基于3D打印硬磁软材料的磁控软体机器人开发*
2024-02-24 03:55黄麟阁张治国
传感器与微系统 2024年2期
黄麟阁,张治国,,潘 峰
(1.天津科技大学 机械工程学院,天津 300222;2.天津市轻工与食品工程机械装备集成设计与在线监控重点实验室,天津 300222;3.新疆农垦科学院机械装备研究所,新疆 石河子 832000)
0 引言
磁软体机器人具有优异的生物安全性、环境适应性和快速响应能力,近年来在生物医疗等[1,2]领域获得了广泛的应用。在各种磁响应材料中,硬磁软材料具有柔性、高剩磁和高矫顽力,能够在外磁场下迅速产生可控的大变形,近年来得到了研究人员的关注[3]。例如,文献[4]报道了一系列微型磁控机器人,实现了运动[4]、药物递送[5]、血栓检测[6]等功能。Kim Y等人[7]提出了一种新型磁控导丝机器人,能够在通过磁场在复杂迂曲的血管中完成导航,以进行脑小血管的介入式治疗。随着研究的进行,基于硬磁软材料的磁控软体机器人正展示出广阔的应用潜力。
磁软体机器人的结构和变形能力很大程度上取决于其制造技术。传统的模具制造耗时较长,且难以根据需求实现复杂结构的定制化制造。如Yirmibesoglu O D等人[8]就曾指出,使用3D打印技术耗费的时间更少,结构复杂程度大大提高,而且制造出的软体机器人与模具制造机器人的性能相当。因此,3D打印技术已经被广泛用于软体机器人的开发和制造[9,10]。例如,Kim Y 等人[11]将钕铁硼(Nd-FeB)颗粒与二氧化硅(SiO2)纳米颗粒、硅橡胶混合制备了复合油墨,通过墨水直写(direct ink writing,DIW)打印技术在实现了其3D打印,并实现了多种2D 和3D 结构的可控变形。Xu T Q等人[12]开发了一种基于立体光刻3D 打印的方法,用于在平面复合材料中图案化永磁粒子,使制造具有可编程3D磁化轮廓和复杂几何形状以及新类型的机械运动的致动器成为可能。Sun Y X等人[13]开发了新型硬磁液晶弹性体墨水,并通过磁场和剪切力辅助3D 打印实现了对磁化强度和液晶取向的编程,使其能够在磁场、温度和光刺激下发生可控形变。尽管硬磁软材料的3D打印已经取得长足发展,但目前仍缺乏针对性硬磁软材料的墨水材料配置、3D打印系统及工艺方面的研究工作,这使得磁软体机器人的3D 打印仍面临困难。例如,现有硬磁软材料往往使用硅橡胶作为基底,而硅橡胶材料的粘度较低,且在室温下会发生缓慢的交联,使得其DIW打印十分困难。又如,目前市售的挤出式3D 打印机多基于熔融沉积成型(fused deposition modeling,FDM)原理,缺乏针对硬磁软材料的DIW打印机的系统设计及工艺研究工作。
本文针对硬磁软材料的特点以及制造需求,分别对墨水材料的配置和3D 打印系统与工艺进行了研究,以用于磁软体机器人的开发和制造。使用SE1700 和DC184 两种硅橡胶材料混合,加入NdFeB 磁粉和固化抑制剂,开发了具有稳定可打印性的硬磁软材料墨水。此外,设计了基于DIW技术的3D 打印系统,并实现了硬磁软材料的3D 打印。在此基础上,设计并制造了一种新结构的磁软体机器人,还进行了货物搬运功能的展示。
1 硬磁软材料墨水
为实现硬磁软材料的3D 打印,需要设计具有高矫顽力的软材料墨水,兼具剪切变稀、屈服应力的流体性质,并能够在室温下长期储存而不发生交联。为此,需要分别从力/磁学性能、流变学和交联动力学3个角度对墨水进行优化。
1.1 硬磁软材料
为实现对磁软体机器人的控制,需要在墨水材料的配置中加入磁性材料。目前磁性材料多为软磁材料和硬磁材料等。软磁材料在充磁以后具有很高的磁通量,但是在去除外磁场后却只能保留少部分的剩磁量以及矫顽力。而硬磁材料在充磁以后,不仅能拥有较强的磁性,而且在褪去磁场后,也仍能保存有很高的剩磁量。同时硬磁材料具有较大的磁畴,且在不超过居里温度的条件下不会轻易退磁[14]。也正是因为硬磁材料具有以上的特性,使得磁软体机器人的控制会更加便捷,所以选择了NdFeB作为墨水的磁响应材料。
作为磁软体机器人的基体材料,硅橡胶具有良好的物理性能,它能在一定外力的拉伸压缩下发生弹性变形,撤走外力后也能恢复原形。且硅橡胶材料一般具有良好的稳定性,固化以后的性质较为稳定,能适应各种不良外部环境的影响。硅橡胶兼顾耐化学试剂和耐油的性质,对许多溶剂有较好的耐适性。综上所述,选择硅橡胶材料作为磁软体机器人的基体材料。
1.2 流变性调制
硅橡胶材料选用了SE1700 和DC184 两种。其中,SE1700的粘度过高,使用点胶机挤出需要较大的挤出压力,而DC184的粘度过低,直接挤出以后无法定形,一般需要使用模具等方式进行定形固化。为此将两种不同粘度的硅橡胶按照一定的比例混合,再加入磁粉材料,从而得到粘度较为适中的混合墨水材料。为探究墨水材料的流变性,采用流变仪对其进行了流变学测试。磁软体机器人的墨水材料能否完成DIW打印工作,其关键在于该墨水材料在剪切应力的作用下是否会出现剪切变稀的情况。图1(a)为剪切速率与材料粘度的关系,可以看出,随着剪切速率的不断增大,粘度呈现一个不断下降的趋势。如此,设置合适的挤出压力后将会使墨水材料的粘度下降到适宜的程度,墨水材料便能在DIW打印中被正常挤出。
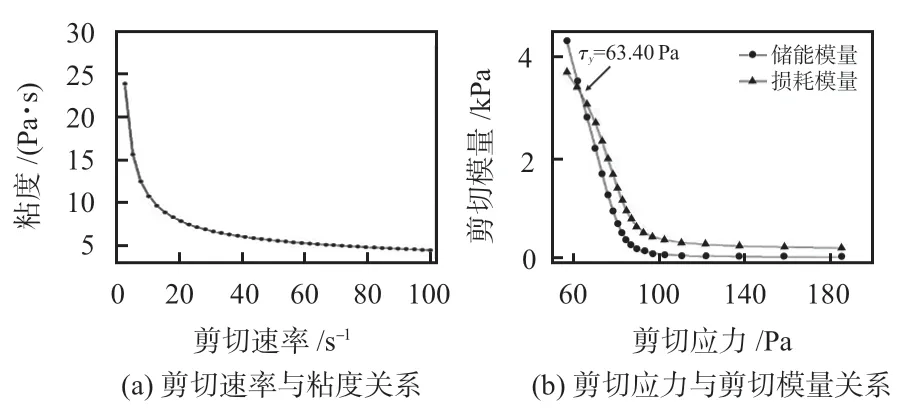
图1 墨水材料流变性能测试
图1(b)为剪切应力与模量的关系。从图中观察可以发现,随着剪切应力的不断增大,储能模量和损耗模量均处于一个下降的趋势,并且储能模量的下降趋势明显快于损耗模量。在剪切应力增大的过程中,刚开始的剪切应力较小,墨水材料的储能模量大于损耗模量,墨水材料更多呈现粘弹性固体的性质,此时的墨水发生较小的变形。当剪切应力增大至一定程度后,经过二者的交点使得损耗模量的值大于储能模量时,墨水材料将呈现粘弹性液体的性质,此时墨水开始进入流动状态。
1.3 固化抑制
在硅橡胶的主剂和固化剂按照配比混合好以后,墨水材料便进入固化状态。在整个打印过程中,墨水材料的挤出量会随着墨水固化的进行而不断减小,在固化达到一定程度后会因挤出压力对墨水的剪切效果较差而无法挤出,从而对打印工作产生严重影响。为了减小固化对打印过程的影响,在墨水材料中加入了固化抑制剂3—丁炔—1—醇。在加入适当量的固化抑制剂后,会延缓墨水材料的固化过程,从而大大减小了固化对打印的影响。
2 磁软体机器人的3D打印制造
2.1 DIW3D打印系统的搭建
图2(a)为实验室用于制造磁软体机器人的3D打印硬件系统。该系统由气动挤出部分和打印控制部分组成。其中,气动挤出部分由一台空压机提供动力来源,再通过油水分离器的干燥过滤和稳压,最后由点胶机精确调节挤出压力大小并控制喷头挤出。而打印控制部分的3D打印平台负责喷头的移动和向点胶机发送挤出指令。
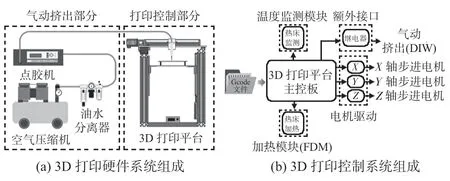
图2 3D打印系统组成
该3D 打印系统是一台DIW/FDM 两用的系统,如图2(b)所示,该系统中包含了DIW 和FDM 的功能,因此在磁软体机器人的制造过程中,系统可以使用DIW模式进行墨水的挤出控制,在打印结束以后也能使用FDM模式下的热床进行加热,来加快磁软体机器人的固化。
2.2 硬磁材料3D打印及后处理
墨水材料的配置过程如下:将SE1700 材料和DC184材料的主剂分别按照所需的量加入到烧杯中,再加入适量的NdFeB磁粉颗粒到烧杯中,接着使用电动搅拌器以对混合后的材料进行搅拌。在完成搅拌后,往烧杯内分别加入SE1700和DC184的固化剂,然后再次使用电动搅拌器搅拌,最后再加入抑制剂3—丁炔—1—醇,并使用电动搅拌器搅拌。之后将装有墨水材料的烧杯放入干燥器中,使用真空泵对干燥器进行抽气,获得混合好的墨水材料。
将完成混合后的墨水材料装入针筒中,再安装好大小为580 μm的挤出针头以及针筒配套的活塞。因为墨水的流动性一般,所以在墨水装入针筒后需要观察针筒内部是否存在间隙或气泡,如果存在以上情况,则需要使用真空泵对针筒进行抽气。将针筒安装在固定支架上,连接好适配器。设置点胶机的挤出参数,该过程需要不断调整挤出压力大小,并观察打印丝是否挤出流畅、大小合适、粗细均匀。调节好参数以后,将装有打印文件的储存卡插入到3D 打印系统中,选择目标文件开始打印。
在完成磁软体机器人的打印以后,还需要使用3D 打印平台FDM模式下的热床进行加热。将热床的温度设置为65 ℃,加热一个多小时的时间来促进磁软体机器人的固化。
2.3 打印样品的力学性能测试
为测试该配方下的磁软体机器人的力学性能,打印了30 mm×80 mm×0.5 mm 的长条样品。采用力学试验机对打印好的长条样品进行了拉伸测试,得到了测试样品的力学性能数据。
磁软体机器人的打印填充形状为直线型,这意味着打印好的磁软体机器人在收到拉伸力作用时,它的受力方向可能主要是平行于打印丝或垂直于打印丝。所以为了在拉伸测试中能准确测得其对载荷的承受能力,故对2 个方向的样条进行了拉伸测试。2 种长条样品的数据结果如图3所示。从结果中可以看出,无论是竖直方向还是横向方向的样条,都能承受一定载荷的拉力。因此,该配方下的磁软体机器人具有一定的强度。

图3 长条样品的拉伸强度数据
3 磁软体机器人应用
3.1 磁软体机器人的外形设计及打印
图4为设计好的磁软体机器人外形。为便于磁软体机器人实现移动、翻滚以及对物体包裹等动作,采用了这种设计。同时为了能实现对其灵活控制以及软体机器人磁响应变形明显,因此该磁软体机器人的厚度较小,质量轻盈。在图5展示了该磁软体机器人的打印过程。

图4 磁软体机器人建模模型设计

图5 磁软体机器人的打印过程
3.2 磁软体机器人的动作控制
在完成为磁软体机器人充磁以后,此时的磁软体机器人内部保留了大部分的磁性。在施加外磁场后,磁软体机器人内部的磁性颗粒会在磁转矩的作用下促使磁软体机器人发生变形。
现在施加外磁场对其进行测试,观察在外磁场作用下所发生的变化,以验证其变形能否达到预期。使用一块钕铁硼磁铁作为外磁场的来源,将该NdFeB磁铁放置在磁软体机器人的周围,通过控制磁铁在磁软体机器人上产生的磁场大小和方向促使磁软体机器人变形。在整个过程中使用磁通计对磁软体机器人周围的磁场强度进行测量并记录。
磁软体机器人爬行中的磁场变化以及爬行动作演示如图6(a)和图6(b)所示,滚动中的磁场变化以及滚动动作演示如图6(c)和图6(d)所示。从图中不难看出,磁软体机器人对外磁场有良好的响应,且能在外磁场的控制之下实现爬行和滚动的动作模式。为了进一步测试磁软体机器人的实际工作能力,准备1个长块货物,首先控制磁软体机器人将该货物包裹住,然后带动其一同滚动到指定位置,将货物放置在该位置,接着继续向前爬行。演示结果如图6(e)所示。
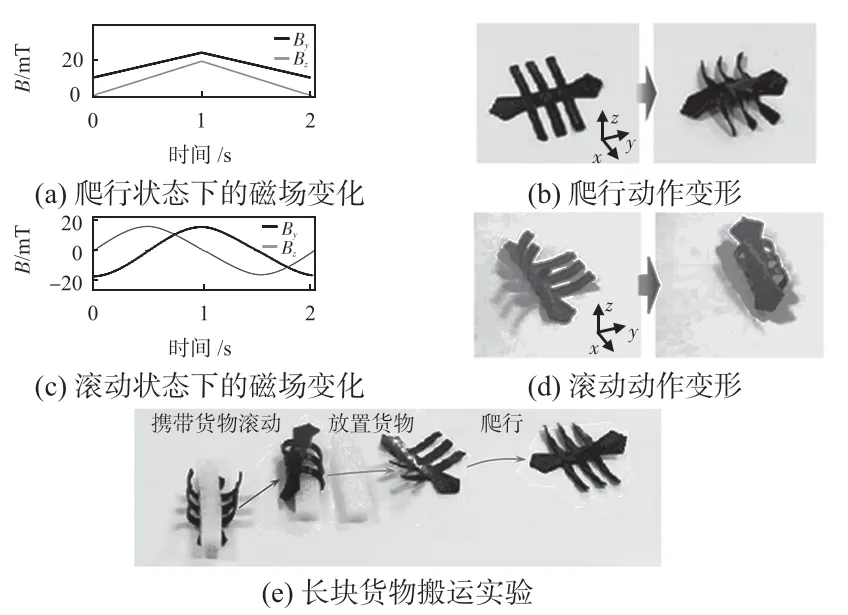
图6 磁软体机器人变形实验
4 结束语
本文使用了SE1700和DC184以及NdFeB磁粉完成了墨水材料的混合,然后设计结构并完成了磁软体机器人的制造。同时对墨水的流变性能进行了测试,之后又对打印好的长条样品进行了力学性能测试。在对磁软体机器人充磁以后,验证其在磁场控制下能实现爬行动作和滚动动作,并完成了对1个货物的搬运。实验结果显示该墨水配比合适,打印出的磁软体机器人力学性能良好,能承受一定强度的载荷,且在磁场的控制下能良好地完成任务。
猜你喜欢
军事文摘(2024年4期)2024-01-09
小读者·阅世界(2023年8期)2023-08-29
小读者(2023年15期)2023-08-28
阅读(科学探秘)(2023年6期)2023-05-25
早期教育(美术教育)(2021年2期)2021-09-15
上海交通大学学报(2021年2期)2021-03-02
军事文摘(2020年24期)2020-11-29
心肺血管病杂志(2019年1期)2019-04-22
中国塑料(2016年6期)2016-06-27
中国病理生理杂志(2015年10期)2015-01-26