
带侧整功能的翻边机构原理与应用
2024-02-27 08:25黄棋王宽徐冰锋上汽通用五菱汽车股份有限公司
锻造与冲压 2024年2期
文/黄棋,王宽,徐冰锋·上汽通用五菱汽车股份有限公司
在汽车消费需求多样化的趋势下,汽车更新迭代周期不断缩短,模具开发的频次随之上升。这也造成模具投入成本增加,并不断压缩汽车模具开发周期,因此对于低成本、高质量冲压模具技术的研究也正越来越受到重视。
翻边回弹是冲压工艺中的常见问题,可以通过将制件翻边后,再进行侧整形这一常规工艺来提升制件尺寸精度。一般需要两序模具来完成该动作,通过对模具结构优化创新,将两者合二为一可有效减少冲压模具的工序数,降低模具开发成本以及后期生产成本,也在一定程度上缩短模具开发周期、提升产品竞争力。
传统翻边工艺及存在的问题
对于90°翻边,或者拔模角度较小的翻边模具,由于翻边回弹补偿角度小甚至没有回弹补偿角度,制件往往因翻边后内应力无法完全消除引发回弹问题,使制件达不到尺寸精度要求。为解决该问题,一般采用一序翻边、一序侧整形,共两道工序模具实现制件尺寸精度的传统翻边工艺。由于该工艺需增加一套侧整形模具,导致模具开发和生产运营成本增加。
传统翻边工艺模具结构如图1(a)所示,由于内应力的存在,翻边后在制件上存在一定程度的回弹,回弹状态如图1(b)所示,θ 为回弹角。为解决回弹问题需增加侧整形工序,其模具结构如图1(c)所示。
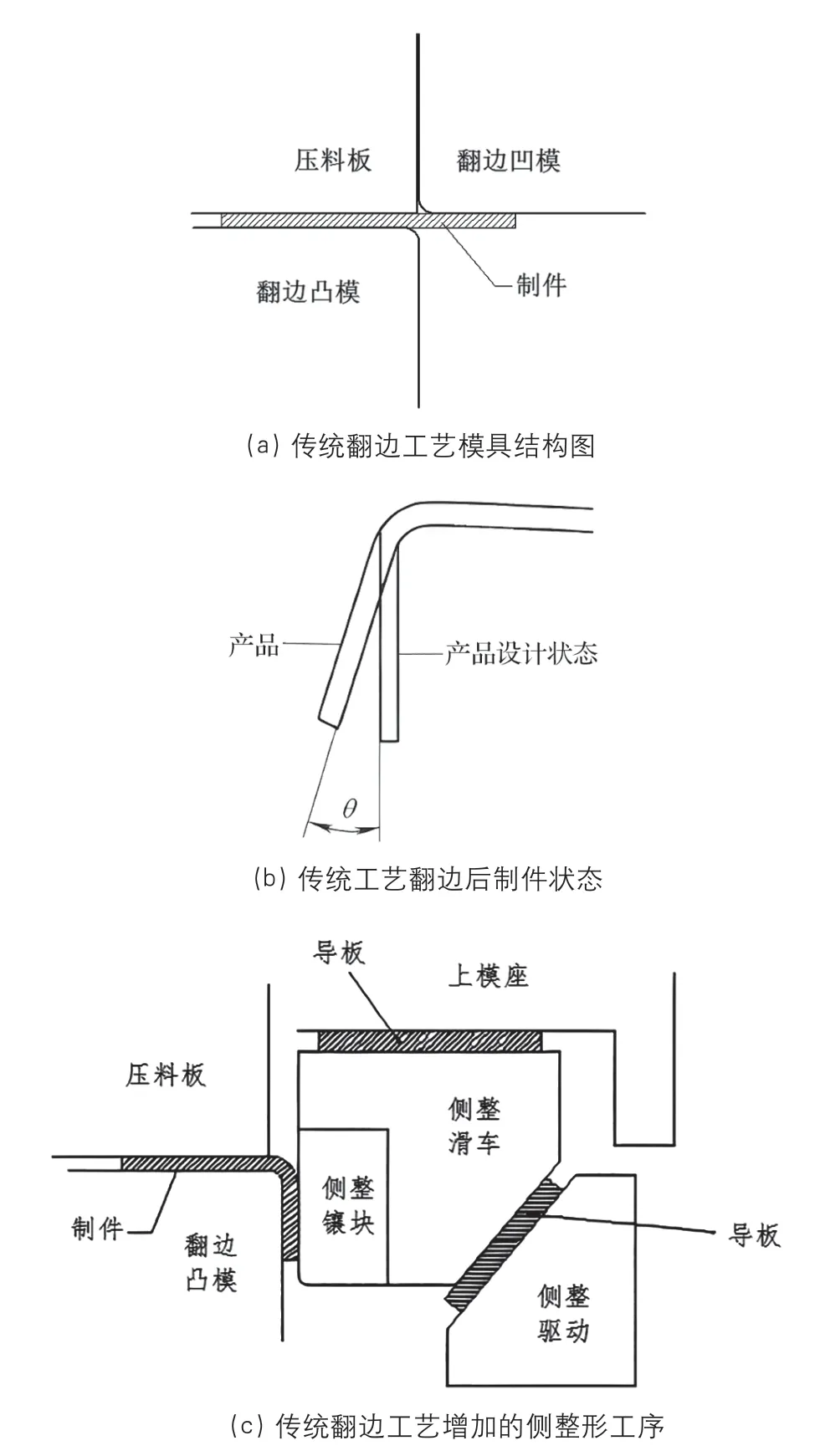
图1 传统翻边、整形模具结构
带侧整功能翻边结构的工作原理
带侧整功能的翻边结构,即通过对模具结构优化创新,在一套模具内同时完成翻边和侧整形工作,以达到在不增加工序的情况下解决翻边回弹问题的目的,该结构适用于上翻边和下翻边工艺。
带侧整功能的翻边结构——上翻边
适用于上翻边的带侧整功能翻边结构主要包括侧整驱动、侧整滑车、翻边镶块、限位块,以及相关联的导向元件、弹性元件,如图2所示。其工作原理如下。
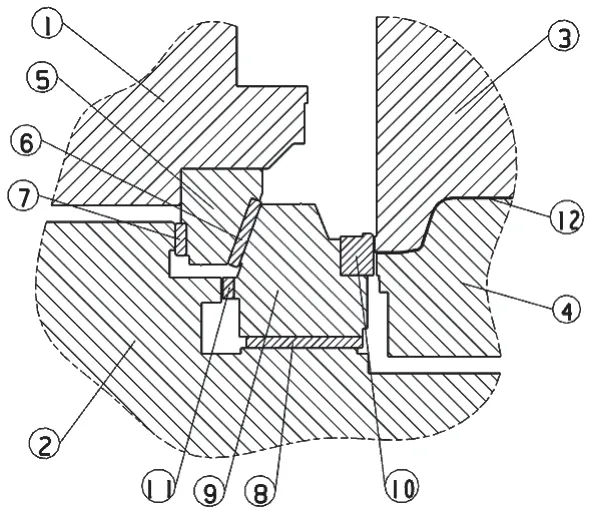
图2 带侧整功能翻边结构——上翻边
⑴模具安装在压力机上,其上模随压力机上滑块上升至上死点,此时下模托料芯在弹性元件或者压力机顶杆的作用下处于托起状态。
为了使本文的结论更稳健,本文采用另外一种衡量企业现金持有水平的方法来进行稳健性检验。以现金及现金等价物之和除以年末资产总额的方法作为企业现金持有水平CASH的替代变量,然后采用模型(1)进行回归,回归结果如表5所示,表5中的回归结果与表4中的结果相一致。
⑵将制件放入模腔中的工作位,模具上模随压力机上滑块开始下行,直至上压料芯与下托料芯接触并压紧制件。压力机上滑块继续下行,带动上压料芯完成制件的上翻边。
⑶压力机上滑块继续下行,到达下死点前约10mm 时,安装在侧整驱动上的驱动导板与侧整滑车接触使侧整滑车获得驱动力,并沿着导板向前驱动,此时安装在滑车上的翻边镶块获得驱动力并沿导板的方向同步向前驱动,进行侧整形工作。
⑷压力机上滑块继续下行至下死点,侧整形工作完成。
⑸侧整形工作完成后,上模座随压力机上滑块上行,并带动侧整驱动脱离侧整滑车,侧整滑车在弹性元件作用下回到初始位置。
⑹上压料芯在重力和弹性元件作用下回到初始位置。下托料在弹性元件或者压力机顶杆作用下重新处于托起状态,回到初始位置,此时完成一次制件的压制。
⑺防侧导板确保侧整驱动处于受力平衡状态,防止其发生偏转。限位块限制侧整滑车在侧整形动作开始之前的初始位置,使上翻边工作稳定进行。侧整滑车的行程一般设置为3 ~5mm。
带侧整功能翻边结构——下翻边
适用于下翻边的带侧整功能翻边结构如图3 所示,其结构主要包括侧整驱动、侧整滑车、翻边镶块、限位块,以及相关联的导向元件、弹性元件。其工作原理如下:
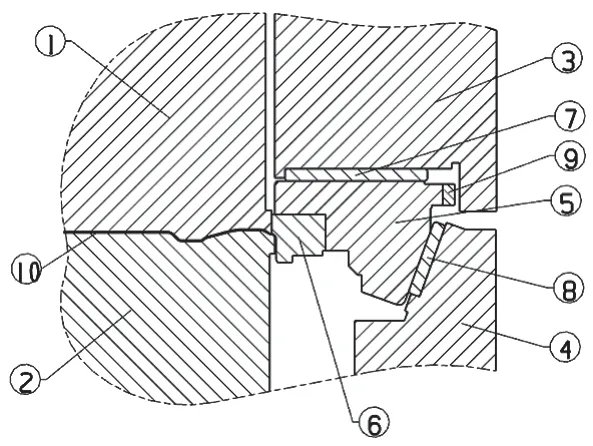
图3 带侧整功能翻边结构——下翻边
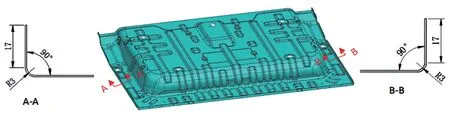
图4 某车型前地板产品造型(制件上翻边造型示意图)
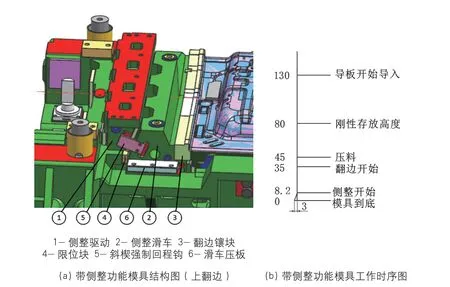
图5 带侧整功能模具结构(上翻边)及工作时序示意图
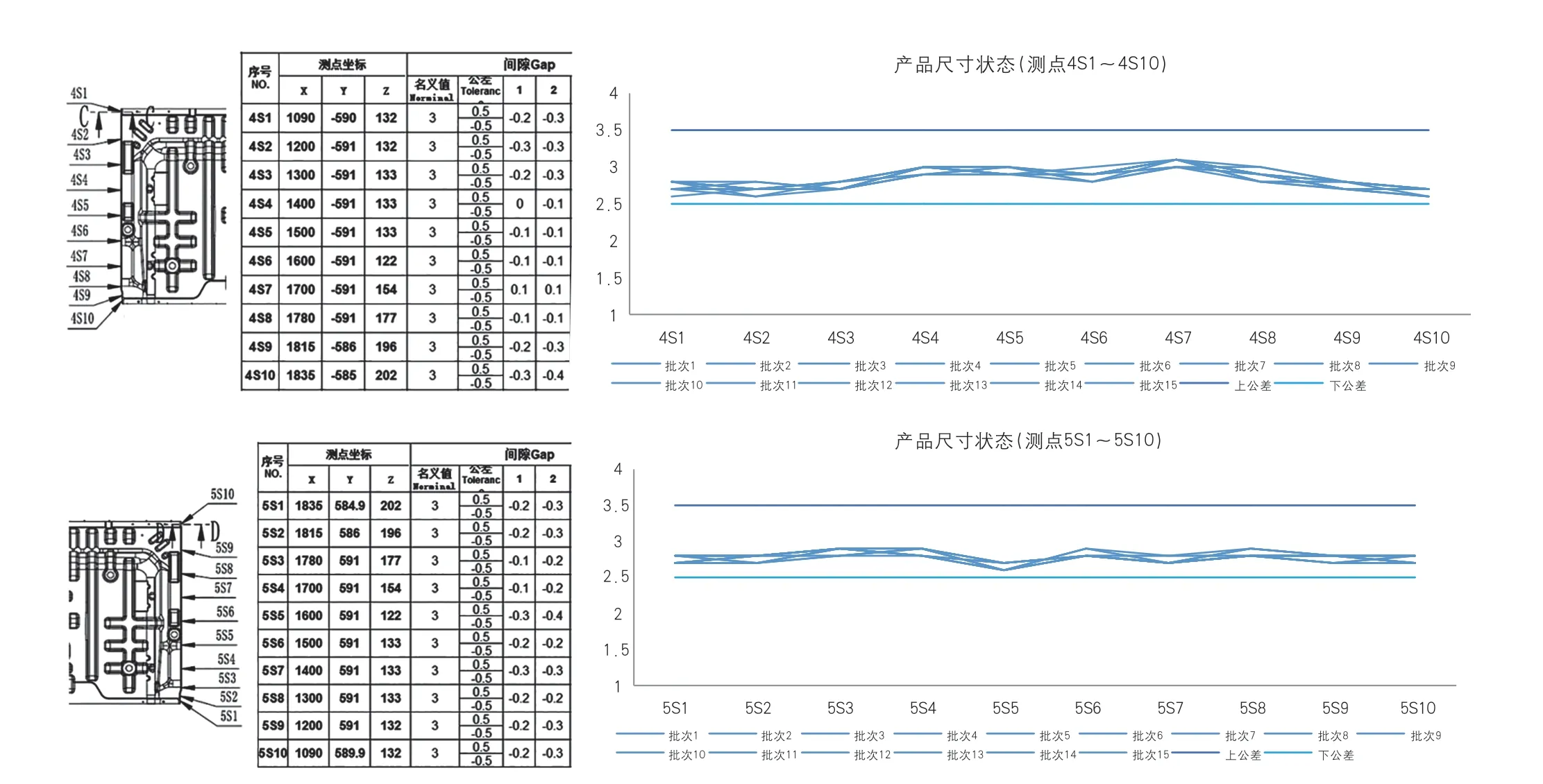
图6 某车型前地板上翻边区域产品尺寸状态
⑴将模具安装在压力机上,其上模随压力机上滑块处于上死点,将制件放置于翻边凸模的工作位。
⑵模具上模随压力机上滑块开始下行,直至上模压料芯与翻边凸模接触并压紧制件。
⑶压力机上滑块继续下行,带动侧整滑车和翻边镶块完成制件的下翻边工作。
⑷压力机上滑块继续下行至下死点前约10mm 时,安装在侧整驱动上的驱动导板与侧整滑车接触,此时侧整滑车开始在导板7 和导板8 的作用下向前驱动。
⑸安装在侧整滑车上的翻边镶块随侧整滑车向前驱动,并进行侧整形工作。
⑹压力机继续下行至下死点,翻边镶块完成侧整工作,随后模具上模随压力机上滑块上行,上模座和侧整滑车脱离侧整驱动。
⑺侧整滑车在弹性元件作用下回到初始位置,压料芯在重力和弹性元件作用下也随之回到初始工作位置,完成一次制件的压制。
⑻限位块限制侧整滑车在侧整形动作开始前的初始位置,使下翻边能稳定进行。侧整滑车的行程一般设置为3mm ~5mm。
带侧整功能翻边结构的应用
某车型前地板两侧翻边——上翻边
量状态稳定。
某车型后地板翻边——下翻边
图7 为制件下翻边造型示意图。产品信息:材质BUSD-FB-D;料厚:0.65mm;翻边高度:16mm;翻边内R 角:R4.35mm;翻边角度:90°。

图7 某车型后地板产品造型(制件下翻边造型示意图)
图8 为带侧整功能模具结构(下翻边)及工作时序示意图,模具到底前50mm 开始翻边,到底前11mm 开始侧整形工作,侧整滑车的行程为4mm。
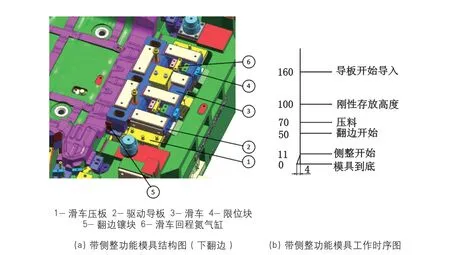
图8 带侧整功能模具结构(下翻边)及工作时序示意图
量产时,随机选取多个批次零件进行尺寸测量。从图9 可以看出,翻边尺寸公差在-0.2mm ~+0.1mm 之间,符合公差要求;制件尺寸变化波动趋势小,质量状态稳定。
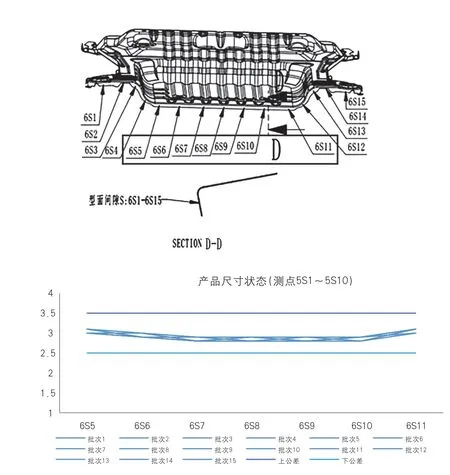
图9 某车型后地板下翻边区域产品尺寸状态
结束语
本文介绍了带侧整功能翻边结构的工作原理,并通过实践验证此机构的可行 性。 针 对翻边回弹问题,提供了一种不增加工序数的解决方案。
实践中,零件由原来的四序冲压工艺优化为三序的冲压工艺,不但节省一道工序的模具开发费用,而且降低模具生产运营成本,进一步提升产品的市场竞争力。本文所论述案例中的两个零件虽是薄板和普板类的零件,但通过此结构的工作原理以及实际应用情况分析,对厚板和高强度钢板的零件也有很强的借鉴意义。

猜你喜欢
水电站机电技术(2023年11期)2023-11-29
冶金设备(2021年1期)2021-06-09
中国医学影像技术(2021年10期)2021-03-28
智慧少年·故事叮当(2020年6期)2020-06-21
车迷(2018年11期)2018-08-30
建材与装饰(2018年7期)2018-03-15
河北农机(2017年4期)2017-02-26
橡胶工业(2015年11期)2015-08-01
现代冶金(2015年4期)2015-02-06
山东冶金(2014年4期)2014-02-09
