云南某低品位铅锌硫化矿选矿试验研究
2024-02-23 07:51谢海云陈家灵刘殿文吕晋芳
矿冶 2024年1期
李 楠 谢海云,2 陈家灵 刘殿文,2 吕晋芳
(1.昆明理工大学 国土资源工程学院,昆明 650093;2.省部共建复杂有色金属资源清洁利用国家重点实验室,昆明 650093;)
铅、锌是我国重要的战略有色金属,被广泛应用于冶金、电气、机械、军工以及轻工业等行业中[1]。目前我国的铅、锌储量均居世界第二,产量均居世界第一,但是铅、锌综合利用率较低,选矿总回收率不高[2]。国内矿山产量难以满足供应需求,仍然需要从国外进口[3]。硫化铅锌矿是我国铅锌资源的主要来源,而我国铅锌矿多为复杂共生的多金属矿床,铅锌赋存状态复杂,各种离子对目的矿物分选干扰严重,浮选分离困难[4]。对于硫化铅锌矿的分离包括混合浮选、优先选浮选、等可浮浮选、电位调控浮选和异步浮选等多种浮选工艺流程,其中混合浮选适用于铅锌矿物共生关系密切、嵌布粒度细的低品位矿石浮选[5-8]。“十三五”以来,国家强调可持续发展政策,提高资源开发利用率,因此,对大量尚未利用的贫矿进行处理,回收有用矿物,实现低能耗高效选别显得尤为重要[9]。本文研究对象为云南某低品位铅锌硫化矿,该矿铅、锌品位低、嵌布粒度较细、矿物共生关系较复杂,针对该矿石,本文采用铅锌混合浮选抛尾—铅锌分离工艺进行回收,探索该工艺的可行性和铅锌分离效果。
1 原料性质
试验矿样取自云南某硫化铅锌矿,主要化学成分见表1。由表1可知,原矿中主要的有价金属元素为Pb、Zn,且Pb、Zn总的质量分数不足1%,属于低品位铅锌矿,杂质成分主要为Fe、Si、Ca和Mg等。

表1 原矿主要化学组分
原矿所含物相主要为方铅矿、闪锌矿,有少量黄铁矿、黄铜矿等,脉石矿物以方解石,石英等为主。铅和锌的化学物相分析结果分别见表2、表3。

表2 铅矿物的化学物相

表3 锌矿物的化学物相
由表2、表3可知,矿样中的铅物相主要以方铅矿的形式存在,方铅矿占比为95.13%。锌物相主要以硫化锌的形式存在,硫化锌占比为92.11%,部分以硫酸锌、氧化锌和锌铁尖晶石的形式存在。表明该铅矿以硫化铅矿物为主,仅含少量氧化铅矿物。锌矿以硫化锌矿物为主,仅含少量氧化锌矿物。
2 试验结果与讨论
2.1 铅锌混合浮选
混合浮选在较粗磨矿粒度下可抛弃大量尾矿,得到铅锌混合精矿,可大幅度降低浮选能耗,具有显著的成本优势[10,11]。采用亚硫酸钠与硫酸锌作锌矿物组合抑制剂,用BK906捕收剂浮选铅矿物可实现铅锌混合精矿的分离[12]。采用的铅锌混合浮选抛尾流程如图1所示。
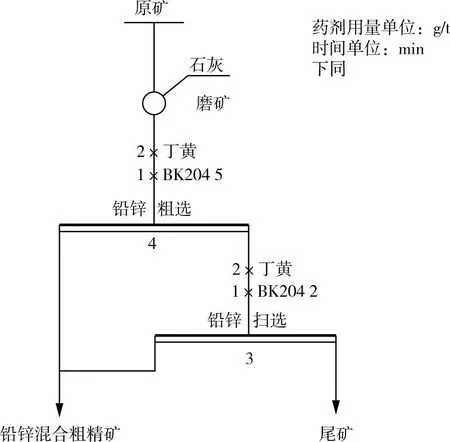
图1 铅锌混合浮选试验流程Fig.1 Flowsheet lead and zinc mixed flotation condition test
2.1.1 磨矿细度对浮选的影响
在石灰用量2 500 g/t、捕收剂丁基黄药用量80 g/t、BK204用量5 g/t的条件下,考察磨矿细度对铅锌混合浮选效果的影响,结果如图2所示。
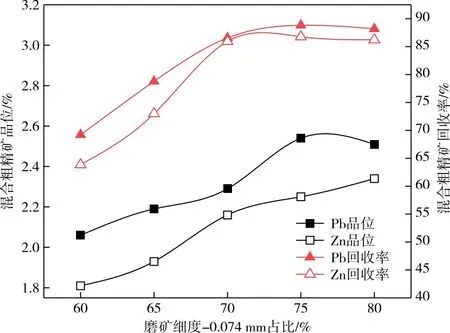
图2 不同磨矿细度下的混合浮选试验结果Fig.2 Test results of bulk flotation at different grinding fineness
从图2可以看出,当磨矿细度增加时,铅锌粗精矿中铅锌的回收率先增加,然后趋于稳定,当磨矿细度-0.074 mm占比从60%增至70%时,回收率增加较为明显;当磨矿细度-0.074 mm占比从75%增加到80%时,混合粗精矿中铅锌回收率基本稳定。当磨矿细度-0.074 mm占比为75%时,粗精矿中铅品位为2.54%,回收率为88.84%,锌品位为2.25%,回收率为86.77%,浮选试验结果较好。因此确定后续选矿磨矿细度为-0.074 mm占比为75%。
2.1.2 石灰用量对浮选的影响
在浮选铅锌硫化矿时,黄铁矿的存在常常会干扰浮选结果[13]。石灰对黄铁矿抑制效果较强,且同时可以作为pH值调整剂。固定磨矿细度为-0.074 mm占比70%、丁基黄药用量80 g/t、BK204用量5 g/t,考察石灰用量对铅锌混合浮选效果的影响,试验结果如图3所示。
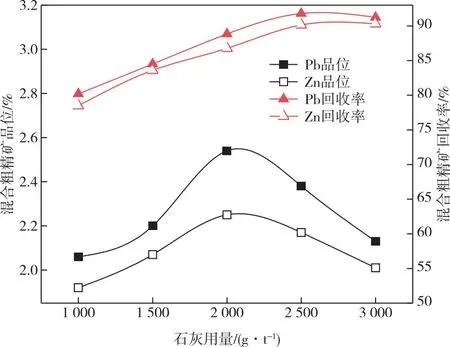
图3 不同石灰用量时混合浮选试验结果Fig.3 Test results of bulk flotation at different lime dosage
从图3可以看出,增加石灰用量有利于提高铅锌混合粗精矿中铅、锌的回收率。当石灰用量由2 500 g/t增加到3 000 g/t,混合粗精矿中铅锌回收率基本稳定,且铅锌品位下降较多。综合考虑石灰用量为2 500 g/t时综合回收率和品位较好,因此确定铅锌浮合浮选粗选石灰用量为2 500 g/t。
2.1.3 捕收剂种类对浮选的影响
适宜的捕收剂有利于提高粗精矿的分选指标,采用混合捕收剂时药剂的选择性更强,捕收效果更好[14]。在磨矿细度-0.074 mm占比 70%、石灰用量2 500 g/t、捕收剂用量80 g/t的试验条件下,分别采用BK906、丁基黄药、BK906+丁基黄药、乙硫氮、乙硫氮+丁基黄药作为铅锌混浮的捕收剂,对比分析选别效果,试验结果见表4。

表4 混浮捕收剂种类试验结果
由表4可知,丁基黄药和乙硫氮+丁基黄药获得的混合粗精矿的回收率较高,但铅锌品位略低;采用BK906作为捕收剂,铅回收指标较好,锌回收率相对较低;而采用BK906+丁基黄药作为捕收剂指标较好,混合精矿中Pb品位2.67%,回收率93.39%,Zn品位2.35%,回收率90.63%。因此确定以BK906+丁基黄药作为混合浮选捕收剂进行后续试验。
2.1.4 捕收剂用量对浮选的影响
选用BK906和丁基黄药作为铅锌混合浮选的捕收剂,用量比例为1∶1。固定磨矿细度为-0.074 mm占比70%、石灰用量2 500 g/t、BK204用量5 g/t,考察BK906+丁基黄药用量对混合粗精矿的指标影响,试验结果如图4所示。
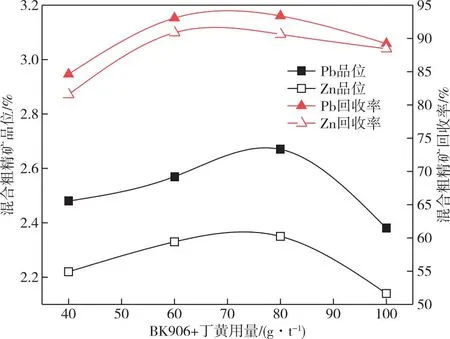
图4 捕收剂用量对铅锌混合浮选的影响Fig.4 Effecst of collector dosage on lead and zinc mixed flotation
从图4可以看出,采用BK906+丁基黄药组合捕收剂,铅锌混合粗精矿中铅、锌回收率随药剂用量的增加先增加后下降,当BK906+丁基黄药用量为(30+30)g/t时,综合指标较好,继续增加捕收剂用量铅锌回收率变化不大,在此条件下,混合粗精矿中Pb品位为2.57%,Pb回收率为93.07%,Zn品位为2.33%,Zn回收率为90.87%。因此确定后续试验中BK906+丁基黄药用量为(30+30)g/t。
2.1.5 混合粗精矿再磨细度对浮选的影响
由于仅通过脱药处理并不能达到很好的铅锌分选效果,研究认为原因是铅锌混合粗精矿的解离度不够[15],因此对铅锌混合粗精矿进行进一步细磨,使目的矿物更好地单体解离后再进行铅锌分离。固定硅酸钠用量300 g/t、BK906+丁基黄药用量(10+10)g/t、BK204用量2 g/t。试验流程见图5,试验结果如图6所示,不同再磨细度下的铅锌矿物解离度和其他矿物的连生关系如表5所示。

图5 铅锌混合粗精矿再磨细度试验流程Fig.5 Flowsheet of regrinding fineness of lead and zinc mixed coarse concentrate

图6 铅锌混合粗精矿再磨磨矿细度试验结果Fig.6 Regrinding fineness of lead and zinc mixed coarse concentrate test results
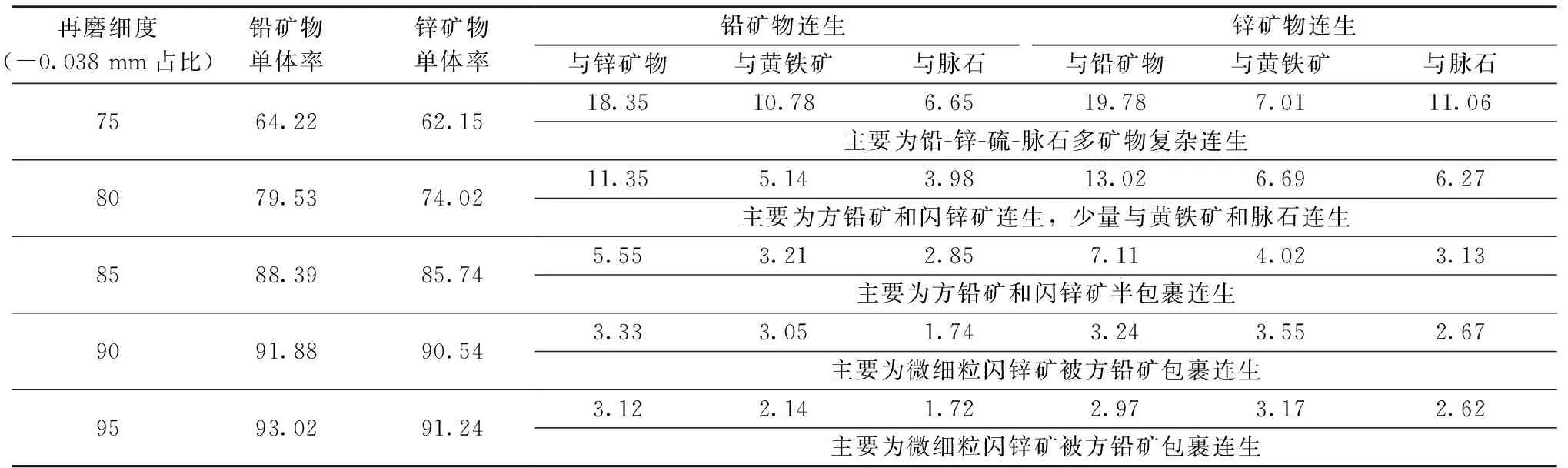
表5 不同再磨细度下的铅锌矿物解离度
由表5可知,随着磨矿细度的增加,混合精矿中铅、锌矿物单体率不断提高,当再磨细度-0.038 mm占比为75%时,矿物连生情况主要为铅-锌-硫-脉石多矿物复杂连生,对后续浮选影响较大。当再磨细度-0.038 mm占比超过85%时,铅、锌矿物单体率接近90%,且矿物连生情况从主要为方铅矿和闪锌矿半包裹连生变成主要为微细粒闪锌矿被方铅矿包裹连生。由图6可知,混合精矿中铅、锌品位随着再磨细度的增加不断升高,当再磨细度-0.038 mm占比为90%时,混合粗精矿中Pb、Zn品位较好,且矿浆过磨泥化程度较低。综合考虑再磨成本和后续浮选效果,确定后续再磨细度-0.038 mm占比为90%。
2.2 铅锌分离浮选条件试验
按照图7流程进行铅锌分离条件试验。
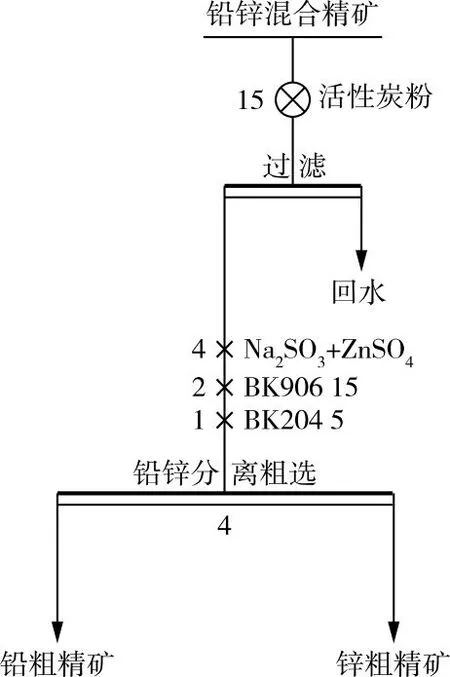
图7 铅锌分离条件试验流程Fig.7 Flowsheet of lead and zinc separation condition test
2.2.1 脱药对铅锌浮选分离的影响
铅锌混合精矿表面存在残留的浮选药剂,会导致铅锌分离效果差,精矿中铅锌互含严重[16]。采用硫化钠和活性炭对混合精矿进行搅拌脱药,以提高后续的抑锌浮铅的分选效果。铅锌分离粗选的磨矿细度为-0.038 mm占比90%,亚硫酸钠和硫酸锌用量分别为1 000 g/t和2 000 g/t,BK906用量15 g/t、BK204用量为5 g/t,试验结果如图8所示。

图8 活性炭脱药对铅锌分离的影响 Fig.8 Effects of activated carbon reagent removal on separation of lead and zinc
从图8可以看出,铅粗精矿中含锌量随着活性炭用量的增加而降低。可以推断出硫化钠和活性炭具有较好的脱药效果。当活性炭用量增加到200 g/t时,综合回收指标较好,因此确定后续试验活性炭用量为200 g/t。
2.2.2 抑制剂用量的影响
硫化锌矿浮选抑制剂常用硫酸锌,硫酸锌与亚硫酸钠组合使用时抑制效果更佳[17],且药剂无毒,被抑制的闪锌矿容易被活化。本试验选用亚硫酸钠和硫酸锌配合使用,固定粗选条件:磨矿细度-0.038 mm占比90%、活性炭用量200 g/t、BK906和BK204的用量分别为15、5 g/t,分析亚硫酸钠和硫酸锌组合药剂的用量变化对分离指标的影响,结果如图9所示。
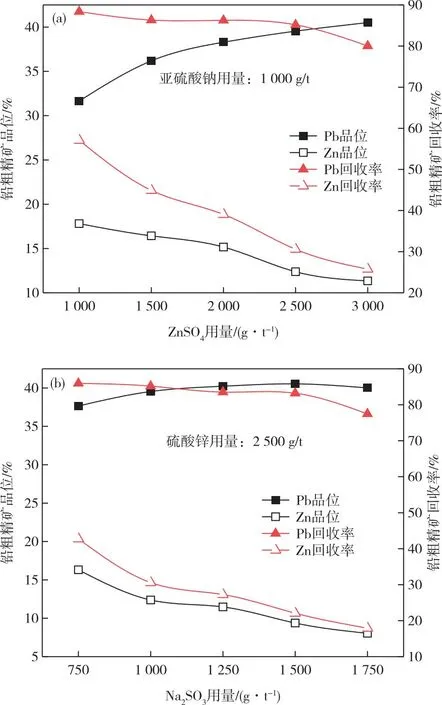
图9 铅锌分离抑制剂用量试验结果Fig.9 Test results of lead-zinc separation inhibitor dosage
从图9可以看出,随着硫酸锌和亚硫酸钠用量的增加,铅粗精矿含锌量逐渐降低,粗精矿铅品位缓慢增加且铅回收率略有降低。由图9(a)可知,硫酸锌用量从1 000 g/t增加到2 500 g/t的过程中,铅粗精矿中铅品位不断上升,锌的互含情况不断降低,说明硫酸锌用量对锌的抑制效果影响较大,同时铅回收率在硫酸锌用量从1 000 g/t增加到2 500 g/t的过程中降幅较小,但硫酸锌用量超过2 500 g/t时,铅回收率下降较明显,所以硫酸锌用量选择2 500 g/t较适宜;由图9(b)可知,当亚硫酸钠用量从750 g/t增加到1 500 g/t时,铅粗精矿中含锌量降低明显,亚硫酸钠用量的增加有利于对闪锌矿的抑制,同时铅的品位和回收率变化较平缓,但亚硫酸钠用量大于1 500 g/t时,Pb回收率明显下降且锌互含降幅较小,所以亚硫酸钠用量为1 500 g/t时浮选效果较好,因此确定后续试验亚硫酸钠+硫酸锌用量为(1 500+2 500)g/t。
2.3 浮选闭路试验
在条件试验的基础上进行流程和药剂用量的优化和调整,确定了“铅锌混合浮选—混合精矿抑锌浮铅分离”闭路试验流程(图10),试验结果见表6。

图10 低品位铅锌硫化矿混合浮选-铅锌分离试验流程Fig.10 Flowsheet of low grade lead-zinc sulfide ore bulk flotation—lead-zinc separation test

表6 低品位铅锌硫化矿浮选闭路试验结果
由表6可知,采用铅锌混合浮选抛尾—铅锌分离选矿流程,可获得铅精矿Pb品位70.34%、Pb回收率84.06%,锌精矿Zn品位45.74%、Zn回收率80.65%的浮选指标。目的矿物方铅矿和闪锌矿均得到良好回收,说明选用该浮选工艺可实现高效回收低品位铅锌硫化矿。
3 结论
1)试验用矿含Pb 0.41%,Zn 0.39%,铅、锌主要以硫化矿物形式存在,为低品位硫化铅锌矿,有价矿物的嵌布粒度较细。
2)采用铅锌混合浮选抛尾—铅锌分离流程浮选该矿,当磨矿细度-0.074 mm占比75%,BK906+丁基黄药用量为(30+30)g/t时,尾矿中铅、锌损失较少,具备铅锌混合浮选预先抛尾条件。采用硫酸锌和亚硫酸钠组合抑制闪锌矿,BK906捕收剂富集铅矿物效果较好。闭路试验可得到铅精矿Pb品位70.34%、Pb回收率84.06%,锌精矿Zn品位45.74%、Zn回收率80.65%,分选指标良好,对低品位铅锌硫化矿的高效浮选可提供一定参考。
猜你喜欢
云南化工(2021年6期)2021-12-21
今日农业(2021年12期)2021-10-14
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
矿产勘查(2020年9期)2020-12-25
矿产综合利用(2020年1期)2020-07-24
山东化工(2020年3期)2020-03-06
河南畜牧兽医(2020年1期)2020-01-11
湖南有色金属(2017年6期)2017-12-22
中国资源综合利用(2016年7期)2016-02-03
金属矿山(2014年7期)2014-03-20