高速钢桶焊缝机电机座支撑脚复合模设计
2024-01-30 08:27王东钢肖国华左桂兰刘红燕贺玉强杨少增
模具工业 2024年1期
王东钢, 肖国华, 左桂兰, 刘红燕, 贺玉强, 杨少增
(1.浙江工商职业技术学院, 浙江 宁波 315000;2.湖南财经工业职业技术学院 机电工程系, 湖南 衡阳 421002;3.衡阳华菱连轧管有限公司, 湖南 衡阳 421001)
0 引 言
在冲模设计中需结合设计人员所在企业的实际加工制造能力、冲压设备的压力以及机台能力进行模具结构设计。从制造成本角度考虑,有时选用能连续生产的级进模结构比单工序模成本更高,有时复合模比级进模更为实用[1-5],特别是对于一些板材较厚的制件,级进模难以成形[6-10]。
回弹变形是翻边类制件成形中的技术难题,也是工艺中难以克服的成形缺陷,回弹量影响成形制件的几何精度,要克服回弹变形需采取多种综合措施。在模具设计中,解决冲压回弹的措施一般有以下方式[11-18]:①选用屈服强度小的材料成形制件;②工艺中设置预变形成形,将最终的变形总量控制分散到多个工步;③增加制件成形时的压边力;④设置拉深筋。具体的工艺包括校正弯曲、弯曲后热处理、过度弯曲、热弯、拉弯、局部压缩、内侧圆角钝化、变整体拉深为部分弯曲成形、控制残余应力、负回弹电磁法等。现结合某高速钢桶焊缝机电机座支撑脚的冲压成形要求,依据企业现有设备,设计了3副模具,其中针对制件成形的毛刺、回弹变形等问题,采用合理的解决措施,保证制件的成形质量。
1 电机座支撑脚分析
1.1 制件结构
高速钢桶焊缝机电机座支撑脚为成对组件,分为左、右支撑脚,如图1所示,2个制件结构呈几何镜像对称关系。以左支撑脚为例,其主体为2 个相互垂直的直壁构成,直壁夹角为90°,拐角内壁设置了2 处凸型加强筋,以增强两者间的结构强度,同时也有利于成形过程中减小直壁弯曲成形时的回弹变形量。制件的一直壁上设置了3 个圆形通孔,直径为φ4.3 mm,另一直壁上设置了1 个4 mm×2 mm 的矩形通孔和1 个6.1 mm×4.2 mm 的腰型通孔。制件壁厚为2 mm,总产量15 万件,成形精度为IT10~IT11级,材料选用2 mm厚的SECC板料。

图1 支撑脚制件
1.2 制件展开
制件采用冲压成形方式进行生产,其展开坯料如图2 所示。以左支撑脚的展开件为例,其所需坯料尺寸为24.3 mm×58.8 mm。

图2 制件展开坯料
2 成形工艺方案
依据企业条件限制和制件的生产数量要求,支撑脚制件采用常用的冲裁模成形,需要设计多副复合成形模。
2.1 工艺难点
制件采用复合成形模进行冲裁的工艺难点如下:①制件壁厚较厚,容易产生毛刺;②制件中间部位的2个加强筋需要合理安排工序,否则难以成形;③制件如果采用弯曲成形,直壁成形后容易产生回弹,制件尺寸难以达到要求[10-12]。
2.2 成形工艺设计
基于上述成形难点分析及制件的量产要求,使用3 副复合模分4 道工序完成制件的成形。4 道工序为:①坯料冲孔落料;②中间精冲孔、加强筋压印、文字打码;③弯曲;④左、右两件分切,如图3所示。
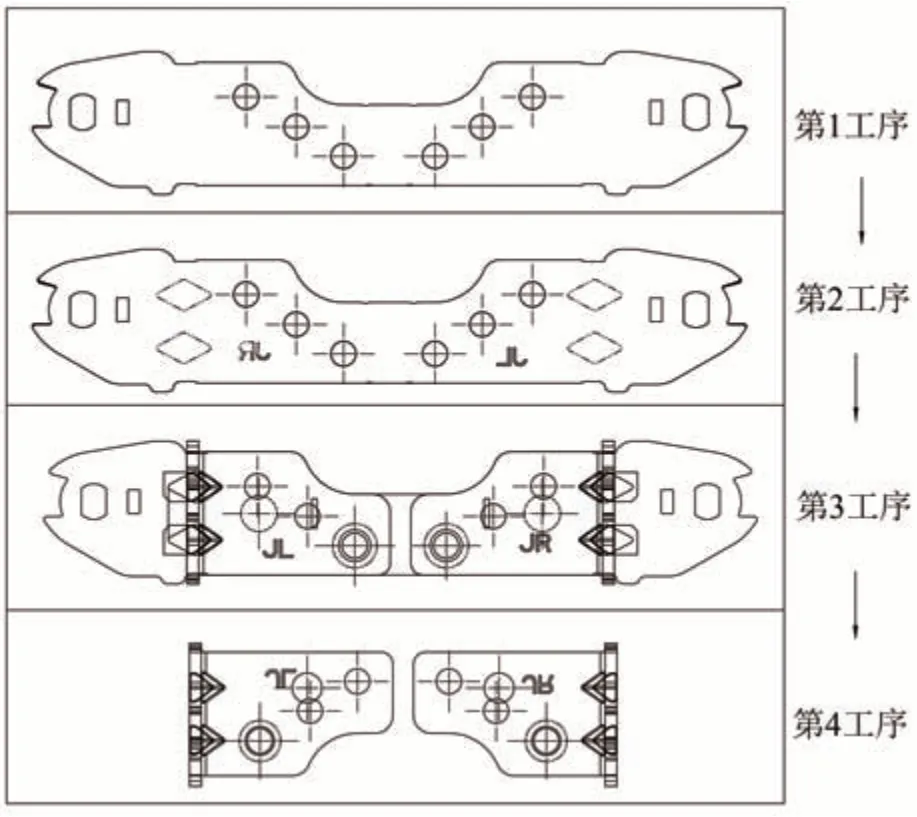
图3 工序设计
3 模具结构设计
3.1 冲孔落料模结构
第1 工序的冲孔落料模结构如图4 所示,属于倒装式复合模。冲压成形时上模下行,推件块5 压住料带,随着落料凹模7的下行,其压住料带和卸料板11,弹簧10 被压缩,落料凸模8 将坯料从料带上冲出,并留于落料凹模7内,冲裁结束。模具打开时上模上行,打杆1和弹簧3推动连接推杆4将推件块5 向下推出,工序件从落料凹模7 内脱出,实现工序件的脱模。工序件上的6×φ4.3 mm 圆形通孔、2 个矩形孔及2 个腰型孔使用冲孔凸模12 将各孔同步冲出,其中,6×φ4.3 mm 圆形通孔可以作为第2 工序的定位孔。

图4 落料模结构
3.2 修边压印模结构
第2 工序的修边压印模结构如图5 所示,属于倒装式复合模。模具打开时,弹簧16 通过推杆15将托料块14 顶起,冲压成形时上模下行,上凹模13压住工序件,使工序件在精冲凸模18的导向下压住托料块14 下行,下行过程中编码凸模19 完成压印成形,修边凹模17完成工序件边缘毛刺的修剪。
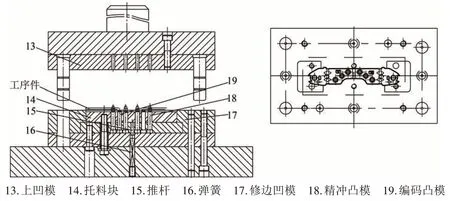
图5 修边压印模结构
3.3 弯曲与切分模结构
将第3 工序的左、右支撑脚的弯曲成形与第4工序的切分分离合并在1副模具内,构成弯曲+切分双工序模,如图6 所示。第3 工序弯曲原理:模具打开时,橡胶26 推动推杆25 向上运动,使承件活动块24 向上浮出一定高度,待模具上模下行冲压时,楔紧块20 带动内收滑块21 下压工序件,同时楔紧块22 驱动滑块23 做内收移动,工序件的弯曲边在2 个内收滑块21 和滑块23 的共同作用下,将进行小于90°的弯曲成形,待模具打开后,弯曲边将产生一定的回弹变形而达到最终制件所需的尺寸。

图6 弯曲切分双工序模结构
第4 工序切分原理:模具上模下行时,弹簧30推动压料板28 压住工序件,直到切分凸模27 将工序件一分为二,限位拉杆29 用于防止压料板28 脱离模具上模。
3.4 毛刺修边工装结构
为去除成形制件的毛刺,设计图7 所示的去毛刺冲压工装。该工装使用小型气动冲床驱动,制件通过定位销定位在下模板上后,随着上压料块下行将制件压紧,在下模板上进行去毛刺工序。

图7 去毛刺工装设计
4 结束语
针对高速钢桶焊缝机电机座支撑脚的冲压成形,采用冲孔落料、修边压印、弯曲和切分4道工序,相应的模具分别为冲孔落料模、修边压印模、弯曲与切分模,最后还设置了去毛刺工装。为防止制件弯曲回弹,模具设计了一种凸模驱动的双滑块内收弯曲成形机构,该机构在制件弯曲壁的两侧都使用滑块夹紧驱动弯曲,保证了制件的成形尺寸。模具整体工艺路径设计合理,结构中机构的设计简单实用,动作可靠,对类似制件的冲模结构设计有较好的参考意义。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2021年8期)2021-10-20
锻压装备与制造技术(2021年2期)2021-07-19
装备制造技术(2019年12期)2019-12-25
模具制造(2019年7期)2019-09-25
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2016年15期)2016-12-01
工业设计(2016年12期)2016-04-16