D,AZ80M,EZ33A,AZ101A,QE22A,AM50A 和AZ92A[13],在WAAM 镁合金中,常用镁合金丝材主要为AZ 系列,即AZ31,AZ31B,AZ61A,AZ91,AZ91D,AZ80M,AZ 系列镁合金由于具有较好的耐蚀性能、铸造性能和力学性能,以及较高的屈服强度从而研究最成熟、应用最广泛,在AZ 系镁合金中,Al 是主要元素,Al 平均含量为2%~9%(质量分数,下同),Al 元素的加入有利于提高硬度、强度和力学性能等。
金属丝是WAAM 工艺的主要输入材料,高性能的WAAM 镁合金工件对于丝材有一定的要求,如表1所示。
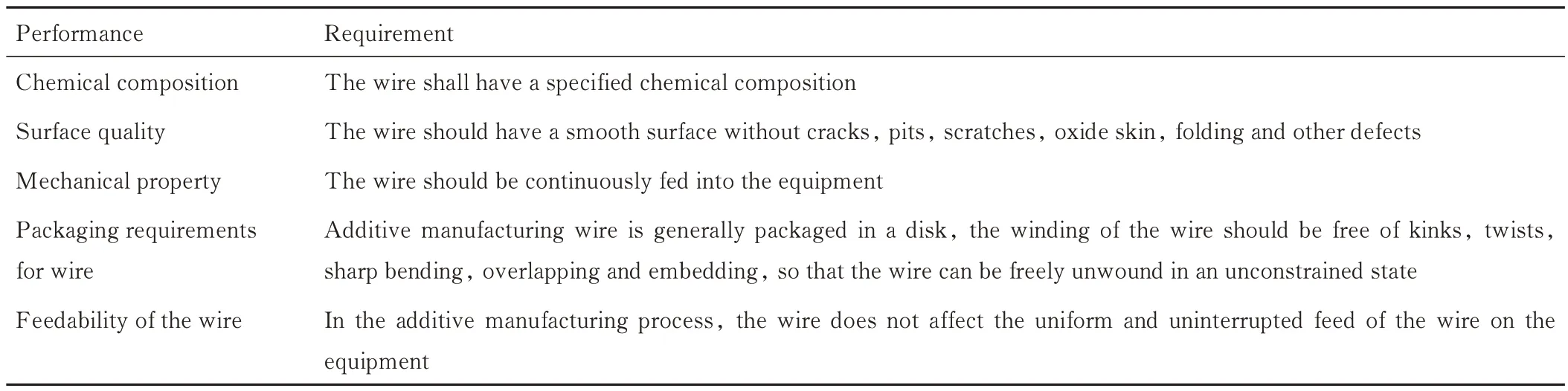
表1 WAAM 镁合金所用丝材要求Table 1 Wire requirements for WAAM magnesium alloys
2 镁合金丝材的制备
镁合金WAAM 以电弧作为热源,并按规划的路径熔化镁合金丝材,逐层成形所需样品。WAAM 通常使用盘装丝材,为了减少更换丝材的频率,丝材要保证一定的长度,增材制造过程中丝材要平滑送出,不能产生抖动,否则会导致电弧不稳,影响成形质量。 镁合金具有密排六方晶格, 室温下只有{0001}〈11-2 0〉滑移系,伸长率小,不易产生塑性变形,目前可用于AM 的镁合金丝材主要通过挤压、拉拔和挤压-拉拔的方式获得。
2.1 镁合金丝材挤压成形工艺
挤压工艺是所有塑性成形工艺中能够最大程度上发挥材料塑性的工艺,镁合金挤压成形工艺是在镁合金处在三向压应力的状态下,这种状态与静水的压力十分接近,这样对镁合金的加工成形非常有利。镁合金挤压过程中通常采用热挤压工艺,镁合金热挤压生产最大的特点是高温和高挤压比。镁合金热挤压成形时,在有专门的保温装置保证坯料温度和模具温度始终保持在恒定的温度范围内、采用合理的润滑剂等条件下,可以挤出各种高质量的镁合金丝材。镁合金的挤压工艺原理如图1[14]所示。
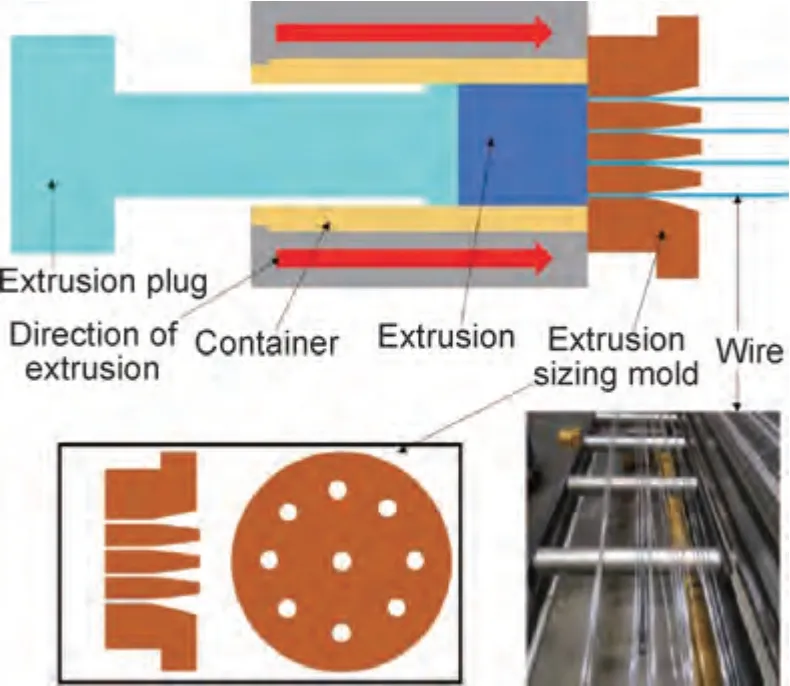
图1 镁合金丝材挤压成形工艺[14]Fig.1 Magnesium alloy wire extrusion forming process[14]
制备镁合金丝材的过程中,可能产生的缺陷主要有表面粗糙甚至产生表面裂纹,表面粗糙度主要是由于挤压温度过低或者润滑剂加入量较少等原因造成的,可通过提高挤压温度及加入适量的润滑剂来改善丝材的表面粗糙度;表面裂纹来源于在高温挤压条件下丝材挤出速度过快,使丝材表面出现了大量热裂纹,应当采取合理的挤压温度-速度进程,使金属在变形区具有较高的塑性。镁基合金的丝材挤压成形性和表面粗糙度可通过两种方法得到改善。首先,优化不同的挤压工艺对镁基合金的挤压成形的影响至关重要。这些挤压方法包括热挤压、往复挤压及正挤压、快速凝固+往复挤压+正挤压方法等。这些方法会影响合金微观组织和塑性,不同的镁基合金所适用的挤压方法不同。
热挤压是制备丝材最常用的工艺方法,热挤压工艺比较简单。热挤压时,要将坯料加热到再结晶温度以上,然后才能进行热挤压。热挤压工艺制备镁基合金丝材时,对镁基合金的塑性有一定的要求。镁合金常温下容易脆裂,难以进行塑性成形加工;200 ℃以上时塑性明显提高;225 ℃以上时塑性提高更大,因此镁合金宜在200 ℃以上成形[15]。塑性越差,热挤压温度越高。然而镁合金易氧化燃烧,温度越高,镁合金氧化越严重,因此,在镁合金挤压过程中,应尽量降低镁合金的温度,因为氧化物最终会随着镁合金挤压成为丝材,从而恶化丝材质量。
往复挤压(RE)是一种大塑性变形技术,晶粒经过破碎、动态再结晶和动态回复后明显细化,可以有效地细化金属材料的晶粒并提高材料的塑性[16]。郭学锋等开发了多种制丝方法,如往复挤压+正挤压、快速凝固+往复挤压+正挤压方法[17-19]。通过往复挤压+正挤压工艺方法,将ϕ34.8 mm 的Mg-6%Zn-1%Y-0.6%Ce-0.6%Zr 镁合金铸锭放入ϕ35 mm 的往复挤压筒内(挤压颈直径为ϕ10 mm),在330 ℃经过4 次往复挤压后,在330 ℃正挤压成ϕ1.5~2.08 mm不同直径的丝材;快速凝固+往复挤压+正挤压方法区别之处在于采用单辊快速凝固(RS)装置将熔炼合金制成宽度约2~20 mm,厚度20~80 μm 的薄带,随后将薄带粉碎成长度和宽度都小于2 mm 的粉体并装入直径ϕ50 mm 的往复挤压筒中(挤压颈直径ϕ12 mm),其他丝材参数与往复挤压+正挤压方法相同。晶粒细化是一种可以改善强度和塑性的策略,镁基合金在挤压前通过往复挤压、快速凝固等工艺使得晶粒得到细化,因此可以在挤压变形过程中适当降低挤压变形温度,从而减少镁基合金丝材内部氧化物夹杂及表面氧化物,有利于提高丝材的制备质量。
第二种方法是优化挤压工艺的工艺参数,以减少缺陷并提高丝材质量。丝材的质量可以通过合理地改变工艺参数得到改善,如改变合金成分、调整挤压模具、设定合理的挤压力等。
合金成分组成的不同会导致合金及丝材的综合性能有很大的差异,通过对成分进行控制可以改善挤压成形性。Mg-Al 系合金是牌号最多、应用最广的系列,Mg-Al 系合金中往往还含有一些其他的合金元素,不同元素在Mg-Al 合金中的作用不同。Ca 元素添加到Mg-Al 合金中可细化晶粒,主要是因为Ca 元素一部分可作为α-Mg 相的非均匀形核的核心,另外一部分偏聚在晶界处,因此可有效细化晶粒[20-22]。稀土元素Y 在镁合金中能够显著细化合金组织,稀土元素Y 会与合金中的Al 元素形成稀土相,消耗β 相中的Al元素,从而改善镁合金中粗大、连续分布的网状β相[23]。Frank 等[14]通过直接挤压成形工艺完成ϕ1.2 mm 镁铝系(MgAl6,MgAl6CaY,AZ61CaY,MgAl9,MgAl9CaY,AZ91CaY)镁合金丝材的制备。在挤出速度为2 m/min、挤出温度为390 ℃、挤出比为70 的条件下,每次将坯料挤压成ϕ1.2 mm 的4 根丝材(直径可调节为ϕ0.8~3 mm),每根金属丝长4 m,由于其一模四件,挤压后通过单根丝材的连接,每个坯料可生产总长度为16 m 的丝材。一般来说,金属丝的总长度取决于所需的直径,可生产丝材总长度范围为7~30 m。可以发现,Ca 和稀土元素的加入可以细化晶粒尺寸。镁基合金在加入Ca 和稀土元素后可以获得高质量的丝材以及丝材的长度也可以满足需求。
模具设计主要影响挤压丝材的表面质量。通过优化模具设计,尽可能减少丝材的表面粗糙度,提高丝材的表面质量。Nienaber 等[24]通过调整模具直接挤压制备的大变形镁合金丝材可用于增材制造。长度为150 mm、直径为ϕ49 mm 的坯料在400 ℃下均化16 h 后,在加工温度为325 ℃、挤压比为625、挤压速度设定值(冲头速度)为0.1 mm/s 的条件下挤出丝材,获得不同直径丝材的表面形貌如图2 所示[24],丝材的表面粗糙度通过平均标准偏差(Ra)参数表征,对于纯镁和三种AZ 系镁合金(AZ31,AZ80,AZ91),丝材的表面粗糙度小于0.46 μm。
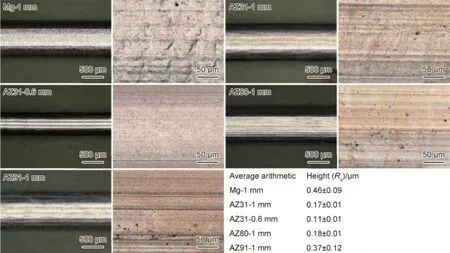
图2 镁及镁合金丝材表面形貌[24]Fig.2 Surface morphologies of magnesium and alloy wire[24]
挤压力是镁合金丝材制备工艺过程的关键,若挤压力过大,不仅挤压轴有被镦粗的危险,而且镁丝也极易断裂;若挤压力过小,则挤压困难,难以挤出丝材,合理的挤压力对于挤出质量优良的丝材非常重要[25]。挤压过程中,挤压力随着挤压的推进存在两个阶段:阶段Ⅰ,挤压力急剧增大,并达到峰值,凸模挤压坯料,使其镦粗并充满凹模直至金属开始流出凹模;阶段Ⅱ,凸模继续移动,坯料被挤压成所需的形状流出凹模,此时,变形区稳定,挤压力有所下降(图3)[26-27]。可以看出,在挤压过程中,挤压力不是一个常数,而是随着压下量而变化。影响挤压力的因素主要有:材料的性质、挤压比、挤压速度、铸锭与模具之间的摩擦力、挤压模角等工艺参数。董长富等[27]以挤压ϕ1.2 mm AZ31 镁合金丝材为例。通过合理假设及取定挤压过程中的各工艺参数, 采用主应力法计算了挤压力,图中A 为ϕ3.0 mm 丝材,B为ϕ1.6 mm 丝材,C 为ϕ1.2 mm 丝材,发现计算值与实测值基本接近,通过取定补偿系数的方法修正计算模型,分别计算出ϕ1.6,2.0,2.4,3.0 mm 镁合金丝材所需的单位挤压力,并在实验中成功制备出丝材。
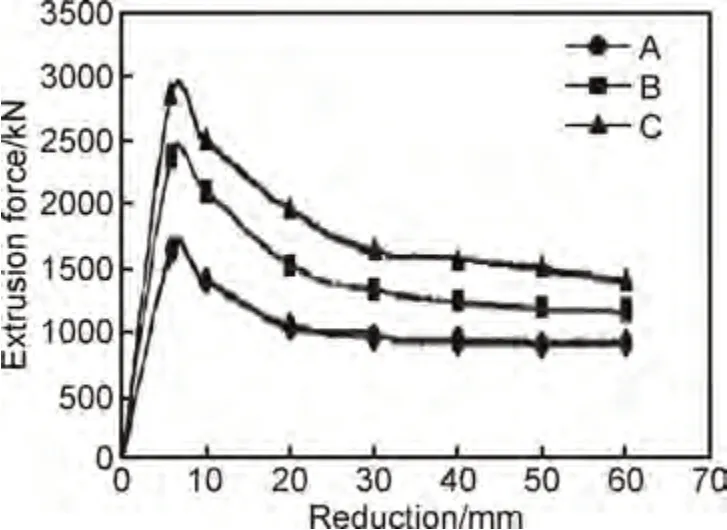
图3 AZ61 镁合金挤压力实验曲线[26-27]Fig.3 Experimental curves of extrusion force of AZ61 magnesium alloy[26-27]
AZ 系镁合金是目前应用最广泛的变形镁合金,它具有较好的室温强度,良好的延展性以及优良的抗大气腐蚀性能力[28]。因此,对于AZ 系镁合金的丝材制备工艺及工艺参数研究较多。王冰[29]采用热挤压法制备AZ31,AZ91 镁合金丝材,研究坯料温度、模具温度、挤压力以及挤压筒内壁的光滑程度对镁合金丝材质量的影响。在合理的挤压工艺(挤压温度420 ℃、挤压力9×105N 和出丝速度0.8~1 m/min)条件下,成功制备了表面光洁、性能良好的ϕ3 mm 和ϕ4 mm 的镁合金丝材。
2.2 镁合金丝材拉拔成形工艺
拉拔成形的产品尺寸精度和表面粗糙度高,但拉拔时材料在变形区的受力状态是两向压应力一向拉应力,变形过程中的拉应力很容易导致裂纹的产生,因此拉拔变形对于塑性较差的镁合金的确是一个挑战。
镁合金的拉拔工艺原理如图4 所示,与挤压制备的镁合金丝材相比,拉拔的镁合金丝材具有出色的表面质量、极低的直径变化以及显著的微观结构均匀性。另外,挤压丝材的直径标准偏差比拉拔丝材的直径标准偏差高40 倍。

图4 镁合金丝材拉拔成形工艺[30-32]Fig.4 Magnesium alloy wire drawing forming process[30-32]
小直径丝材成形较为理想的工艺方法是拉拔工艺,AZ31 镁合金拉拔成形丝材研究较为广泛,研究者在不同工艺下(热拉拔、冷拉拔、电热法拉拔)进行了AZ31 镁合金丝材的成形工艺研究。另外,在丝材拉拔过程中,在经过一定的累积变形量后,需要通过退火工艺来消除变形应力。拉拔工艺的特点是产品尺寸精确、表面光洁;镁合金的层错能较低(60~78 mJ/m2),在退火过程中主要发生再结晶,因此可通过适当的退火工艺使AZ31 镁合金发生再结晶,实现晶粒的细化,改善丝材的力学性能。晁红颍[33]将拉拔变形和退火工艺相结合,研究了AZ31 镁合金丝材的冷变形,通过六个道次的拉拔和六次中间退火,将直径为ϕ2 mm 的丝材拉至ϕ0.12 mm,晶粒尺寸由20 μm 细化至0.9 μm,最终实现99.6%的累积冷变形。结果表明,当晶粒尺寸达到2 μm 时,退火态丝材的显微硬度高达73.3HV,抗拉强度也达到467.4 MPa,屈服强度达到 430.5 MPa。在镁合金丝材拉拔的同时引入高能脉冲电流,使脉冲电流作用于镁合金变形区域,在电流的作用下,材料的变形能力会提高[34]。唐衡郴[35]利用电热法对AZ31 镁合金丝材进行拉拔实验,实验采用在420 ℃挤压制备的ϕ1.6 mm的镁合金丝材作为初始材料,在拉拔过程中,镁合金丝材中一段流过电流,由于电阻热丝材温度升高,塑性变形能力提高,镁合金丝材的变形温度控制在300 ℃左右时候,成功地制备出ϕ1.5,1.4,1.3,1.2 mm 系列镁合金丝材。
目前有关镁合金丝材热拉拔工艺的研究主要集中在塑性较好的AZ31 镁合金,AZ61 镁合金由于其塑性相对较差,所以AZ61 镁合金的拉拔工艺研究较少。在丝材拉拔过程中,当变形量过大或拉拔温度过高时,丝材会发生断裂,图5 为AZ61 镁合金丝材稳定热拉拔的工艺参数范围图[36]。可以看出,当拉拔温度为150 ℃时,丝材可承受的最大道次变形量为30%,即ϕ6 mm 的AZ61 镁合金丝材可单道次拉拔成直径为ϕ4.2 mm 的丝材而不发生断裂。

图5 AZ61 镁合金拉拔工艺窗口[36]Fig.5 Drawing process window of AZ61 magnesium alloy[36]
2.3 镁合金丝材挤压-拉拔成形工艺
对镁合金而言,在拉拔成形过程中的应力状态对其塑性的发挥不利,因此镁合金难以进行大塑性拉拔变形制备丝材;在挤压成形过程中,当挤压镁合金丝材的直径小于ϕ2 mm 时,所需挤压力大、磨具损耗大,容易出现断丝现象。通过挤压-拉拔成形工艺可以实现制备直径小于ϕ2 mm 且保证一定长度的镁合金丝材,即通过挤压工艺生产制备直径大于ϕ2 mm 的镁合金丝材,再通过拉拔工艺制备满足AM 所需直径的镁合金丝材。
当镁合金丝材直径小于ϕ2 mm 时,挤压难度增加并且挤压生产的镁合金丝材太软,无法确保送丝过程的连续性,采用热拉拔工艺生产ϕ1.2~2 mm 直径的镁合金丝材,可以提高镁合金丝材的成形质量,提高生产效率。
金文中等[29,37]通过采用热挤压-拉拔工艺成功制备了圆整度、粗糙度和挺直度优于热挤压法生产的ϕ1.2 mm 的镁合金丝材。首先在挤压温度440 ℃、挤压速度1.5~3.0 m/min,挤压比400 的挤压条件下,将ϕ44 mm×(60~80) mm 的AZ61 镁合金挤出为ϕ2.1 mm 的丝材,然后在250~340 ℃的拉拔温度下,经过五道次拉拔(每道次变形程度为20%左右),将ϕ2.1 mm 丝材拉至ϕ1.2 mm。在直径小于ϕ2 mm 采用拉拔工艺有利于降低ϕ2 mm 以下镁合金丝材的生产难度、提高生产效率以及保证丝材的均匀性和送丝的连续性。
3 镁合金的电弧增材制造工艺
根据热源的性质,通常有三种类型的WAAM 工艺:熔化极电弧增材制造(gas metal arc welding,GMAW)、钨极惰性气体保护电弧增材制造(gas tungsten arc welding,GTAW)以及等离子体电弧增材制造(plasma arc welding,PAW),如图6(a)所示[38]。目前,WAAM 镁合金工艺主要集中在GTAW、GMAW、冷金属过渡(GMAW-CMT)及PAW 这几种工艺方面。
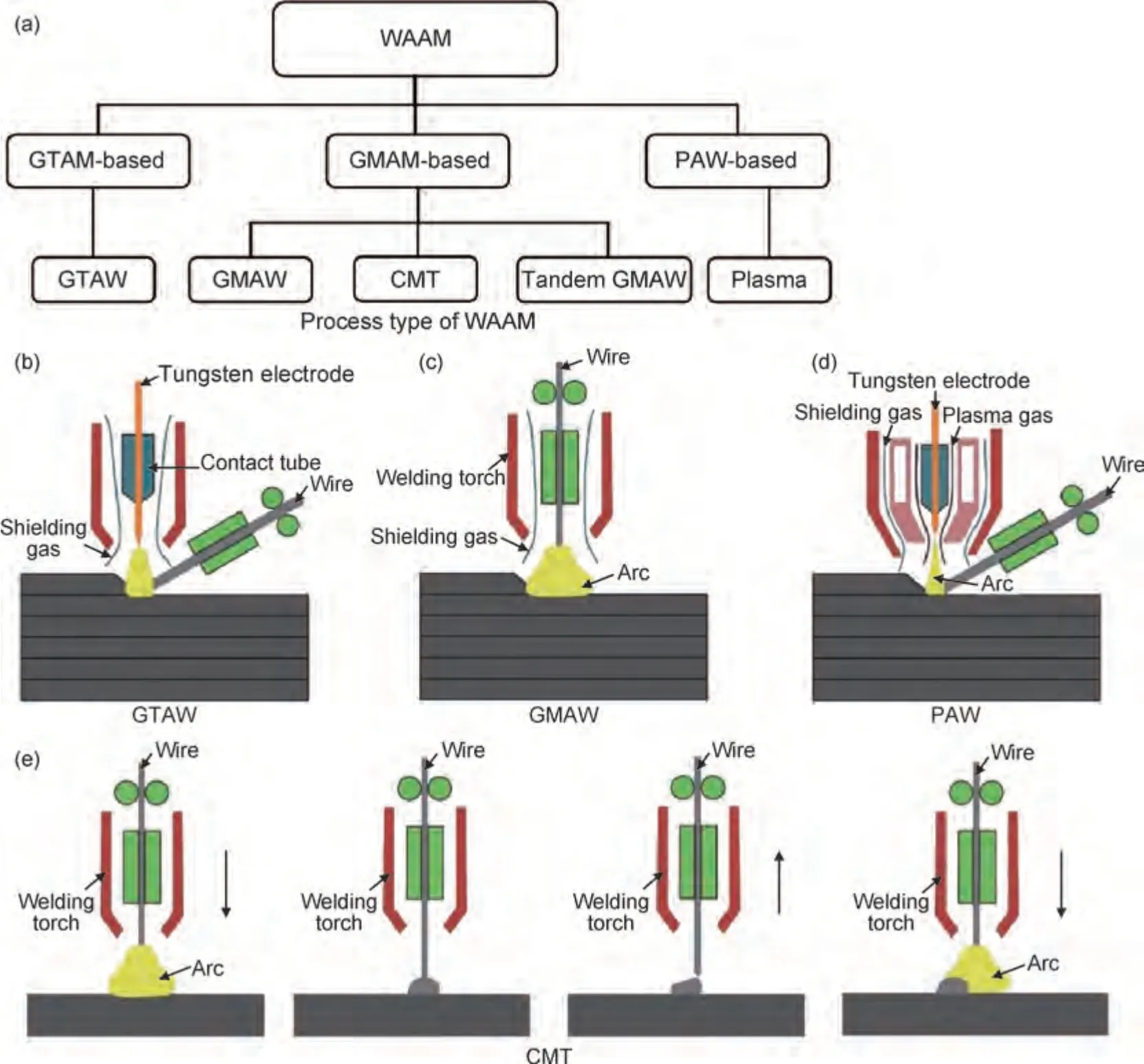
图6 WAAM 工艺种类及原理图[38] (a)WAAM;(b)GTAW;(c)GMAW;(d)PAW;(e)CMTFig.6 Process type and schematic diagram of WAAM[38] (a)WAAM;(b)GTAW;(c)GMAW;(d)PAW;(e)CMT
3.1 钨极惰性气体保护电弧增材制造
GTAW 由于它的高精度几乎没有缺陷,从而是最早被广泛采用的电弧焊工艺之一[11]。通过在钨极与工件之间建立起电弧,电极在焊接过程中不会消耗,但是填充金属必须从外部添加,用惰性气体对电弧和熔池进行保护[39],如图6(b)所示[38]。
将WAAM 工艺用于镁合金的制造具有独特的优势。AZ31 合金具有良好的强度、塑性和耐腐蚀综合性能,是镁合金中最具代表性的合金之一[40]。Fang等[41]采用GTAW 技术制备AZ31 合金,在AZ31 镁合金基板(L400 mm×W200 mm×H10 mm)上逐层沉积了105 层(前二十层的电弧电流从120 A 逐渐减小到75 A)WAAM-GTAW 薄壁组件,在弧长3 mm,电流75 A,沉积速度0.25 m/min,送丝速度2.5 m/min工艺参数下薄壁组件的强度优于铸造合金,接近锻造AZ31,而伸长率显著高于锻造试样。GTAW AZ31 镁合金微观结构主要包括α-Mg 相,并且仅存在可忽略的析出Al-Mn 相(图7)。此外,GTAW AZ31 镁合金比热轧AZ31 板具有优异的腐蚀性能,热轧AZ31 板的腐蚀速率为13.62 mm/a,是GTAW AZ31 镁合金腐蚀速率(3.43 mm/a)的4 倍。GTAW 工艺的快速冷却能够使晶粒细化,晶粒细化有利于提高合金的强度、塑性、腐蚀性能等。

图7 GTAW AZ31 的EDS 结果[41](a)AZ31 SEM 图;(b)Al,Zn,Mn,Mg 元素分布Fig.7 EDS results of GTAW AZ31[41](a)SEM image of AZ31;(b)distribution of Al,Zn,Mn,Mg elements
优化GTAW 工艺参数是提高AZ31 镁合金成形质量的最重要方法。影响合金试样成形效果、组织和力学性能的工艺参数主要为交流电频率、脉冲频率、交流电大小、送丝速度和沉积速度等。电弧增材制造合金的性能的不同主要是由于GTAW 工艺不同工艺参数下热输入的不同造成的,在相同的热输入条件下,存在不同的工艺参数组合。因此,调整工艺参数主要是为了改变GTAW 工艺的热输入。郭靖等[42-43]采用GTAW 工艺进行直径为ϕ1.2 mm 和ϕ1.6 mm 的AZ31镁合金的电弧增材制造,在最优参数下,成功制备出抗拉强度261 MPa、屈服强度102 MPa、伸长率大于23%且完全致密的AZ31 镁合金试样,WAAM 成型试样的组织为均匀细小的等轴晶,晶粒尺寸为21 μm。与传统的铸造制造工艺相比,由于WAAM 过程中的冷却速度快,WAAM 合金的晶粒尺寸一般小于100 μm,如表2中所示[13,41-54],而不是传统的铸造工艺的100 μm以上[44]。

表2 WAAM 镁合金组织结构Table 2 Microstructure of WAAM magnesium alloy
另外,材料的微观结构与其经历的热过程密切相关。采用WAAM 技术制造的材料经历多次复杂热循环,与铸造或锻造材料的热历史相差甚大,这导致材料的微观结构与铸造或锻造材料的相差较大[55]。单道多层镁合金直壁的微观结构一般分为四个区域:顶层区域、层间过渡区、中间层区域、底层区域,不同区域的微观结构非常不同。对GTAW 工艺制备的AZ80M 镁合金在成形性、热循环、组织演变和力学性能方面的研究表明,在顶层区域,大部分β 相为粗条状,分布在晶界,少量为粒状,分布在α-Mg 相中;而在中间区域,β 相为短棒状或粒状,在晶界不连续分布。硬度沿纵向分布不均匀,中间层区域硬度平均为74HV,GTAW AZ80M 镁合金的最大抗拉强度为308 MPa,接近挤压态AZ80M,远高于铸造态AZ 80M[44-46]。
3.2 熔化极电弧增材制造
熔化极电弧增材制造(GMAW),也称为熔化极惰性气体保护(MIG)/熔化极活性气体保护(MAG),是WAAM 中使用最多的工艺。通过在丝材和熔池之间建立电弧,利用外加气体(可以是惰性气体,活性气体或混合物)对电弧和熔池进行保护,电弧所产生的热量熔化工件和丝材,熔化的丝材通过电弧沉积到工件上,如图6(c)所示。使用GMAW 在增材制造中的沉积速度范围为3~4 kg/h(取决于沉积的材料和工艺参数)(表3[56]),使其非常适合在短时间内生产大型零件[11,56-57]。

表3 WAAM 工艺对比[56]Table 3 Comparison of various WAAM techniques[56]
缺陷会对材料的各种性能产生重大影响,使用WAAM 技术制造的部件中应尽可能地减少内部缺陷。Takagi 等[47]通过研究不同工艺参数对沉积镁合金单道形貌的综合影响,得到AZ31B 镁合金在GMAW 工艺下进行增材制造的工艺窗口(图8),在最优参数下(电流100 A,电压10 V,沉积速度800 mm/min),GMAW AZ31B 孔隙率为0.00025%,远低于铸造或激光增材制造AZ31B 合金构件的孔隙率(0.5%左右),GMAW 工艺沉积的制造物体的抗拉强度为239 MPa,与对应轧板的抗拉强度(221~275 MPa)相当,伸长率为21%,要高于轧板的伸长率(12%)。每单位长度的热输入量减少,微观结构晶粒越细小,有利于降低制造物体的孔隙率、提高拉伸性能和改善微观结构等材料性能。

图8 AZ31B 镁合金GMAW 工艺窗口[47]Fig.8 GMAW process window of AZ31B magnesium alloy[47]
3.3 冷金属过渡
GMAW 技术通常因为其较高的热输入导致制件表面出现波纹,增加了增材之后减材的加工余量,降低了材料利用率[58]。因此在短路过渡的基础上开发出冷金属过渡工艺(CMT),CMT 技术具有热输入量小,增材过程稳定、无飞溅等优点[59],其工艺过程为:电弧引燃,丝材向熔池中运动,当熔滴进入熔池时,通过伺服电动机控制丝材回抽而使熔滴脱落,金属转移完成后,丝材回到原始位置,电弧重新点燃,丝材在设定的电流下再次向前给进。在金属转移过程中,电流下降到接近零,从而避免了任何飞溅的产生[60],液滴转移过程如图6(e)所示。由于热输入低,因此在镁合金增材制造方面具有巨大潜力。
近年来,众多研究者对CMT AZ31 镁合金的成形工艺进行广泛研究。优化电弧增材制造镁合金的工艺对于明晰工艺与微观组织、工艺与力学性能之间的关系具有重要意义。研究发现在CMT 过程中加入强脉冲,沉积的镁合金单道宽而浅,润湿性好,等效热输入低,但是CMT AZ31 镁合金直壁部件力学性能存在各向异性。微观组织中存在熔合区和热影响区,热影响区形成于每两个相邻沉积层之间,热影响区厚度(约700 μm)约为沉积层厚度的一半,由于CMT AZ31镁合金试样中热影响区的局部熔化,导致在热影响区共晶α-Mg 较初生α-Mg 含有更多的Mg 和更少的Al;而在熔合区,共晶α-Mg 较初生α-Mg 含有更少的Mg和更多的Al,另外,熔合区的β-Mg17Al12相数量大于热影响区中β-Mg17Al12相数量(图9)[48],表明热影响区域存在软化效应,从而导致直壁表现出各向异性的拉伸性能,横向的抗拉强度225.7 MPa、伸长率28.3%高于纵向抗拉强度210.5 MPa、伸长率17.2%[48,61]。而对AZ31 镁合金的CMT 成形工艺进行研究表明,镁合金增材试样横向及纵向的力学性能无明显各向异性,抗拉强度为243 MPa,屈服强度为109 MPa,伸长率在23%左右,显微硬度平均值为57HV[49]。CMT 过程中加入强脉冲不仅导致了AZ31 合金的各向异性,而且其力学性能也低于不加脉冲工艺样件的力学性能。可见,强脉冲反而恶化了CMT 沉积AZ31 的力学性能。
组织与性能之间的关系可以直观地反映各组织参数对性能的影响机理,可以更好地指导工艺参数的设定,达到优化组织、提高性能的目的[62]。针对CMT镁合金组织对其力学性能的影响,已有学者对不同镁合金做过研究。Yang 等[50]以揭示WAAM AZ31 材料的微观结构与力学性能之间的关系为目的开展了CMT AZ31 工艺的研究,AZ31 直壁顶层为等轴枝晶,其余各层的微观结构依次由垂直柱状枝晶和变向柱状枝晶组成(图10),包括枝晶状α-Mg 相,枝晶间共晶(α-Mg 相和β-Mg17Al12相)和一些分散的η-Al8Mn5相,发现力学性能呈现明显的各向异性(表4[13,41,44-52,61])。Klein 等[51]使用AZ61A Mg 合金可以成功制造没有大裂纹和很少孔隙的沉积物,显微组织均匀,以等轴晶粒为主;CMT AZ61A 合金试样中同时存在α-Mg 相、共晶(α-Mg 相和β-Mg12Al17相)、Al8Mn5相及富锌相。合金的力学性能基本各向异性(见表4),其力学性能要优于铸造试样,但低于锻造试样的力学性能。Bi等[52]对通过CMT 工艺制备的AZ91 镁合金直壁的组织和力学性能进行研究,通过规划CMT 工艺扫描路线,样品层间连接良好,未发现明显缺陷,具有多层结构的试样由不同尺寸的等轴晶粒组成。基于CMT 工艺制备的试样比传统的铸造合金具有更好的性能,可以使熔池中的温度分布更加均匀,显著细化镁合金沉积层的晶粒。
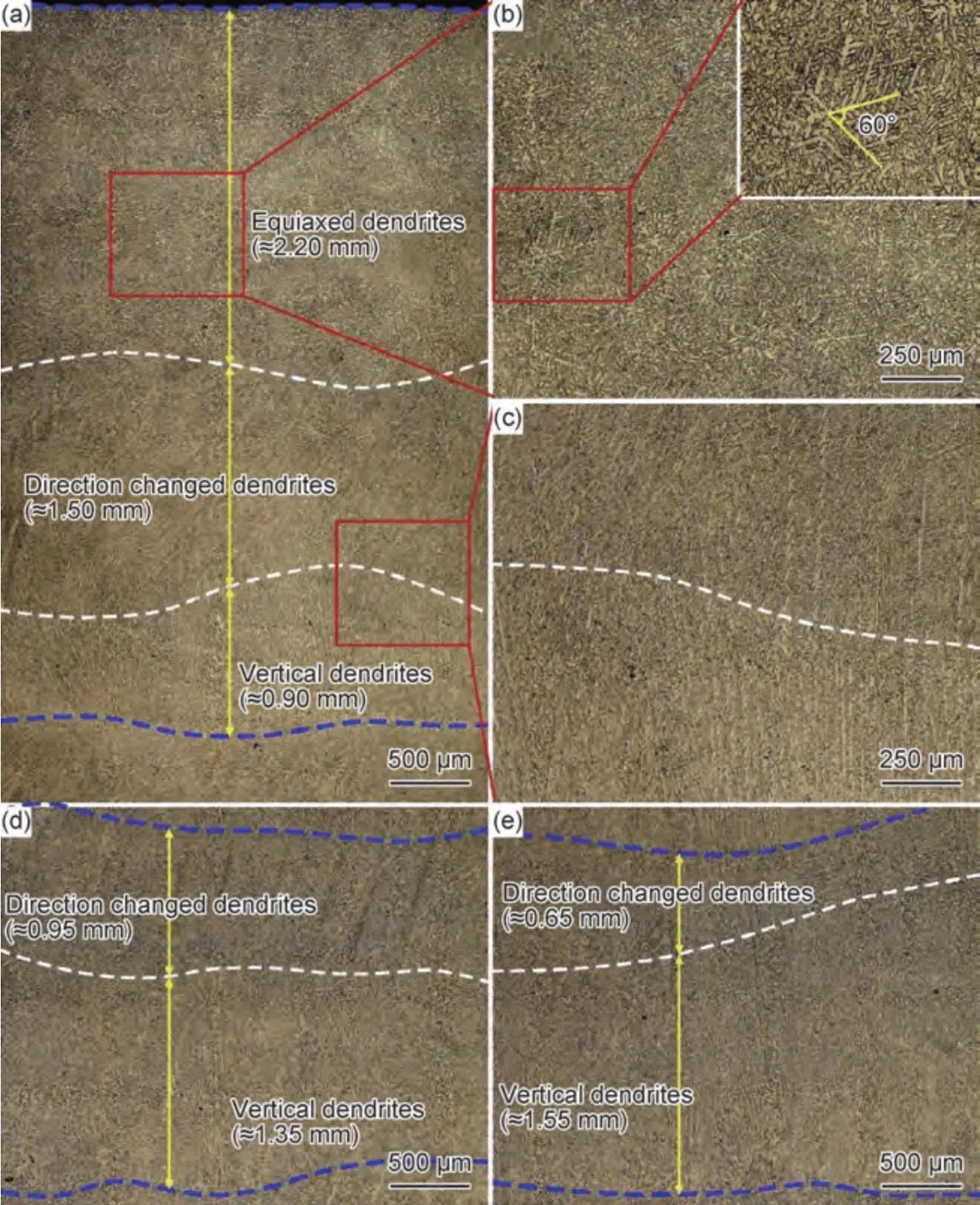
图10 CMT AZ31 薄壁纵向界面的光学显微照片[50](a)顶层;(b)~(c)顶层高倍;(d)中间层;(e)底层Fig.10 Optical micrographs of thin-walled longitudinal interfaces of CMT AZ31[50](a)top layer ;(b)-(c)top layer high-magnification;(d)middle layer;(e)bottom layer
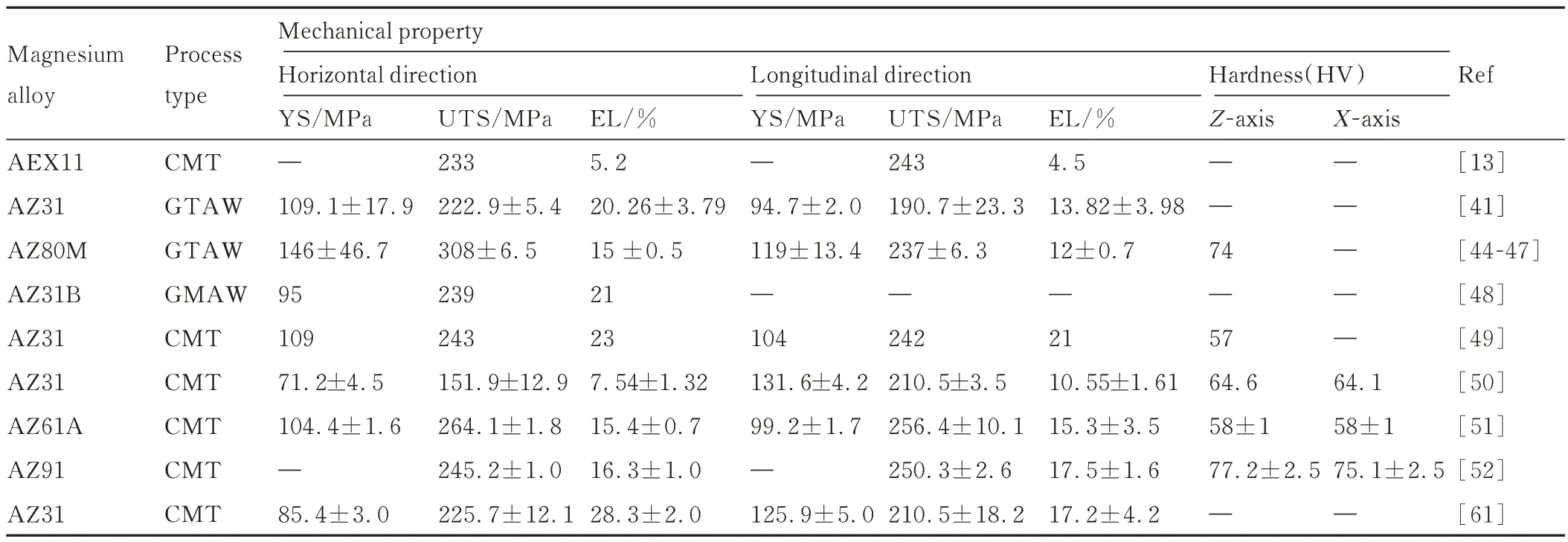
表4 WAAM 镁合金的力学性能Table 4 Mechanical properties of WAAM magnesium alloys
另外,镁合金WAAM 过程中由于镁合金熔沸点区间较小,若热输入过高,会导致镁的蒸发,因此要合理地控制热输入,Graf 等[63]对CMT 工艺制备AZ31 镁合金过程中丝材进给速度(2.5~5.0 m/min)和焊接路径方向(单向或连续)对直壁温度演变的影响进行数值模拟分析,研究发现,模拟与实验的所有温度曲线之间保持一致性,从而可以很好地预测增材制造过程中的温度演变,这对WAAM 镁合金很重要,有利于指导设定合理的工艺参数以减少镁元素的蒸发及氧化。
从表3 可以看出,对于镁合金WAAM 的研究主要集中在AZ 系的镁合金,这主要是由于镁合金的丝材难以制备,目前镁合金的丝材通常用作镁合金的焊接,由于这些丝材不是专门为增材制造目的而设计的,它们的性能是有限的。姚巨坤等[52]在电弧增材再制造工艺与组织性能研究中,采用CMT 工艺在送丝速度13 m/min、沉积速度1.4 m/min 制备出耐磨性与母材相当、晶粒明显细化的WE-33M(主要元素成分为:Mg-3.99Al-0.81Zn-0.39Mn)镁合金沉积层,Al,Mn 等合金元素的添加可以有效提高沉积层合金化,促进了沉积层晶粒细化,加上电弧压力的搅拌,合金元素更均匀地分布在沉积层中。相比之下,通过开发特定成分的WAAM 镁合金对于增材制造来说具有更为广阔的应用前景。
3.4 等离子体电弧增材制造
等离子体电弧增材制造(PAW)与GTAW 具有相似之处,它们都使用非消耗性的钨电极在惰性保护气体下与工件形成电弧,但钨电极从GTAW 的保护气体喷嘴中伸出(图6(b)),而凹进PAW 的孔气体喷嘴中(图6(d))。PAW 是一种高能量密度的工艺,通过在钨电极和金属之间建立的狭窄等离子弧加热金属,从而熔化并连接金属[64-65]。
PAW 中气体分为两部分,其一是钨电极与内部喷嘴之间的气体,气体被电离为等离子气体,在电极和工件之间引发等离子弧,另一部分是内部喷嘴与外部喷嘴之间的惰性保护气体,以保护沉积金属[64]。
镁的弹性模量比其他金属更接近天然骨的弹性模量,可以减少应力屏蔽现象;此外,镁的分解对人体无害,因为它是人体必需的元素,其分解产物很容易通过尿液排出体外。AZ91D 可以通过PAW 工艺制备样品,图11 为PAW 工艺制备AZ91D 镁合金的工艺窗口,在中等电弧电流(30~40 A)和相对较低的送丝速度(<160 mm/min)工艺参数下制备的样品效果最好。与挤压丝材微观组织相比,PAW AZ91D 镁合金构件中高密度的第二相粒子Al5Mg11Zn4分散均匀,第二相粒子具有腐蚀屏障作用,因此,PAW AZ91D 镁合金构件具有良好的耐蚀性,EIS 结果也显示,PAW 工艺生产的AZ91D 镁合金比铸造的AZ91D 镁合金具有更高的耐蚀性。PAW工艺制造AZ91D 镁合金在生物医学方面具有巨大的应用潜力[53-54]。

图11 AZ91D 镁合金PAW 工艺窗口[53]Fig.11 PAW process window of AZ91D magnesium alloy[53]
综上所述,WAAM 成形件的力学性能在很大程度上取决于其微观组织。在WAAM 镁合金过程中,可以通过控制电弧电流、送丝速度、沉积速度等参数来改变构件内部显微组织的取向、大小和形态等。如表2 所示,各种WAAM 工艺成形镁合金的相组织种类与铸态合金中的第二相几乎变化不大,只是相的分布、大小发生了变化,相的分布更均匀,尺寸更细小,从而成形件的力学性能要优于铸态合金的力学性能。另外,增材制造镁合金的微观组织与各种工艺的特性也有很大关系,CMT 模式下较低功率输入对于成形过程中熔滴过渡具有更精确的控制,这为高效率地制造组织性能优异的镁合金提供了解决方法,降低了镁合金组织中引入氧化夹杂的风险。但是,由于CMT工艺特性,丝材充当电极,对丝材的质量具有很高的要求,丝材容易造成电弧的不稳定性,容易导致成形过程中断。而GTAW 和PAW 工艺采用非熔化极,成形过程中电弧稳定,但是这两种方法的丝材送进方向对沉积层的微观组织有显著影响,这就使得成形过程的合理规划变得更加复杂。
4 结束语
随着增材制造技术在航空航天、武器装备等领域不断取得重要进展,镁合金WAAM 技术也得到了广泛的关注,但相对于其他钛合金、铝合金、镍基合金等,镁及镁合金WAAM 技术在基础理论和应用技术方面至今还处于起步阶段,还有众多的科学问题需要深入研究,实现增材制造镁合金产品的产业化还有很长的路要走。目前存在的问题以及今后主要的研究方向如下。
(1)镁合金丝材种类偏少,主要为AZ 系合金类丝材。这归因于镁合金密排六方结构,室温下滑移系较少,其丝材难以制备,但随着WAAM 镁合金技术的发展,对高性能镁合金WAAM 的需求定会越来越大,特别是对于高性能镁稀土合金WAAM 的需求,高性能镁稀土合金相较于普通镁合金材料,其在添加稀土后,具有强度高、韧性好、耐热耐蚀等显著优势,解决了制约镁合金材料广泛应用的关键问题。基于此,对丝材的制备工艺问题应得到足够的重视,开发适合于高性能WAAM 镁合金的丝材有着重要意义。
(2)解决镁合金WAAM 过程中的形性可控。在WAAM 过程中,控形与控性是WAAM 中的关键指标,即宏观控形和微观控性,宏观控形主要指控制WAAM 过程中镁合金部件的翘曲变形、开裂、飞溅等;微观控性主要指控制部件的孔隙率、相变、晶粒尺寸等。对镁合金WAAM 的研究可以发现,最佳的热输入条件有利于改善镁合金WAAM 构件的宏观结构、微观组织和力学性能。通过控制送丝速度、沉积速度、电流大小等工艺参数从而改善热输入条件,以获得良好的宏观结构,这有利于整体构件的成型。热输入对微观结构的晶粒大小有很大的影响,不同层结构的晶粒大小存在差异,而微观组织决定着整体构件的力学性能。在镁合金WAAM 过程中,其熔池较小,理论上,小的熔池冷却速度快,镁合金在强非平衡态下凝固,这将影响晶粒的大小,影响了力学性能。解决镁合金WAAM 过程中的控形与控性,需要实现材料性能-增材设备-结构设计-增材工艺的一体化调控与优化。
(3)通过辅助工艺来优化电弧增材制造镁合金构件的性能。辅助工艺部分方法可以从根本上改变当前电弧增材制造技术中存在的一些问题,这对于电弧增材制造的发展十分必要。如后处理是保证电弧增材制造构件性能的一种重要辅助工艺,通常用于减低残余应力及变形、细化晶粒、增强机械强度与硬度,常见的后处理有热处理、喷丸和超声冲击强化等。今后,需研究通过辅助工艺优化电弧增材制造镁合金构件,以减少缺陷和提高性能。
(4)推进镁合金WAAM 的开发应用。镁合金是目前世界上最轻的结构材料,采用镁合金生产零部件,可减轻结构质量,降低能源消耗,减少污染物排放等,WAAM 作为最前沿、最有潜力的3D 打印技术,研究人员正在将WAAM 应用于镁合金,以克服传统制造难以实现的需求。目前,镁合金WAAM 的研究主要是针对AZ 系镁合金,镁合金(如AZ31)绝对强度低(低于250 MPa),难以满足如航天类构件的力学性能指标要求,而对于其他镁合金的研究尚处空白,对于高性能镁合金WAAM 的开发具有重要甚至颠覆的意义,需要科研人员的共同努力。
猜你喜欢
石材(2022年4期)2022-06-15
合成树脂及塑料(2022年2期)2022-04-08
热喷涂技术(2022年3期)2022-02-07
南昌大学学报(工科版)(2020年4期)2020-03-09
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
科学中国人(2017年35期)2017-06-08
电镀与环保(2016年2期)2017-01-20
当代化工研究(2016年6期)2016-03-20
焊接(2016年4期)2016-02-27