连铸三大件热处理的节能环保窑炉研究
2024-01-24 09:18周文春鲍颢文
江苏陶瓷 2023年6期
鲍 志 周文春 鲍颢文
(1 江苏奥能耐火材料有限公司,宜兴 214225;2 无锡市高得上新材料有限公司,宜兴 214221)
0 前 言
连续铸钢简称连铸,是现代钢铁企业中的重要生产工序。连铸三大件(长水口、浸入式水口和整体塞棒)与高温钢水直接接触,需要具有良好的抗热震性及渣线部位的抗侵蚀性能。其本体部位采用高石墨含量的铝碳材料,渣线部位采用锆碳材料,加强抗保护渣的侵蚀能力。连铸三大件本质上是铝锆碳复合材料制品,属于一种新型高温陶瓷材料。
在连续铸钢的过程中,分别使用长水口和浸入式水口作为保护套管,分隔了高温钢水和空气,使高温钢水不接触空气被氧化。在中间包中,通过整体塞棒控制钢水流向浸入式水口的流速,浸入式水口可以控制钢水的流动速度,同时稳定结晶器中的钢水液面,保证钢水在结晶器中有合理的流动场和温度场。
连铸三大件生产中采用了少量金属原料,如金属硅微粉、金属铝粉等,但是按照传统习惯,生产连铸三大件所使用的热处理炉归属于无机非金属材料窑炉中的耐火材料窑炉。
连铸三大件主要采用树脂作为成形的结合剂,成型后低温烘烤(200 ~300 ℃),初步固化制品和排出水分,然后进行800 ~1 100 ℃高温热处理,促进制品中的结合剂碳化后形成网络状的残碳,进一步加强了制品的强度。
1 连铸三大件的传统热处理炉的现状与问题
1.1 连铸三大件的传统热处理炉的分类及发展史(见图1)

图1 连铸三大件热处理炉的发展历程
按作业方式的连续性,热处理炉可分为连续式窑炉(隧道窑、推板窑等)和间歇式窑炉(梭式窑、倒焰窑、罩式炉等)。连续式窑炉适应大批量产品的连续生产,但生产周期控制不够灵活。间歇式工作的窑炉主要以台车窑为代表,污染严重、劳动强度大,工作环境较差的倒焰窑已经基本淘汰,间歇式工作的台车窑适合多品种的小批量产品的及时生产,但是能耗较高、污染大。
20 世纪70年代初,日本最早研究连铸工序采用铝碳质浸入式水口,热处理炉使用预埋碳烧成到现在的扣不锈钢罩烧成,同时根据需要向窑炉内充入大量保护性气体,以避免产品被氧化。国内从20 世纪80代初开始从日本引进技术,所使用的热处理炉最初也是采用预埋碳烧成的窑炉,后来陆续改进使用扣不锈钢内胆烧成的窑炉。
1.2 传统连铸三大件热处理炉的主要问题
(1)烧成周期过长
传统热处理炉使用不锈钢内胆,升温过程需要先加热内胆,再由内胆对制品辐射加热,降温时由于多了一层内胆,降温速度也受到影响。因为制品热处理温度较高,升温需要时间,降温过程中又要避免氧化,只能在炉膛中慢慢冷却,整个烧成周期少则一周,多则十几天。
(2)安全问题
如果使用燃气或燃油作为热量来源,燃烧的火焰会带来一定的安全隐患,燃料储运及输送都需要操作安全。电炉在热处理时无明火,不需要可燃原料,杜绝了很多安全隐患,不排放因燃烧而产生的废气和灰尘,节省空间和成本,不需要锅炉燃料箱等附属装置。但是电炉容易发生由于电阻丝表面积碳,从而在使用中引起拉弧引发炉体漏电、电阻丝断裂等故障,造成炉壳带电,形成新的安全隐患。
(3)使用成本高
一套不锈钢内胆的价格几乎是单台设备的一半左右,客户更换一套内胆成本较高,如果采用焊接解决变形开裂的问题,又可能导致内胆反复开裂。使用窑车等窑具,每次进出窑也需要先升温再冷却,也浪费了部分能源,使用燃料或燃气产生的大量烟气会带走很多热量。使用不锈钢内胆时,还需充入保护性气体(比如氮气),额外增加了生产成本。
(4)质量问题
不锈钢内胆受高温和腐蚀性气体影响,在反复使用过程中容易变形、开裂损坏,造成内胆与外部空间连通,制品被氧化报废。采用火焰燃烧还可能造成窑内各处温度不均匀,靠近火焰的地方温度偏高。
(5)废烟气处理效果差、费用高
连铸三大件的热处理过程中,结合剂产生的有机挥发物主要有烷类、烃类、醇类、甲醛和苯酚等,有强烈的腐蚀性和浓重的臭味,在冷却时成为黏性油状物,比较难以进行环保处理。采用外部燃料燃烧产生热量,燃烧产生的废烟气以及充入的保护性气体与自身挥发物混合到一起,一方面带走更多热量,另一方面也是增加了待处理的废烟气量。
2 新型连铸三大件热处理炉的创新开发
2.1 用户真实需求信息的收集归纳
(1)围绕质量要素的热处理炉的原始信息收集(见表1)
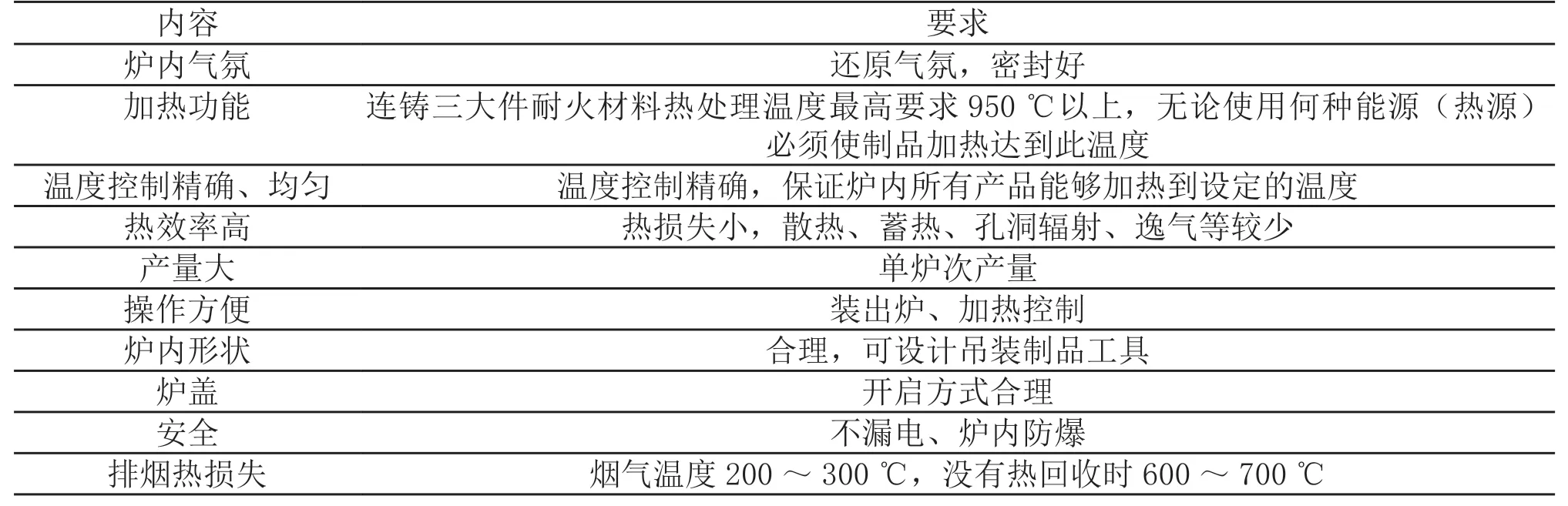
表1 热处理炉部分质量要素信息
围绕炉内气氛合适的需求是最主要的用户需求,制品中的石墨不能被氧化,否则会影响产品的抗热震性能,降低产品的使用寿命。
(2)围绕时间要素的热处理炉原始信息收集(见表2)

表2 热处理炉部分时间要素信息
钢厂多采用现代化管理,控制库存,一条连铸生产线同时使用长水口、塞棒及浸入式水口,三大件制造商需要小批量、多品种及时供货。
(3)围绕成本要素的热处理炉的原始信息收集(见表3)

表3 热处理炉部分成本要素信息
降低成本是每个热处理炉的客户重要考虑的方面,尤其在购置和使用中直接产生的成本,制品烧成费用也是大多数用户控制成本的指标值。
(4)围绕环保特性的热处理炉需求调查(见表4)
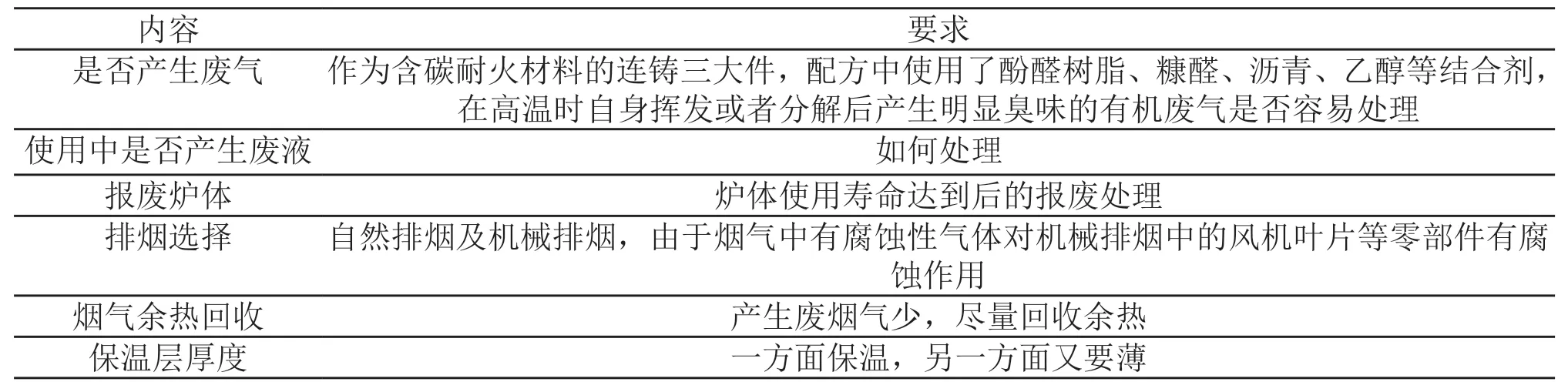
表4 热处理炉部分环保要素信息
2.2 用户需求信息的分析与转换
(1)用户需求信息的鱼骨图分析(见图2)

图2 鱼骨图分析热处理炉的客户需求
大多数客户提出使用设备省钱的需求,可以应用鱼骨图法分析出具体的客户需求。
(2)用户的需求描述需要转换为窑炉开发的专业描绘(见表5)

表5 部分客户需求的转换
(3)客户需求信息的分类整理(见表6)

表6 热处理炉的部分客户真实需求
2.3 节能环保热处理炉结构的选取方案
经过对用户真实需求的分析,选取关键要素作为设计改进方向,发明创造出新型无内胆防氧化快速烧成炉和配套的烟气专用焚烧炉,作为连铸三大件热处理环保节能设备。
(1)取消不锈钢内胆,使用单向阀原理的炉体结构
取消不锈钢内胆后,在炉口设置类似单发阀的可活动内盖,内盖四周使用砂封封闭在炉口法兰处,使得炉内形成一个密封空间。在热处理过程中,排放的挥发性气体越来越多,炉内达到一定压力时产生向上的压力克服了内盖的自重,将内盖稍稍顶起,气体迅速外排,这时导致炉内气压下降,内盖在自重影响下落到砂封槽又形成密封。如此反复,炉内气体只能外排,始终保持了炉内的还原气氛。这种结构无需不锈钢内胆,也不需要充入保护性气体,使用维护成本低。制品只需装入简单的吊筐,无需配置窑车等窑具,加热元件直接辐射加热制品,传热效率高。
(2)成组布置表面绝缘的加热元件
传统热处理炉的加热元件通常采用了3 组发热元件,每组是一根发热元件,考虑每组分别采用多根串联或并联的发热元件,工作中单根发热元件损坏后还可以继续工作,只是影响了热处理时间,避免了热处理过程中原有单根发热元件损坏就不能继续工作的问题。同时发热管采用表面绝缘的耐高温、耐腐蚀材料,避免原有发热元件(电阻丝)拉弧等导致的漏电安全隐患。
(3)废烟气焚烧室
使用电加热方式确保只需处理自身分解挥发的有害气体,由于烟气浓度较大,把烟气引到炉体底部的烟气高温焚烧室焚烧处理后排放,同时还可以利用废烟气燃烧的热量加热制品,也可以把烟气引到外部的专用烟气焚烧炉焚烧,同时进行焚烧余热的回收利用。
(4)缩短升温时间,分区精确控温
加大热处理炉总功率,分区域精确控温,缩短需要的实际升温时间,同时采取每吨制品需要的热量基本不变,由于时间缩短,可以充分利用电价低谷时间,降低热处理的总电费,减少了制品的烧成费用,另一方面提高了设备有效运转的效率。
(5)加快冷却
在炉内侧布置多组耐高温、耐腐蚀不锈钢管,在冷却阶段连续向管内注入冷却水,冷却水出来后变为热水,可充分回收利用,同时在保证炉内密封的情况下降低了炉内温度,缩短了冷却时间。由于采用内外双层盖结构,在相对较高的温度下,可先打开大盖进行直接冷却,由于炉内还有小盖,可以避免高温制品与空气接触,导致制品氧化的缺陷。
2.4 概念设计方案的生成
最终设计的新型热处理炉(无内胆防氧化快速烧成炉)概念设计方案如图3 所示。
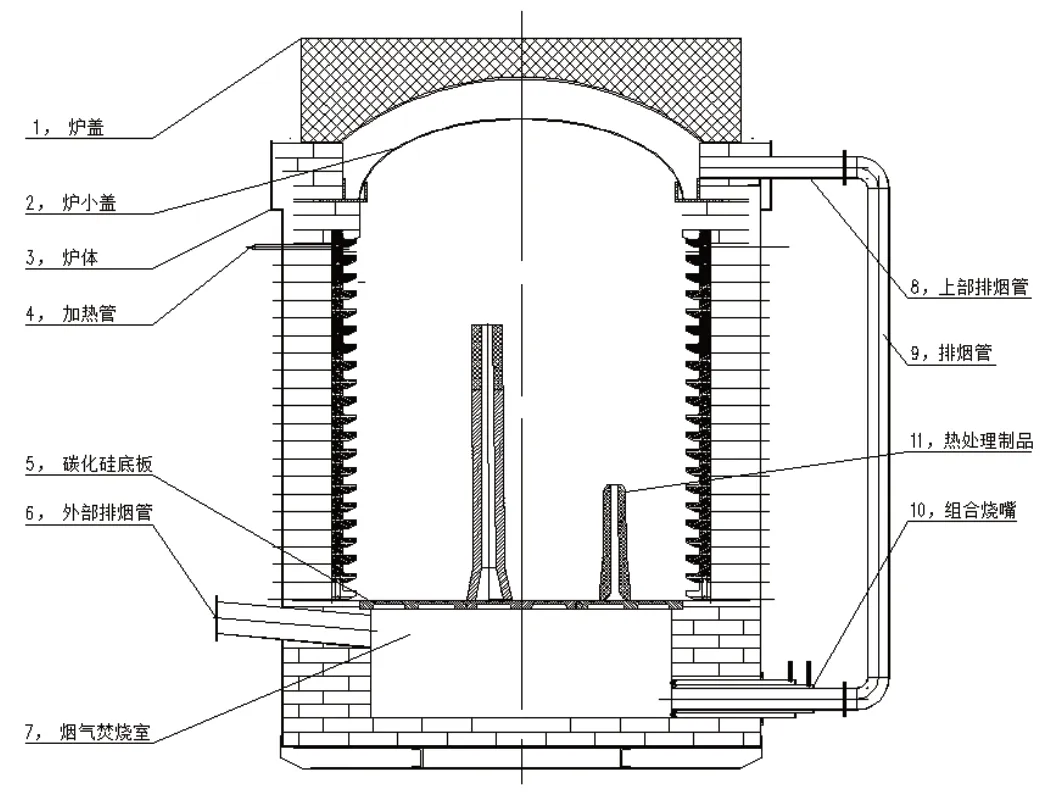
图3 无内胆防氧化快速烧成炉
(1)无内胆防氧化快速烧成炉在连铸三大件热处理生产中的应用效果
无内胆防氧化快速烧成炉及烟气专用焚烧炉均获得国家发明专利,并应用在多家连铸三大件、镁碳砖、滑板等含碳制品厂家,以实际应用到浸入式水口的热处理为例,应用效果较好。
(2)实际生产周期缩短
炉底部加热,烧成时间从30 小时缩短一半左右,整个烧成周期可缩短到3 天左右。
(3)废烟气处理成本低,环保效果好
废烟气中没有燃烧烟气及充入的保护性气体,烟气中有机挥发物浓度到一定值后可自行焚烧,无需更多的辅助燃料,降低成本,制品烧成费用低。实际生产中,吨制品热处理的废烟气焚烧消耗液化气3.5 kg左右。处理前废烟气中非甲烷总烃89.8 mg/M3,臭味54 000(无量纲),处理后非甲烷总烃0.64 mg/M³,臭味2 100(无量纲),处理效果分别达到99.28%及96.11%。烟气处理后达标排放,现场无明显异味,工人生产环境大为改善。
(4)购置及使用维护成本低
虽然在加热管及内外盖设置上增加费用,但由于取消不锈钢内胆,大大降低了用户的购置和使用成本,同时还增加了炉内有效容积,处理过程中实际使用记录表明了制品烧成费用明显下降,原来吨处理电量降低到300 ~400 度电。考虑到实际升温时间缩短,可设置在谷电电价较低时升温,实际吨处理成本大约100 ~200 元。
(5)余热可充分回收
烟气高温焚烧后产生了大量热量,可以通过炉底的碳化硅板传给炉内需要加热的制品,如果设置在外部的专用烟气焚烧炉同样可以通过水管回收热量。制品冷却阶段,通过炉体的冷却水管的流动,水同样可以回收部分热量。
(6)操作简单,安全可靠
电炉不需要使用可燃性气体,炉内不会出现异常燃烧,炉内没有CO,热处理比较安全,另外使用表面绝缘的耐腐蚀发热元件,避免发生电阻丝拉弧断裂导致炉壳带电。电加热控制可以高精度温度管理,还可以节省操作人员,维修也比较方便,可配备先进的远程监控系统,实现无人值守,节约人工成本。
(7)无需使用吸热的保护性气体
一方面节省了气体发生装置的基建费用,另一方面不产生与保护性气体相关的运行成本,比如风机等,同时还减少需要处理的废烟气量,降低废烟气带走的热量。
3 总 结
无内胆防氧化快速烧成炉在取消不锈钢内胆的情况下,对连铸三大件的热处理高效节能环保,使用成本低、安全性能提高,这种热处理炉排出的废烟气量低,可在达到自燃条件下进行废烟气自己焚烧,处理高效、费用低。对于其他含碳类耐材制品的热处理,比如镁碳砖的中温烘焙,以及沥青油浸滑板的再焙烧,热处理过程中也不能被氧化,同时还有大量有机挥发物烟气排出,因此应用无内胆防氧化烧成炉作为热处理设备也同样取得不错的效果。
猜你喜欢
机械研究与应用(2022年6期)2023-01-30
华人时刊(2021年15期)2021-11-27
中国特种设备安全(2021年4期)2021-10-13
粉末冶金技术(2021年3期)2021-07-28
紫禁城(2020年9期)2020-10-27
测控技术(2018年2期)2018-12-09
金桥(2018年7期)2018-09-25
工业炉(2016年1期)2016-02-27
专用汽车(2015年7期)2015-07-08
中国交通信息化(2015年9期)2015-06-06