CO 冷却对Ti(C,N)基金属陶瓷切削性能的影响研究
2024-02-03 08:52杨文燕
信息记录材料 2024年1期
杨文燕
(佳木斯大学材料科学与工程学院 黑龙江 佳木斯 154000)
0 引言
随着制造业的快速发展,金属陶瓷作为一种重要的工程材料,广泛应用于机械、电子、航空航天等领域,Ti(C,N)基金属陶瓷是一种具有优异性能的切削工具材料[1]。然而,其切削性能受到多种因素的影响,其中冷却条件是重要因素之一。 在金属切削加工过程中,切削、温度升高,加速刀具磨损,降低切削速度和生产效率[2]。 同时,切削热还会导致工件表面烧伤、热变形等缺陷,影响工件质量和精度[3]。 因此,如何有效地将切削热从切削区带走,降低切削温度,提高切削速度和生产效率,是金属切削加工中需要解决的重要问题。 CO 冷却是一种有效的冷却方法,在金属切削加工中得到了广泛应用[4]。 CO 冷却可以提高工件的表面质量,减少工件粗糙度,有利于后续加工和装配。 然而,关于该方面研究较少,对其作用机制和影响规律的认识还不够深入,为此提出本次课题研究,为优化金属陶瓷切削加工工艺、提高生产效率和降低生产成本提供理论依据和实践指导。
1 实验材料与方法
1.1 实验设备与材料
Ti(C,N)基金属陶瓷原材料的C/N 原子比例主要为2 ∶5、3 ∶7、5 ∶5 以及7 ∶9 四种,由于C/N 原子比例会影响Ti(C,N)材料的性能,从而影响到Ti(C,N)基金属陶瓷的性能,如果Ti(C,N)材料中碳的含量略高,则制备的Ti(C,N)基金属陶瓷的韧度会高一些,如果Ti(C,N)材料中氮的含量略高一些,则制备的Ti(C,N)基金属陶瓷硬度会高一些。 并且Ti(C,N)基金属陶瓷在高速切削过程中,需要承受高温、振动、高压以及高摩擦等因素影响,因此考虑到Ti(C,N)基金属陶瓷需要具有良好的化学稳定性以及较高的断裂韧度,从Ti(C,N)基金属陶瓷的综合性能出发,选择Ti(C,N)原子比为5 ∶5,实验中Ti(C,N)基体粉末购于上海IYFA 科技有限公司,Ti(C,N)基体粉末平均粒度为1.25 μm,纯度为99.99%[5]。 Ti(C,N)基体硬度为15.45 GPa,弹性模量为521 GPa,热膨胀系数为8.61 K,泊松比为0.28[6]。 Ti(C,N)基金属陶瓷原料粉末主要特性如表1 所示。
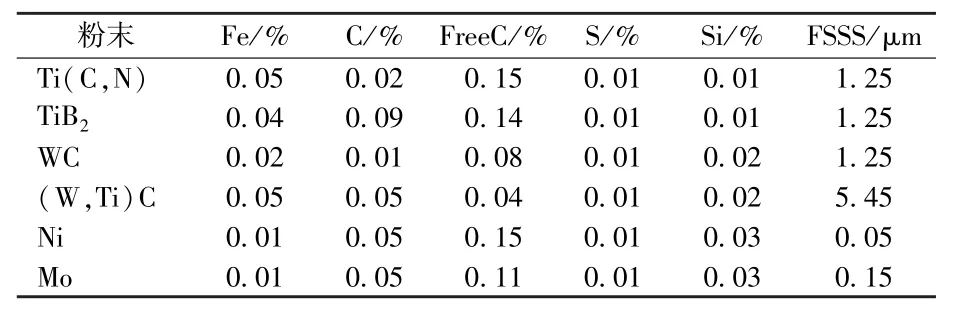
表1 原料粉末主要特性
如表1 所示,增强相TiB2采购自背景机械研究院,纯度为99.99%,粉末平均粒度为1.45 μm;WC 粉末采购自天津化学材料科技有限公司,纯度为99.99%,粉末平均粒度为1.25 μm;(W,Ti)C 粉末采购自南京水田材料科技有限公司,纯度为99.99%,粉末平均粒度为1.05 μm;金属相材料Ni 与Mo 分别采购自湖南金属材料有限公司和山东金属材料有限公司,微米Ni 和Mo 的纯度均为99.99%,平均速度分别为0.15 μm、0.22 μm。 实验设备采用IYFAUIFA 型号车床。 实验中材料与设备均可以正常使用。
1.2 实验方法
按照48%Ti(C,N)基体%、10%WC、10%增强相TiB2、20(W,Ti)C、6Ni、6%Mo 的比例制备Ti(C,N)基金属陶瓷材料,通过对不同原料粉体进行单独球磨,以防止粉体颗粒团聚、分布不均等问题,采用JAZ103 电子天平对粉体进行组分分配,并将粉体按一定比例放置于无水乙醇聚氨酯桶中,再添加碳化钨粉体,球与料的质量比例为8 ∶1,在球磨机上进行连续球磨48 h。 将复合粉末在100 ~110 ℃的真空干燥箱中进行干燥。 将该复合粉末经100 目筛网过滤后,加入石墨模进行烧结。 目前,Ti(C,N)金属陶瓷的烧结温度通常不高于1 300 ℃,其原因是高温下Ti(C,N)分解、晶粒异常长大,导致Ti(C,N)金属陶瓷机械性能下降。 然而,由于Ti(C,N)基金属陶瓷的自扩散系数比较低,烧结性差,需要在1 400 ℃以上进行烧结。 本文从Ti(C,N)与Ti(C,N)基金属陶瓷的烧结温度两个方面出发,选择1 350 ~1 455 ℃的烧结温度作为实验条件。 本项目拟利用真空热压烧结技术,利用真空环境下的负压作用,将残余气体从颗粒间隙中抽离出来,并通过加压烧结,快速实现Ti(C,N)基金属陶瓷材料的致密化。
在预压压力小于8 MPa 预压缩条件下,选择32 MPa烧结压力。 保温时间对烧结Ti(C,N)基金属陶瓷的性能有很大的影响,如果保温时间太短,烧结过程中会产生大量的孔隙,从而导致Ti(C,N)基金属陶瓷的致密性降低;而如果保温时间太长,则会导致材料的异常生长,从而导致材料内部缺陷的产生,因此将保温时间控制在30 min左右,烧结保温结束后停止加压,Ti(C,N)基金属陶瓷材料随炉冷却。
Ti(C,N)基金属陶瓷材料冷却过程中通入CO 气体[7]。 为了使实验数据具有一定的对比性,分别设计CO冷却气压为0、1.5、2.5、3.5、4.5 kPa 五种工况,其中0 kPa CO 气体为真空冷却,其余为CO 冷却。
利用以上五种工况下制备的Ti(C,N)基金属陶瓷材料加工成规格为12.45 mm×12.45 mm×2.45 mm 刀片,Ti(C,N)基金属陶瓷刀片的刀尖圆弧半径为1.15 mm,刀片配合使用12.45 mm×12.45 mm×3.45 mm 垫片,以此组成标准型号刀片[8]。 将制备的Ti(C,N)基金属陶瓷刀片在IYFAUIFA数控车床上进行车削试验,切削参数设置如表2 所示。

表2 Ti(C,N)基金属陶瓷切削参数
每种Ti(C,N)基金属陶瓷刀片车削60 min 后,采用IYFAHGAFJ 型号光学显微镜观察并测量Ti(C,N)基金属陶瓷刀面半切身位置的磨损量、粗糙度,并根据实验数据测算Ti(C,N)基金属陶瓷刀片的轴向应力,当Ti(C,N)基金属陶瓷刀具达到磨损标准为0.33 时停止切削。
2 实验结果讨论
2.1 CO 冷却对轴向应力的影响规律
根据Ti(C,N)基金属陶瓷切削数据统计不同CO 冷却气压下Ti(C,N)基金属陶瓷轴向应力如图1 所示。
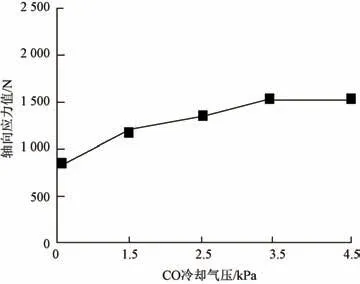
图1 CO 冷却对轴向应力的影响
如图1 所示,在CO 冷却通入气压0~4.5 kPa 区间内,随着CO 气压的增加,Ti(C,N)基金属陶瓷轴向应力逐渐增大,CO 气压为0 时,Ti(C,N)基金属陶瓷轴向应力最小,说明相比于真空冷却,CO 冷却Ti(C,N)基金属陶瓷轴向应力更强,切削性能越好。 在气压3.5 kPa~4.55 kPa 区间,切削轴向应力上升不明显,说明CO 冷却气压在3.5 kPa 左右时切削轴向应力最高,Ti(C,N)基金属陶瓷切削性能最好。
2.2 CO 冷却对表面粗糙度的影响规律
根据Ti(C,N)基金属陶瓷切削数据统计不同CO 冷却气压下Ti(C,N)基金属陶瓷表面粗糙度如图2 所示。

图2 CO 冷却对表面粗糙度的影响
从图2 可以看出,CO 冷却气压为0 时,即真空冷却情况下Ti(C,N)基金属陶瓷刀具的表面粗糙度最大,随着CO 冷却气压的增加,Ti(C,N)基金属陶瓷刀具的表面粗糙度开始逐渐降低,当CO 冷却气压在2.5 kPa 时,Ti(C,N)基金属陶瓷刀具表面粗糙度达到最低,在CO 冷却气压在2.5 kPa~3.5 kPa 区间,刀具表面粗糙度缓慢上升。 刀具表面粗糙度越低,则说明刀具表面质量越好,金属陶瓷切削性能越好。
2.3 CO 冷却对磨损量的影响规律
统计Ti(C,N)基金属陶瓷刀具切削试验中刀具磨损量如表3 所示。

表3 CO 冷却对磨损量的影响
从表3 中数据可以看出,在Ti(C,N)基金属陶瓷切削测试中,CO 冷却气压为0 时,即真空冷却情况下Ti(C,N)基金属陶瓷刀具后刀面磨损量最大,随着CO 冷却气压的增加,Ti(C,N)基金属陶瓷刀具后刀面磨损量开始逐渐降低,当CO 冷却气压在2.5 kPa~3.5 kPa 时,Ti(C,N)基金属陶瓷刀具后刀面磨损量达到最低,在0.5 ~0.6 mm 区间,均为金属陶瓷刀具后刀面正常磨损。 在CO 冷却气压超过3.5 kPa 时,刀具后刀面磨损量缓慢上升。 刀具后刀面的磨损量越大,则表示刀具的使用寿命越短,刀具的切削性能越差。 刀具的磨损量直接关系到Ti(C,N)基金属陶瓷刀具的使用寿命,磨损量越大,说明Ti(C,N)基金属陶瓷刀具的使用寿命越短,刀具的切削性能也就越差,CO冷却对刀具的切削性能的影响间接影响到了刀具的使用寿命,因此通过以上分析CO 冷却对提高陶瓷刀具使用寿命和切削性能具有重要影响。
3 实验结论
通过以上实验结果可以得出:CO 冷却对Ti(C,N)基金属陶瓷的切削性能具有重要影响,CO 冷却与真空冷却相比,Ti(C,N)基金属陶瓷轴向应力更强、表面粗糙度更小,刀具后刀面的磨损量更小,Ti(C,N)基金属陶瓷的切削性能更强。 并且随着CO 冷却气压的增加,Ti(C,N)基金属陶瓷切削性能逐渐增强,当CO 冷却气压在2.5 kPa~3.5 kPa 区间时,Ti(C,N)基金属陶瓷的轴向应力最强、表面粗糙度最小,刀具后刀面的磨损量最小,金属陶瓷的切削性能最佳。 因此,在实际Ti(C,N)基金属陶瓷CO 冷却过程中将CO 气压控制在2.5 kPa ~3.5 kPa,以此保证Ti(C,N)基金属陶瓷具有良好的切削性能。
4 结语
综上所述,随着科技的不断进步,金属陶瓷作为一种重要的工程材料,广泛应用于机械、电子、航空航天等领域。 Ti(C,N)基金属陶瓷作为一种具有优异性能的切削工具材料,因其具有高硬度、高耐磨性、高耐腐蚀性等优点,受到了广泛关注。 然而,其切削性能受到多种因素的影响,其中冷却条件是重要因素之一。 因此,本文通过实验,发现CO 冷却可以显著提高Ti(C,N)基金属陶瓷的切削性能。 在切削过程中,CO 冷却可以有效地将切削热从切削区带走,提高切削轴向应力,降低金属陶瓷表面粗糙度,提升刀具表面光滑度,以及降低金属陶瓷磨损量,提高刀具寿命,有利于后续加工和装配。 此外,还发现CO 冷却对Ti(C,N)基金属陶瓷的硬度、韧性等力学性能也有一定影响。在相同的热处理条件下,采用CO 冷却的Ti(C,N)基金属陶瓷的硬度略有提高,韧性有所降低。 这表明CO 冷却对Ti(C,N)基金属陶瓷的力学性能也有一定影响,但相对于切削性能的影响较小。
猜你喜欢
工具技术(2023年9期)2023-10-24
中国机械工程(2022年16期)2022-09-03
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
中外文摘(2019年19期)2019-11-12
伴侣(2017年6期)2017-06-07
工业设计(2016年5期)2016-05-04
西部广播电视(2015年7期)2016-01-16
西部广播电视(2015年6期)2016-01-16
中国石油大学学报(自然科学版)(2015年2期)2015-11-10