超声椭圆振动切削难加工材料的研究进展*
2024-01-16 14:08孙玉涵张艺嘉杨延朝蒋振峰付秀丽
制造技术与机床 2024年1期
孙玉涵 张艺嘉 杨延朝 蒋振峰 付秀丽
(①济南大学机械工程学院,山东 济南 250022;②淄博大亚金属科技股份有限公司,山东 淄博 255318)
难加工材料(如陶瓷、钨合金、钛合金及复合材料等)加工领域[1-2],由于高温、化学催化等原因,采用传统切削 (conventional cutting,CC)会影响加工表面质量,产生表面缺陷。这一问题导致难加工材料的高精度加工难以达到理想效果,制约了难加工材料的发展。经研究表明,采用超声椭圆振动切削 (ultrasonic elliptical vibration cutting ,UEVC) 可一定程度上优化加工效果,避免加工表面产生缺陷,可广泛应用于高精度尖端科技领域。
大连理工团队[3]采用超声椭圆振动切削钨合金材料实现镜面切割实验,研究了加工参数、冷却条件等对表面质量的影响规律,以实现钨合金表面的镜面切割,如图1 所示。张建国等[4]采用超声椭圆振动切削方式对碳化钨材料进行实验,发现超声椭圆振动切削不仅能够实现该材料的塑性加工,还能够有效改善加工表面质量并延长刀具寿命。Lotfi M 等[5]采用超声椭圆振动切削加工钛合金表面,发现表面形成了微织构,对其进行摩擦磨损实验发现该织构能够有效改善其摩擦磨损性能。
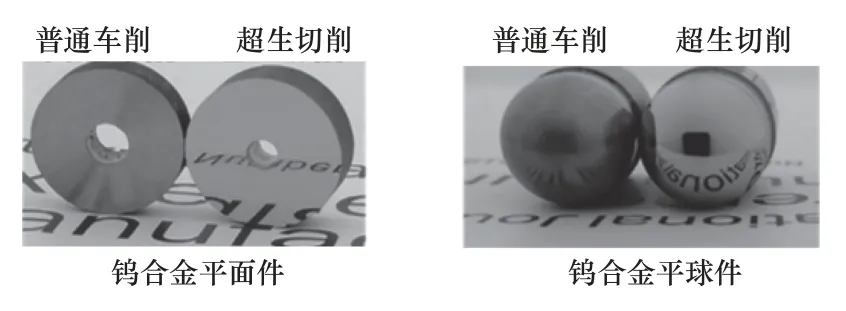
图1 超声椭圆振动切削下钨合金加工中的应用
目前,利用超声椭圆振动切削的方式进行材料的加工已成为研究热点。国内外学者在超声椭圆振动切削去除机理及特性等方面研究表明,该切削方式在优化表面形貌、降低残余应力方面有着显著优势,尤其适用于难加工材料领域。
1 超声椭圆振动切削动力学分析
1.1 超声振动切削动力学模型发展
沿切削方向一维振动切削方式最早由日本学者隈部淳一郎提出[6],如图2a 所示,在降低切削力和切削温度、提高表面完整性方面得到验证。而后日本学者社本英二首先提出超声椭圆振动切削,在一维振动切削的基础上引入垂直切削方向的振动,两个方向的振动轨迹合成得到椭圆轨迹,如图2b 所示,假设切速方向为X方向,切深方向为Y方向。则刀具振动轨迹如下:
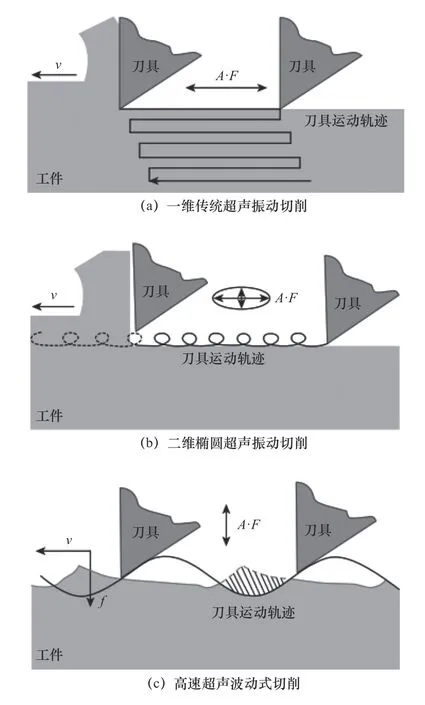
图2 三种振动切削模式对比图
式中:A和B分别为X和Y方向的振幅;f为椭圆轨迹振动的频率;θ为两个方向的相位差。综上所述,将该方程组组合成单一方程式:
类似地,推导出刀具与工件的相对运动方程为
对以上方程求导,得出刀具的运动速度公式:
以上两种超声振动方法均在低速精密切削中获得,仅适用于低速切削的情况。北京航空航天大学张德远团队[7]探索了新的超声形式,通过对椭圆切削轨迹参数进行调配,得到了高速波动式切削轨迹,如图2c 所示,即将原有的相位差表示为
高速波动切削的断续切削是刀具轨迹相交实现,为该过程提出了分离条件:
高速波动式切削的出现解决了低速条件的制约,使得切削效率大大提高。
1.2 超声椭圆振动切削的切削特性
超声椭圆振动切削材料的去除过程为“压-剪-拉”复合切削过程,刀具对工件进行挤压,使得切屑成型,并在高温下进行绝热剪切对材料进行去除[5]。该切削方式具有刀具-工件分离、变角度切削、摩擦力周期性反转特性。
1.2.1 刀具-工件分离特性
通过上述对超声椭圆振动切削机理的描述,王立江等[8]对一维超声振动切削、超声椭圆振动切削的切削状态进行对比发现,超声椭圆振动切削就是在一维振动基础上增加了垂直方向的振动,实现了两个方向的变速切削,刀具轨迹呈椭圆形,达到断续切削的切削状态。
一维超声振动中,刀具与工件并未实现完全分离,且刀具后刀面与已加工表面反复摩擦产生的交变载荷,极易产生刀具崩刃[9]。而超声椭圆振动切削这种高频、间歇的切削,通过对切削参数调配,椭圆轨迹后退过程实现了工件与刀具的彻底分离,如图3 所示。不仅可以延长刀具的寿命,抑制工件与刀具之间的化学反应,而且振动和切削条件的确定使刀具的前刀面在每个振动周期中与切屑分离,能够改善刀具磨损情况有效降低切削热[3]。Zhang X Q 等[10]在研究超声椭圆振动机理的中发现,工件将随刀具的后退逐渐回弹,直至能量完全释放,并真正与刀具前刀面脱离,从而降低切削温度。
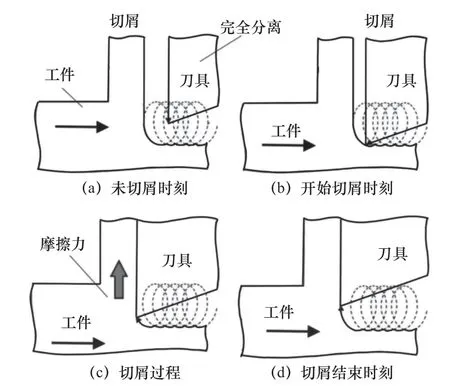
图3 超声椭圆振动切削瞬时切削过程示意图
这种切削方式的刀具-工件分离切削特性降低了单位时间的切削力和切削温度,从而得到更好的表面质量[11]。
1.2.2 变角度切削特性
刀具-工件分离特性阐明了刀具在两个方向上进行变速运动的运动形式,而切削速度以及切削轨迹的变化也影响着刀具切削角度的改变。Shamoto E 等[12]首先对切削角度进行定义,并给出计算公式,见式(7)和式(8),根据公式得到图4 所示角度图像,可以发现切削过程中切削角度随切削速度的变化呈规律性变化。随后Lee E H[13]推导出在切削过程中,剪切发生在最大剪应力方向即剪切速度和合力方向瞬态角之间的角度为45°时。在研究切削角度变化时发现,由于开始切削时刻与切削过程中切削速度方向反转,因此产生不同的剪切平面角[10]。变角度切削特性有利于该切削方式,适用于多种材料的切削,适用性更强,应用范围更广。
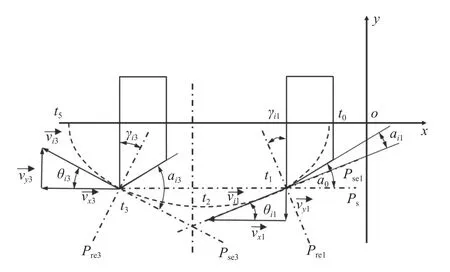
图4 切削刀具工作角度示意图[14]
该特性能够改善刀具散热差、摩擦严重、寿命低等问题,且可得到较高的表面质量。
1.2.3 摩擦力周期性反转特性
在切削过程中,刀具与切屑接触使得切屑受摩擦力方向改变为利于排出的方向的特性称为摩擦力反转特性。Zhang X Q 等[10]在研究摩擦力反转中定义了反向动摩擦区,发现随着摩擦力方向的变化,切屑的方向也随之变化为利于切屑排出方向。在研究超声椭圆振动切削碳化硅复合材料中发现,周期性的摩擦力反转使得切屑和被破坏的颗粒更好地从切屑形成的区域排出,椭圆振动对切屑的动态冲击使得剪切区的铝基板由弹塑性变形转变为粘弹性变形,增强了切屑的抗断裂能力,有利于切屑的连续性[11]。在超声椭圆振动摩擦机理的研究中发现,摩擦力反转不仅有利于断屑,在切屑排出时还能带走热量,降低切削热[14]。
该特性逆转的摩擦力不仅有利于得到高质量的切屑、断屑,还能显著减小切削力和减少切削热的产生。
2 表面形貌与残余应力研究
表面形貌、残余应力等通常被认为是评估各种制造工艺能力的重要因素[15-16],因此它们最常用于超声椭圆振动切削后的表面质量的表征。
2.1 表面形貌
超声椭圆振动切削基于其切削力低、切削精度高和毛刺形成减少的优点,被用于制造小型化、精密化形貌表面[17]。
Kim G D 等[18]采用超声椭圆振动切削在黄铜C2801 上切割产生微槽阵列与传统切削进行对比,发现传统切削加工后工件表面会有很多凹坑和毛刺,而超声椭圆振动切削因其降低了切削力,从而抑制了毛刺的形成,提高了表面质量。为了研究了不同切深下椭圆振动对表面形貌的影响,采用单因素试验在钨合金材料上进行了椭圆振动切削,并与传统切削进行对比,发现超声椭圆振动切削可有效抑制毛刺和凹坑产生的表面缺陷,改变表面粗糙度,如图5 所示[19]。在对超声椭圆振动切削钛合金表面进行研究过程中发现,表面形貌的好坏与振动频率有关,如图6 所示,高频振动相较于低频振动工件表面更为平整[17]。此外,在切削脆性材料过程中,超声椭圆振动能够有效减小裂纹,从而改善表面质量[23]。因此,该加工方式能够有效抑制毛刺、裂纹的形成,提高加工表面完整性。
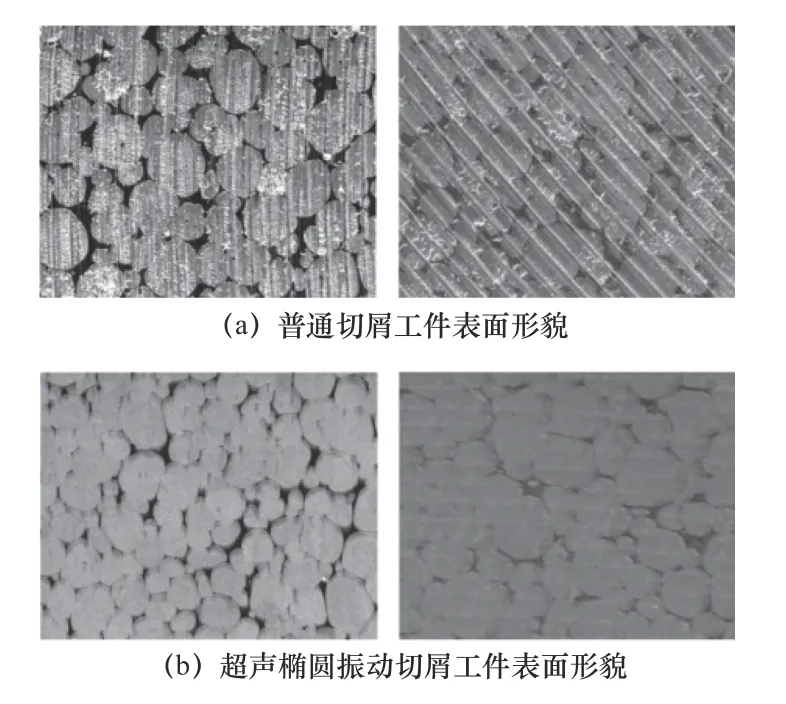
图5 钨合金普通切削与传统切削表面形貌对比图
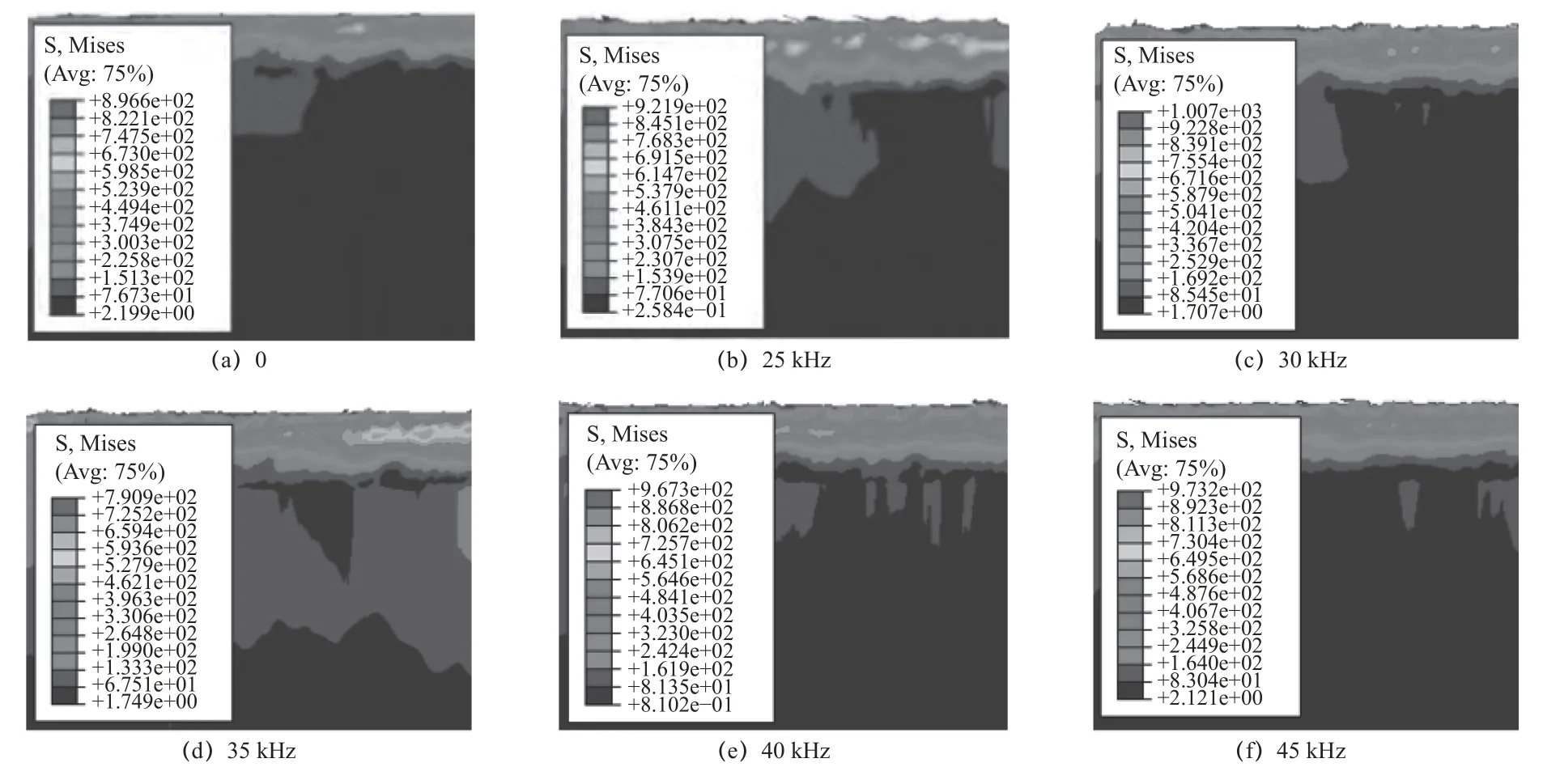
图6 不同振动频率的已加工表面
2.2 残余应力
引起残余应力变化的原因包括:①切削力引起的残余应力;②切削温度引起的残余应力;③相变引起的体积变化。
在超声椭圆振动切削钛合金的实验中发现,提高椭圆振动频率和振幅有利于工件表面残余压应力的形成,从而提高工件的表面质量[1]。铣削铝合金实验分析了铣削力与残余应力之间的关系,表明切削力对残余应力的影响占据主导地位[20]。采用不同切深对传统切削与超声椭圆振动切削进行对比,发现在切削加工中,若找到合适的切削参数范围,超声椭圆振动切削比传统切削的平均主切削力更低,如图7 所示[26]。于海鹏等[16]通过建立椭圆振动切削有限元仿真模型模拟了切削过程中切削力的变化规律,建立了二维有限元模型对普通切削与超声椭圆振动切削的表面残余应力分布进行对比,结果表明,与传统切削相比椭圆振动切削工件已加工表面形成了分布均匀的残余压应力。该加工方式在降低切削力、提高表面完整性以及工件材料的使用性能方面有着促进作用。
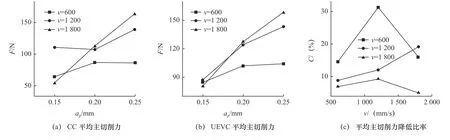
图7 两种切削方式平均主切削力对比
3 UEVC 在难加工材料加工中的应用
超声椭圆振动切削具有降低切削力与切削温度的特性,从而具有形成较好表面质量的加工优势,在难加工材料的去除加工中逐渐发挥作用。
表1 中列出脆性材料、塑性材料、复合材料以及黑金属材料4 种常见的难加工材料类型、特点以及加工中常见的难点。接下来将对超声椭圆振动切削在这四种难加工材料的应用进行阐述。
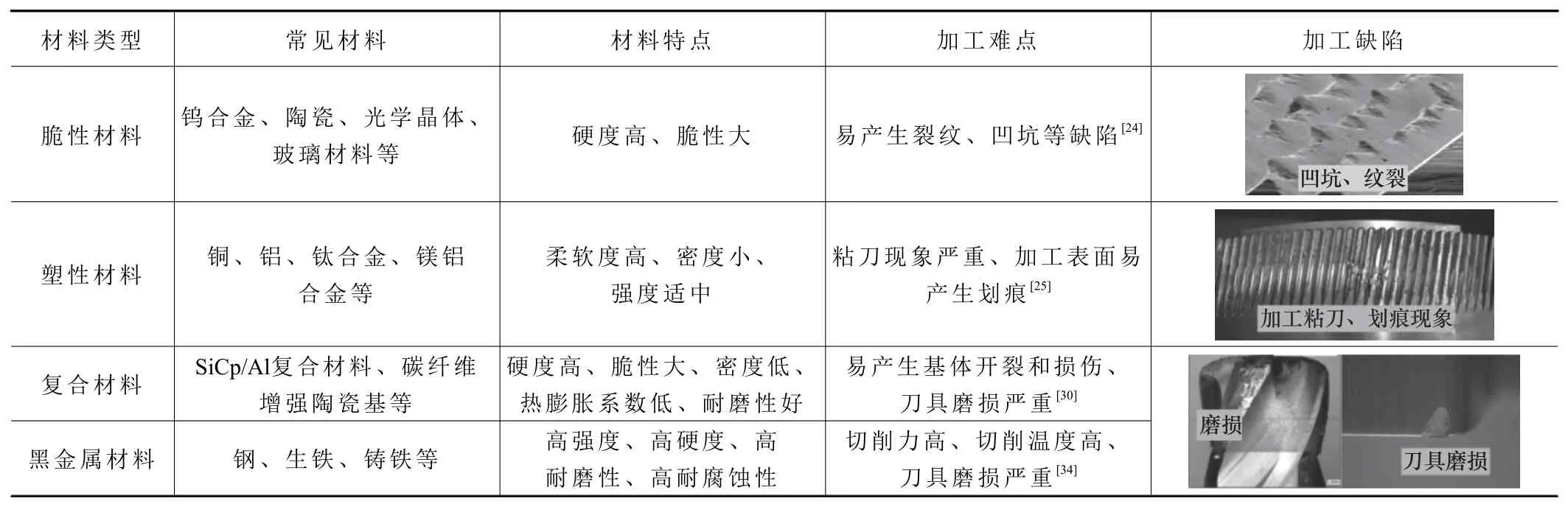
表1 常见难加工材料特点及加工存在问题
3.1 脆性材料
以光学晶体、玻璃为代表的脆性材料在尖端科技领域具有广泛需求,因此采用超声椭圆振动切削脆性材料的高质量细微加工受到越来越多的关注和探索。
Schinker M G 等[21]尝试采用机床,利用传统的切削方法车削小面积的光学玻璃,Brehm R 等[22]通过燃烧器加热工件材料来车削光学玻璃,以提高玻璃材料的延展性。在Puttick K E 等[23]将超声振动切削应用于脆性材料的超精密加工之前,超声振动切削通过冲击材料表面产生纹裂实现材料去除的方式被认为不适合脆性材料的加工,因为残存的纹裂易转变为表面/亚表面损伤。然而根据脆性材料研究的经验,刀具的超声椭圆振动产生的裂纹数量更多但尺寸更小,大幅度减小亚表面损伤。
为了证明超声椭圆振动切削对脆性材料表面精度和表面形貌的影响,Pan Y A 等[24]通过白光共聚焦显微镜观察脆性合金在不同切削参数下的表面形态(图8),发现差异显著。结果表明,连续分离相互作用过程显著提高了加工表面的质量。图8a~图8d 表面纹理清晰,切割痕迹均匀,没有明显的损伤,其原因在于刀具与工件之间的高频相对振动减小了平均切削力,降低了切削温度。图8e 和图8f通过单点金刚石刀具切割获得的表面形貌对比,超声椭圆振动切削技术极大地提高了加工表面的质量。
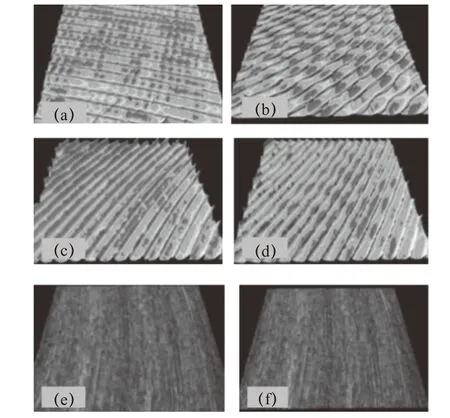
图8 不同条件下超声椭圆振动切削表面形貌对比
综上所述,相对于传统切削加工,超声椭圆振动条件下加工脆性材料能够增大临界切削深度,减小切削过程的平均切削力,降低切削温度,提高脆性材料加工后的表面质量和加工效率。
3.2 塑性材料
以钛合金为例,钛合金材料就是一种典型的难加工塑性材料,具有加工困难成本高、加工周期长等加工难题,对表面质量、加工精度有着极高的要求[25]。童景琳等[26]采用超声椭圆振动切削钛合金实验发现,可以通过优化加工参数使得降低主切削力的效果更好,观察其切屑发现断口排列有序,根据摩擦力反转特性推断其能够形成质量较好的切屑,从而提高表面质量。陈德雄[17]在研究超声椭圆振动切削钛合金中表明,选择合适的频率和振幅均能有效提高工件的表面完整性。
Kumabe J 等[27]对铜和铝工件的超声椭圆振动切削进行了研究,发现与仅沿切削方向的一维振动切削及传统切削相比,超声椭圆振动切削可以显著降低切削厚度与切削力,还极大地减少了表面毛刺(图9),提高了加工精度[12]。Xu Y S 等[28]在相同条件下对5A06 镁铝合金分别进行传统切削加工和超声椭圆振动加工,对比了放大500 倍机加工表面的超景深光学图像,图10a 和图10b 可以看出传统切削工件表面有明显的凹槽缺陷、划痕和堆积边缘,而超声椭圆振动切削得到的工件表面覆盖着规则细腻的条纹,工件表面的轮状振动痕迹清晰对称。图10c 和图10d 为加工工件的三维表面形貌,可以看出超声椭圆振动切削三维表面形貌的高度也小于传统切削,证明超声椭圆振动切削的粗糙度值更小,表面质量更好。
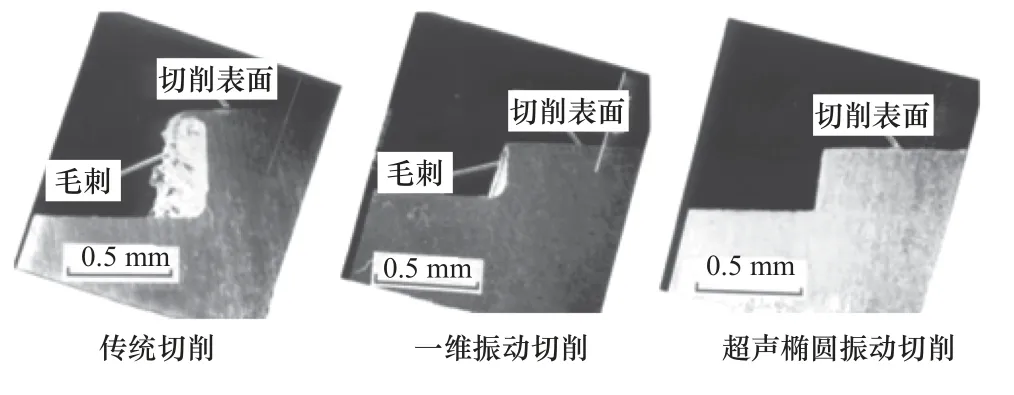
图9 不同轨迹下表面质量评价指标的对比
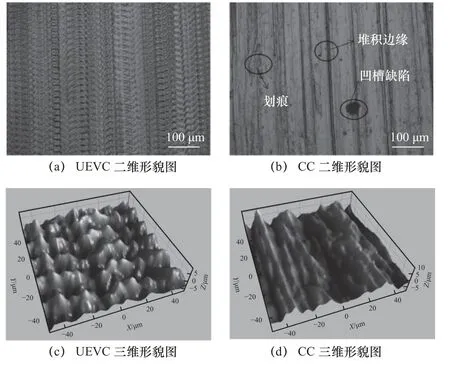
图10 普通切削和超声椭圆振动切削二维三维表面对比
综上所述,超声椭圆振动切削在理想工艺参数条件下,不易出现堆积边缘、表面划痕等现象,从而获得比传统切削更好的表面形貌。
3.3 SiCp/Al 复合材料
对于SiCp/Al 复合材料,多名学者对切削该复合材料进行了有限元模拟,揭示了碳化硅和刀具之间不同的相互作用和损伤模式,以及它们与加工力、残余应力分布和加工表面形貌的关系[29-31]。在对超声振动辅助切削铝基碳化硅在不同切速、切深、振幅进行仿真时,发现该过程工件温度与除频率外的各切削参数成正比,刀具振动频率的增加会导致温度的降低从而减小刀具磨损,得到更好的表面质量[30]。Pramanik A 等[31]研究了正交切削过程中该材料的应力和应变场的发展,以及刀具磨损、颗粒脱粘和基体材料的不均匀变形,发现对于典型难加工材料SiCp/Al 复合材料选择超声椭圆振动切削的方法可以有效改善刀具磨损和表面完整性。
基于前人的研究,Du Y S 等[32]建立了基于多相模型的SiCp/Al 复合材料UEVC 有限元仿真模型,通过比较传统切削与超声椭圆振动切削相同切削深度下的切屑形态(图11)、切削力(图12)、加工表面微观形貌(图13)得到超声椭圆振动切削切屑微观结构与传统切削切屑的几乎一致,但其形成的切口更连续,切削力大幅度降低,获得了更理想的表面形貌和表面粗糙度。超声椭圆振动切削刀具沿椭圆轨迹运动,在切削力的对比图中,尽管由于椭圆轨迹对工件的冲击,超声椭圆振动切削局部切削力高于传统切削,但平均切削力大幅度降低。
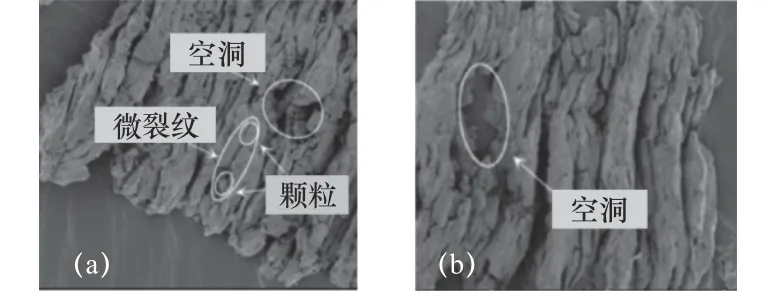
图11 SiCp/Al 复合材料CC 与UEVC 的切屑对比
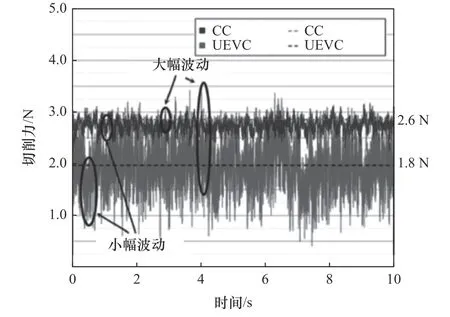
图12 SiCp/Al 复合材料CC 与UEVC 的切削力对比
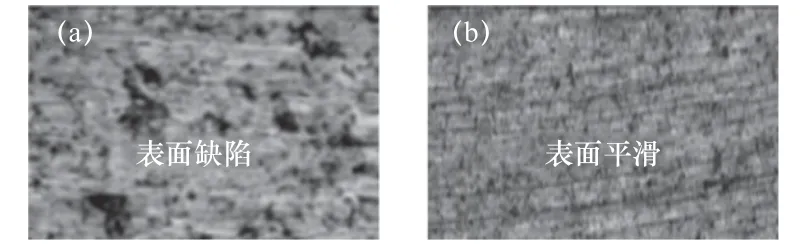
图13 SiCp/Al 复合材料CC 与UEVC 的加工表面微观形貌对比
综上所述,超声椭圆振动切削复合材料能得到更好的表面形貌是因为刀具的周期性椭圆振动更有助于将脱落或破碎的颗粒排出切屑接触区域,而不是与工具一起刮擦表面;在切削过程中,刀具以超声频率振动工件,以动态冲击切屑成形形成区域和加工表面,有效提高表面质量;与传统切削相比,超声椭圆振动切削过程中周期性超声波振动降低了硬质颗粒的硬度和脆性,使其更容易发生延性断裂,刀具的周期性椭圆运动比刀具刮擦表面更有利于拔出颗粒。
3.4 黑色金属材料
康仁科团队[19]在研究超声椭圆振动切削纯铁等黑色金属中发现,椭圆振动能够一定程度减小刀具磨损,并减小表面粗糙度。在采用单晶金刚石刀具对不锈钢进行的切削实验中,证实了超声椭圆振动切削相对于传统切削在黑色金属的加工中更优越,即低切削力、低切削温度、高质量的表面粗糙度和更长的刀具寿命[33]。以45 钢为材料,对比了传统切削与超声椭圆振动切削,得到两种方法下获得的2D 表面显微照片和3D 表面形貌,如图14b 和图14d 所示,超声椭圆振动切削表面有一定的振动痕迹,形成了规则分布在表面上的间歇性凹陷特征。而传统切削表面具有不规则的尖条纹,其形态如图14a 和图14c,该种特征会导致较差的表面质量[34]。
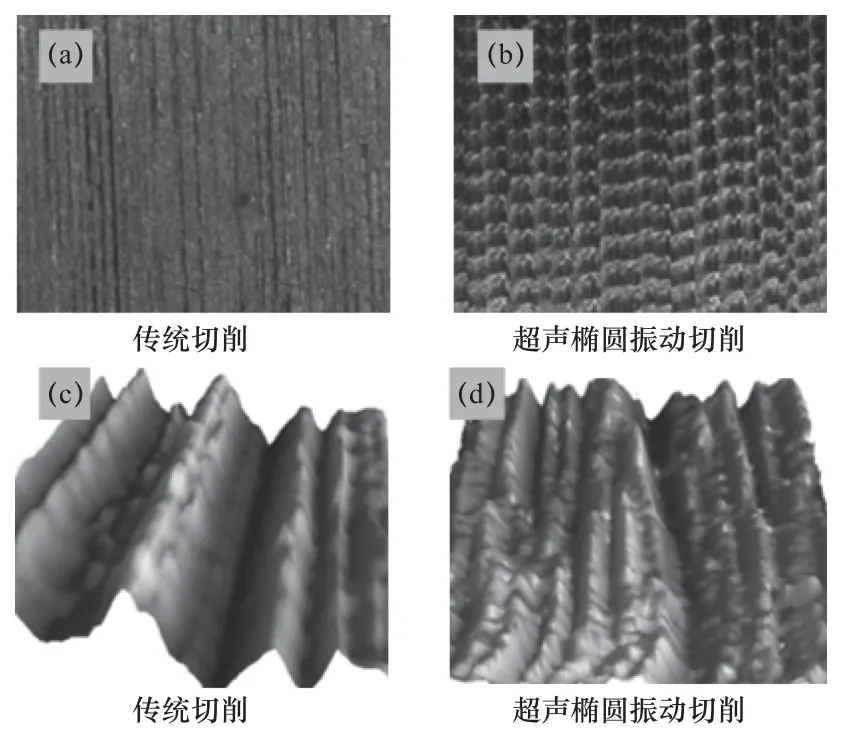
图14 45 钢切削获得二维与三维表面形貌对比
综上所述,由于超声波椭圆振动效应产生刀具的椭圆运动轨迹,刀具-工件分离的影响更为明显,切削温度明显降低,从而有效提高了黑色金属的表面质量[35]。
4 展望
超声椭圆振动切削作为一种新型复合加工工艺在近几十年发展迅速,在解决各种难加工材料的加工问题中体现出良好的加工优势。国内外学者已在超声椭圆振动切削在加工难加工材料过程中的有益作用已基本达成共识。但也要看到,现有的研究多集中于加工现象的对比,关于加工工艺对材料力学性能变化的影响规律及对材料切削加工性能影响机制等基础理论研究还不够深入,因此需要进一步探索和实践。
5 结语
超声椭圆振动切削具有的刀具-工件分离、变角度切削、摩擦力周期性反转的加工特性,不仅能有效减小刀具磨损、延长刀具寿命,还能有效抑制凹坑和毛刺等表面损伤的产生,减小切削力,极大提高了加工表面质量。在对比了超声椭圆振动切削与传统切削在难加工材料领域的应用发现:
(1)因UEVC 所具有的优良切削特性,在脆性材料的切削过程中能够有效降低平均切削力和切削温度,在获得较好表面质量的同时提高加工效率。
(2)UEVC 所具有的周期性摩擦力反转特性,在塑性材料的切削应用中能够避免堆积边表面划痕等缺陷,从而提高了表面完整性。
(3)在超声椭圆振动切削SiCp/Al 复合材料过程中,刀具的周期性振动使得材料断裂韧性提高,防止工件脆断,更易断屑,以防止刀具、切屑刮擦损伤已加工表面。
(4)UEVC 在黑色金属领域的应用相对较少,就目前研究来看,其延长刀具寿命、提高表面质量优势明显,但仍需进一步探索。
猜你喜欢
数学杂志(2022年5期)2022-12-02
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26
山东冶金(2019年6期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
中学数学杂志(2019年1期)2019-04-03
山东冶金(2018年6期)2019-01-28
经济技术协作信息(2018年20期)2019-01-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年6期)2018-01-19
福建中学数学(2016年4期)2016-10-19