
超大直径盾构刀盘驱动密封系统全寿命周期管理探究
2024-02-15 07:25陆豪杰LUHaojie
建筑机械化 2024年1期
陆豪杰/LU Haojie
(中铁隧道股份有限公司,河南 郑州 450000)
随着盾构施工技术在国内隧道施工领域的应用日渐成熟,盾构机设计与制造国产化的进程也日益加速。目前,由于盾构施工行业市场与盾构设计制造国产化迅猛发展,缺少系统的应用技术研究和成熟的经验支撑,配套的理论研究与应用技术创新达不到新发展形势的要求,致使13m 级以上超大直径盾构在施工应用中刀盘驱动密封系统故障频发,进而带来的工程风险和施工成本投入巨大,各大盾构制造厂商和应用单位只有采取“亡羊补牢”的方法进行补救。提高国产超大直径盾构机在国际市场的竞争力,迫切需要开展超大直径盾构刀盘驱动密封技术研究。
1 刀盘驱动密封系统原理
1.1 刀盘驱动结构组成
刀盘驱动是盾构关键部件之一,起着刀盘转动破岩的关键作用,其设计的可靠度对盾构整体表现至关重要。刀盘驱动采用变频电驱形式,主要由驱动箱、主轴承、密封、减速机、多组驱动单元关、主驱动密封、伸缩机构、相关结构换件等组成,同时具备伸缩摆动功能,方便刀具更换,如图1 所示。
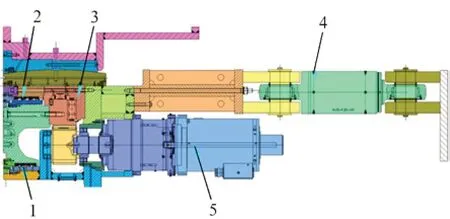
图1 刀盘驱动结构示意图
1.2 刀盘驱动密封系统
刀盘驱动密封系统包括内、外密封系统。其中,外密封系统由4 道唇形密封和迷宫密封腔、润滑脂腔、润滑油腔和检测腔组成,它们各由一个密封隔环分离。内密封系统由4 道唇形密封和迷宫密封腔、润滑脂腔、检测腔和润滑油腔组成,它们各由1 个密封隔环分离。主要由密封跑道、油脂环、唇形密封、密封压环及密封隔环等组成,如图2、图3 所示。

图2 密封系统结构图
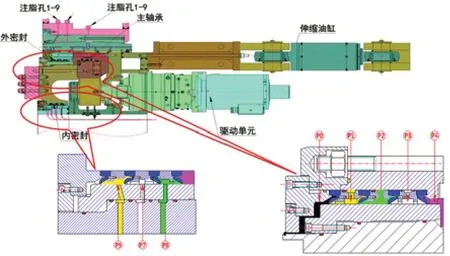
图3 内、外密封系统示意图
1.3 密封原理
1.3.1 外密封系统
外密封系统中油脂通过径向分布的注脂孔被注入密封腔并充满整个环形腔体,建立一种持续的压力作用在油脂腔内。密封附带有连续油脂润滑和泄漏监测系统,检测腔通过几个径向通道连接到盾体常压侧,可以方便地进行检测。P0 侧介质为HBW 油脂,P1 侧介质为EP2 油脂,第一道唇形密封两侧注入两种初始压差约为0.5bar 的润滑脂,在设定的反向压差作用下,密封唇打开,两种润滑脂以一定压力不断被挤出,以阻止土仓中的土砂进入,其中润滑脂注入采用每分钟定次、定量的方式进行计量。
当水土压力≤6bar 时,前面3 道腔体密封满足使用要求,第4 道腔体为检测腔,齿轮室不加压。当水土压力>6bar 且≤10bar 时,第4 道腔体需调整为齿轮油加压腔,齿轮室也相应加压,外密封满足10bar 的承压能力。
1.3.2 内密封系统
内密封通常情况下为常压密封,密封的润滑在日常维护时集中以半自动方式进行。内密封的设计同样与外密封设计一致,刀盘腔体为常压模式时且齿轮室不加压情况下,第3 道腔作为检测腔,则前2 道需要间断性注油脂使唇口充分润滑,第4 道腔作为齿轮油腔,维持一定高度油量,使后部两道唇口充分润滑。
刀盘腔体为常压模式时且齿轮室加压且压力≤4bar 时情况下,此时刀盘正面水土压力可达10bar,则前两道需要间断性注油脂使唇口充分润滑,第4 道腔作为齿轮油腔,维持一定高度油量和压力进行支撑第4 道密封。若出现正面水土压力达10bar,齿轮室加压且压力≤4bar 时情况下,刀盘腔已不具备常压模式,需要旋转刀盘进仓修理情况下,第3 道腔体需调整为齿轮油加压腔,齿轮油腔能进行相应加压,前面2 道腔体采用递减方式减压,以保证内密封满足10bar 的承压能力。
2 密封失效形式及危害
2.1 密封失效形式
1)唇形密封撕裂或密封及跑道磨损,油脂注入量和泄漏量增大。
2)橡胶过早老化和唇口的过度磨损。
3)主驱动运行过程中温度达到60℃时密封产生粘接强度下降而出现开胶现象。
4)密封背部压力丧失,在前端水土压力作用下导致泥沙进入其中。
5)刀盘驱动部件强烈振动引起密封系统配合间隙过大,伴随着水土压力波动,密封瞬间补偿不到位,产生“拉风箱”现象,导致前端泥水杂质进入。
2.2 密封失效的危害
如果施工过程中密封系统失效,将造成主轴承润滑油泄露或泥水及渣土等进入主轴承或齿轮箱,主轴承及齿轮副会迅速造成破坏,即使故障发现及时,在隧道内对密封系统进行维修和更换也将延长工期,增加施工成本和安全隐患。
3 密封系统全寿命周期管理技术
3.1 设计与选型阶段
3.1.1 设计计算
提供完整可靠的工程地质与水文地质资料,并分析设备在不同地层掘进的主要参数,由厂家进行充分的设计论证,保证主驱动性能满足工程掘进需要,并有一定的冗余量。其中主轴承的承载力、使用寿命,密封的承压能力,驱动的能力储备均需重点核算。要求设备厂家提供设计选型、计算论证资料。
3.1.2 刀盘与刀具
1)刀盘设计与材料选型要合理,确保强度与刚度,满足倾覆力矩要求,同时降低激振频率耦合,创造良好的运转环境。刀盘设计时,尽量增加刀盘分块数量,可根据设计方案预先估算其分体质量及支撑刚度,避免参数落在敏感区间,刀盘分体质量分数控制在 13%~14%区间内,减小由振动造成的结构损伤。
2)刀具布置设计要力争在破岩工作时使刀盘受力平衡,对于分体式结构的刀盘,可通过减小滚刀分组数的方式获得更好的滚刀布局,分组内的滚刀尽量对称布置,使相邻编号的滚刀尽量呈对角分布。
3)将刀具磨损与刀盘振动实时监测系统整合为一个系统,提高掘进智能化程度,为主控室实时提供掘进状态信息,以保证安全高效掘进。
3.1.3 驱动与传动部件
1)主轴承及各环件设计与选型要合理,避免间、侧隙值过大,引起过量的振动和倾覆力矩等不利影响。
2)在均匀地质情况下,驱动形式应该优先考虑选择均匀布置形式,在复合地质情况下,驱动形式应该优先考虑选择对称布置形式。小齿轮设计时提高扭转刚度,可采取缩短输入端连接轴长度及采用空心轴结构,改善系统动态特性。
3)采用转速主从控制策略直接对电动机输出转矩进行干预调整,提高刀盘驱动系统各电动机的同步性能。
3.1.4 密封系统
1)综合考虑确定合理的驱动密封系统机构。
2)选择最适合驱动密封的结构参数,使之能用于压力工况。开挖仓压力稳定的环境优先选择硬度高的密封,压力波动较大的环境优先选择硬度低的密封。
3)优化迷宫密封结构形式,避免产生HBW的回流现象,减少唇形密封低压侧和迷宫腔均存在“死区”,造成内部油脂不流动,易导致泥沙堆积。
4)在材料方面应选择高硬度值的压紧环密封圈,必要时可增加压紧环密封圈的数量;在结构方面应适当增加压紧环的直径,保证压紧环有足够的预紧行程施加更大的位移载荷,提高密封面接触压力。
3.1.5 润滑与冷却
1)密封和密封系统的设计、制造和运行,建立在与流体力学相关的一些原理上,诸如润滑、摩擦、磨损、传热、材料性质和机械设计等。密封界面上物理过程受分子的相互作用、密封端面的几何形状、合适的力学平衡、传热和材料的性质等因素影响,作用机理非常复杂,很难用准确的分析计算来预测密封系统的运行特性。
2)要考虑密封的润滑和冷却,极端条件下还要考虑密封临近的液体的连续交换。基于传感器技术的应用系统,配置润滑油在线监测系统,实现实时监测、分析诊断、警报与预警、数据记录与分析,提高设备可靠性和运行效率。
3)主轴承润滑与密封系统采用刀盘转速、推力、转矩、土仓压力与HBW 油脂系统和润滑密封油脂系统脉冲计量动态平衡匹配的优化配置技术,对润滑与密封系统进行分析与控制,从而实现主轴承动态平衡反馈式润滑与密封,同时实现主动压力控制。
3.2 制造与装配阶段
3.2.1 实施设备监理
在盾构整机制造过程中,要引入设备监理,严格把控制造与装配的各个环节,确保工艺与过程可靠性。
1)主驱动零部件进场时审查质量证明文件。主轴承、大齿圈、密封、驱动部等必须开箱检查,拍照留存影像资料,并做好开箱检查记录。主驱动部件安装前,必须保证表面无油污,检查确认设备状态,安装过程必须全程旁站。
2)根据厂家提供的安装作业指导书,全过程见证刀盘驱动的密封装配工序,无监造人员参加并签字认可,不得自行实施或转入下一道工序。如存在重大质量问题,监理人员提出书面函件并要求整改。
3)设备完成工位组装调试后,按照调试验收大纲进行验收,包括安装质量、转速、启动扭矩、主要性能参数、油脂注入等内容。
3.2.2 制造与装配工艺控制
1)密封跑道可靠性受材质、热处理工艺及机加工精度等因素影响。提升密封跑道材质与加工精度,优化热处理工艺,确保摩擦面的硬度达到HRC50 以上。
2)按照驱动密封内外周安装面的弧度分别加工压板,确保密封压板安装后呈连续无间断的环形,防止唇形密封的唇口预压紧不一致,唇口扭转或者运转过程中密封的整体旋转等不良安装状态,主驱动装配完成后,应对其进行数圈转动后进行保压试验,具体操作按照厂家提供的方案执行。
3.3 应用与维护阶段
3.3.1 掘进参数优化
1)在工作中通过控制系统来使刀盘应受力均匀,同时兼顾切削效率。通过仿形刀的纠偏作用来消除刀盘工作中的偏心对挖掘方向产生的影响,安装测试系统和辅助液压缸解决由倾覆力矩对刀盘产生的受力不均。
2)综合考虑刀盘外部激励和各部件间的耦合关系,建立的盾构动力学模型,作为设备运行的指导依据。合理控制刀盘转速与贯入度,设置最优切割参数,防止刀盘刀具发生共振和倾覆力矩过大,保证设备在安全的范围内工作,提升盾构机的使用效率,延长密封系统的使用寿命。
3)在刀盘应力敏感位置处布置传感器,以监测刀盘工作状态,定期对刀具的磨损情况与刀具的位置误差进行检查。
3.3.2 组织保障
1)盾构TBM 的工作组装必须按照技术方案进行,确保主驱动安装质量。始发前,需确认主驱动系统每一路油脂、齿轮油或水通道通畅。密封形式采用HBW 或EP2 的盾构TBM,始发前需将油脂注入至饱满状态。始发前需按照工地组装调试大纲,对主驱动进行全面的测试,达到设计要求。
2)各使用单位要组织学习研究主驱动的设备构造、掌握工作原理及参数,掌握影响主驱动使用安全的要害。对参与设备使用管理的全员进行培训交底。
3.3.3 巡查与维护
1)检查主驱动HBW、EP2、齿轮油流量、压力、脉冲计数等参数是否正常。对于手动注脂的内密封形式,根据设计量要求每天注脂,并保持内密封周边区域卫生清洁。杜绝无润滑或欠润滑的情况发生。
2)检查润滑系统、驱动箱油位是否存在异常,主驱动各重点部位是否存在油品渗漏的情况。检查齿轮油滤芯前后端压力值,并根据滤芯前后压差和压差开关反映的情况判断是否需要更换滤芯,并对滤芯内存在异物进行记录和分析,情况严重的应立即排查系统查找原因。
3)检查驱动箱密封检测腔是否有油液、油脂和水流出,并做好检查记录,如发现问题及时分析查找原因并采取有效的处理措施。
4)检查油脂泵密封情况及其压力参数,根据土仓压力变化及时调整油脂注入压力参数,发现密封磨损、压力异常时,及时检查更换密封、调整压力参数。
5)检查清理回油磁滤芯及拆检回油管路,分析机械杂质的成分、形状、大小来判断主轴承的磨损情况。
3.4 存放与修复阶段
3.4.1 刀盘驱动的存放
1)盾构进行存放时,需对主驱动进行专门的防护。主驱动应优先存放在室内。要做到防雨、防尘、防淹、防压、防盗等措施,内部必须灌满齿轮油,防止锈蚀。
2)拆机后单独存放的主驱动,应做好底部支护,并搭设临时防护棚。
3)拆机后单独存放的减速机等零部件,包裹装箱妥善保管。拆解后的主轴承、环件等应清洁后涂油包裹覆盖。
4)存放过程中需定期进行巡查,发现问题及时整改。
3.4.2 刀盘驱动系统检修
主驱动的检修分使用过程中和设备拆机退场后,主要包括主驱动密封、驱动箱、主轴承、减速机等。使用过程中根据状态监测分析和专项检查,确定故障位置后制定专项的检修方案实施。根据机况评估报告和设备使用履历,综合确定主驱动拆解检修方案。
3.4.3 刀盘驱动密封的检修
检查主驱动唇形密封和其他密封件磨损情况,测量唇型密封磨损值,检查密封自由状态下老化、变形情况,与新购置的密封进行对比。检查其它静密封的粘结、磨损及变形情况。为保证密封件的可靠性,静密封可以根据密封槽尺寸采购硫化好的密封圈,避免现场粘结造成密封失效。
3.4.4 主驱动密封跑道的检修
检查唇形密封跑道磨损情况,如已进行调整且再次磨损超限则需进行修复处理或更换。调整前,根据图纸进行相关的计算,确定调整尺寸;协调盾构机设计、生产单位专业人员共同讨论、制定调整方案,并在实施过程中进行精确测量复核调整尺寸。组装完成后,根据实际情况对主驱动密封系统进行保压测试,验证调整后的密封效果。洞内调节密封跑道需要严格控制螺栓规格,调整后对密封腔进行保压测试正常后方可恢复使用,避免因跑道调整造成背部密封圈失效。
3.4.5 油脂通道的检修
对各油脂通道通畅情况进行检查,如有堵塞或缺脂情况需对分配阀和管路进行检查。检查注脂通道、环件及密封腔体内存留油脂情况,记录密封腔体内油脂未完全充满的位置,拍照留存备查并分析原因,制定相关措施。
3.4.6 刀盘驱动密封性能的检验
主驱动组装完成后需对各密封腔和齿轮箱体进行保压测试,保压正常方可安装恢复。洞内密封异常时,需对密封腔和齿轮箱经保压测试以便排查问题所在,并在恢复掘进前再次进场保压测试以确保采取的措施的安全可靠性。
4 结语
工程实践中,13m 级以上超大直径盾构刀盘驱动密封系统的设计选型与应用技术及消耗控制多对比常规盾构经验值,工作原理虽相通,具体实则差距甚大,而差距大在哪里,又缺少密封理论研究和应用技术量化数据支撑,仅管中窥豹可见一斑,如刀盘转速、水土压力、倾覆力矩、加工装配精度和振动、材料疲劳强度和工作环境、迷宫密封机理、添加剂材料、摩擦等与密封寿命及消耗关系,涉及密封与润滑、振动学、摩擦学、材料科学、流体力学等多学科理论科学与应用技术。本文结合诸多超大直径盾构刀盘驱动密封失效案例,总结了驱动密封系统全寿命周期管理技术措施,为刀盘驱动密封系统理论研究、设计制造、应用与维护等方面积累了经验,供大家参考,希望能起到抛砖引玉的作用,促进刀盘驱动密封系统理论研究、设计制造及应用技术长远、深度发展,提升国家基建企业和制造业的竞争力和创新力。
猜你喜欢
食品工业(2023年12期)2023-12-12
机械工程师(2023年11期)2023-12-09
疯狂英语·新读写(2020年3期)2020-06-06
食品与机械(2018年11期)2019-01-03
中国粮油学报(2018年12期)2018-01-26
隧道建设(中英文)(2017年10期)2017-11-07
浙江大学学报(工学版)(2016年11期)2016-06-05
中国房地产业(2016年9期)2016-03-01
工程建设与设计(2016年4期)2016-02-27
中国质量与标准导报(2014年7期)2014-02-28
