
电极运动对电火花倒锥微孔加工及其电极损耗的影响研究
2024-01-16 08:58陆晓华邱明波王昌喜
电加工与模具 2023年6期
陆晓华,邱明波,吴 强,王昌喜
( 1. 南京航空航天大学机电学院,江苏 南京 210016;2. 苏州电加工机床研究所有限公司,机械工业电加工技术重点实验室,江苏 苏州 215011 )
随着现代高端工程技术的不断发展,微放电加工在汽车、航空航天、生物医疗、纺织化纤、光学器件、3D 打印、 微型机电系统等领域成为广受认可的非传统加工方法,能短时间将难加工材料加工成复杂的二维和三维形状零部件,同时保持其高特征质量[1]。 比如,在汽车发动机制造领域,微细电火花加工是柴油机喷油嘴微孔加工的主要工艺[2],其喷孔喷射特性直接影响燃油的雾化[3]、加热与空气混合等,进而影响燃烧、放热,形成炭烟和有害废气[4-5]。Diver 等[6]指出喷孔必须具有倒锥(入口小、出口大),以改善燃油雾化效果、提高燃油效率,实现节能减排。 当前,国内外多家主要喷油嘴厂家生产的满足排放标准的喷孔,其直径范围为80~200 μm[7],所用喷孔的燃油进出口带有尺寸为0.01~0.15 mm的K 系数倒锥[8],其通孔深度范围为1~2 mm。
由于喷孔直径越来越小,传统钻削加工喷孔的方式在加工精度及加工效率方面都难以适应其要求,而其他主要加工方式如飞秒激光[9]、化学腐蚀[10]、超声波打孔[11]和微细电火花加工技术[12-13]等各有特点,但大多数难以满足更高的微孔加工要求及批量化生产需求。 比如激光加工设备成本高且核心器件需进口、工作环境要求高;化学腐蚀的加工精度及效率均低; 超声波打孔加工通过应用于粗加工;微细电火花加工技术具有可加工直径小、 精度高、无毛刺、可置于热处理后及能消除喷孔热处理变形等优点,尤其在先进喷油孔加工技术领域具有独特优势,但放电加工时会出现电极损耗并影响加工孔形及其状态。
吴江等[14]通过研究发现,电极的形状损耗对铣削电火花加工精度影响重大,相比于损耗后的底部凹形电极而言,底部锥形电极的放电集中于底部边缘处,会大幅降低加工形状精度。王元刚等[15]通过仿真分析电场强度的变化对不同长度电极损耗的影响,发现电极损耗主要是角损耗,而较少是端面损耗。 电极的形状变化是影响微细电火花加工精度的主要因素。如果电极丝侧损[16]能接近零损耗,便能加工出较为理想的孔,而要实现该状态,则需电极丝在放电过程中始终维持底部端面放电状态。 李晓鹏等[17]通过在电极表面复合电沉积的方式,得到了含纳米颗粒的功能梯度材料电极,经实验分析得出非均质材料电极利用放电端面材料特性差异,能减少棱边的有害放电、提升电极的耐电蚀能力。 张小燕等[18]通过选取电极材料等分析了电火花加工电极损耗及变形的影响,按照工件材料、工件形状及加工要求选择电极材料以减少电极损耗。 曾昭奇等[19]研究得出电火花铣削加工时不同工作介质也会对电极损耗产生影响的结论。 以上研究主要通过理论分析及改变外围条件来研究及改善电极损耗,具有较高的试验难度与成本,难以应用到实际生产中。
Bhosle 等[20]指出,优化参数设置能实现更好的加工性能特性。 为加工出接近理想状态的倒锥孔,本文分析了放电加工过程中电极的上下伺服运动速度[21]、电极轴向振动频率[22]、电极摆动速度这三个可控及可量化的运动指标,深入研究了产生电极损耗的原因;分析了放电加工中影响电极运动状态进而影响电极损耗的参数,最终得到了所需的电极丝端面放电效果及优质的倒锥微孔。
1 试验准备
1.1 试验条件
通常深度为2 mm 的孔具有代表性, 其较厚的加工深度能更好地反映电极形状损耗[23]对孔型的影响。 本文的试验条件是: 试件为厚度2.0 mm 的18CrNi8 合金钢; 电极为直径0.37 mm 的实心黄铜丝;工作液为电导率低于5.0 的去离子纯净水;试验平台为本单位自研的SE-WK008C 电火花倒锥微孔加工机床(图1a)。

图1 倒锥孔加工系统
1.2 电极丝运动控制原理
根据图1,加工主轴头(图1b)由送丝滚轮带动电极丝做上下伺服运动,送丝滚轮固定于垂直振动器上, 垂直振动器通过滚轮将振动传给电极丝,使电极丝在电极轴向振动。 倒锥机构使陶瓷导向内芯产生了以锥度调节中心点为中心的圆锥形摆动,从而带动电极丝进行圆锥形运动。
电极偏摆中心与工件关系原理如图2 所示,以O 点为偏摆中心(锥度调节中心点),若O 点位于上表面A 或其上方时,加工得到入口小、出口大的锥孔(图2a);若O 点位于A、B 平面之间,即O 点位于工件内,加工得到出、入口孔径大而中间直径小的孔(图2b);若O 点位于下表面B 或其下方时,加工得到与倒锥倾斜角度相反的入口大、出口小的锥孔(图2c)。 由图2 可知,加工倒锥孔时需将偏摆中心置于工件表面,并在实验时都以此为基础进行倒锥孔加工,以更好地分析加工孔状态。
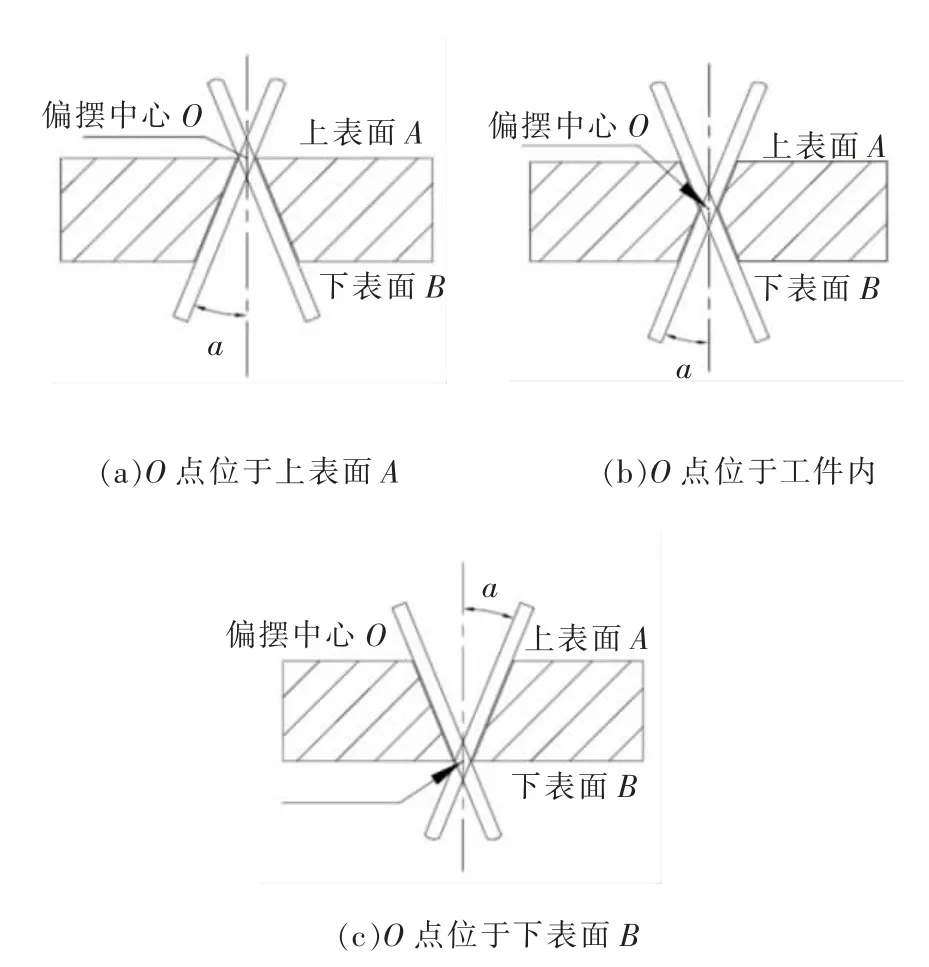
图2 电极偏摆中心与工件关系原理图
1.3 参数定义
在倒锥孔[24]加工过程中,电极形状损耗受到直孔加工的残渣及锥孔加工的电极运动两个损耗因子的叠加影响,因此需详细地量化分析各电极运动参数对电极端面放电现象的影响。 如图3a 所示,以电极上下伺服运动速度比、电极轴向振动频率和电极摆动速度三个电极运动的参数开展试验,分别分析其加工性能。对各运动参数的描述见表1。体现工件加工性能的主要参数定义见表2。
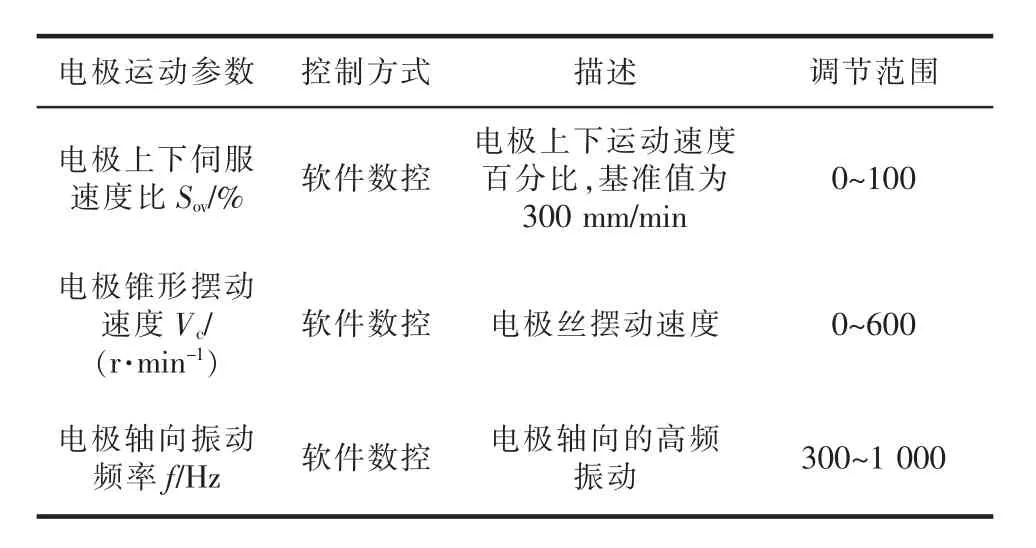
表1 三个可数控控制的电极运动参数及定义
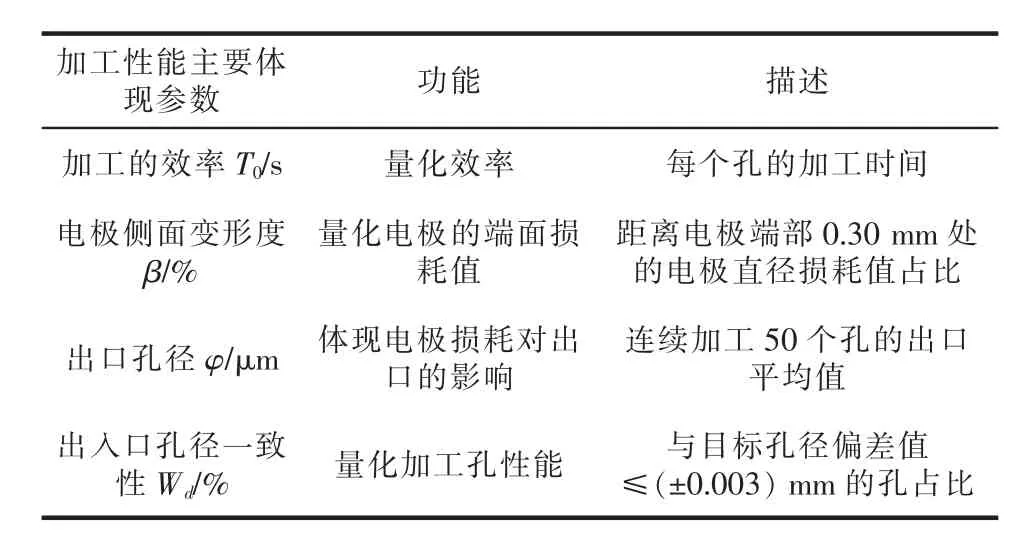
表2 加工性能主要体现参数及定义
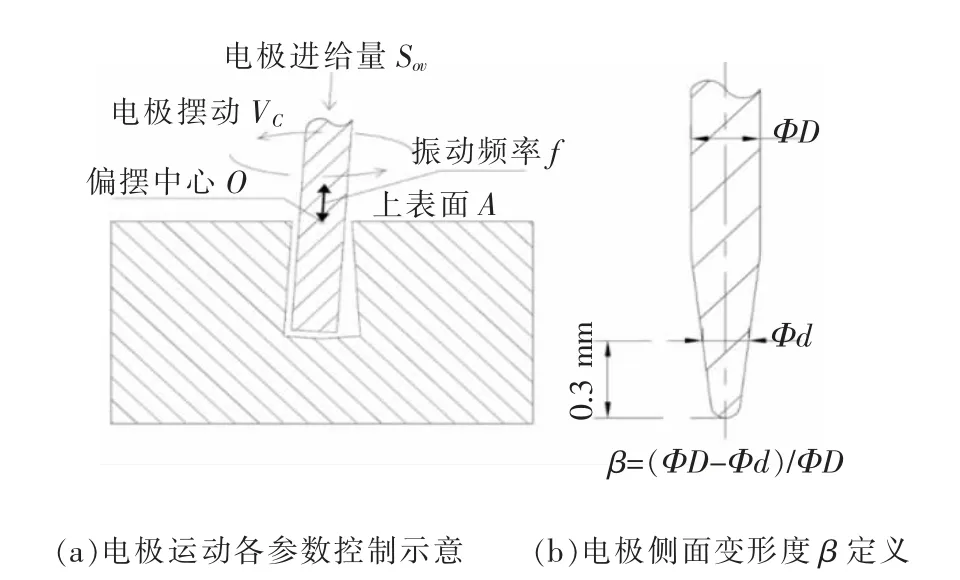
图3 电极运动参数及损耗度定义图
电极磨损量可分为两部分,对应于电极长度的变化和圆角的变化[25]。 主要影响孔质量的是电极圆角变化,而本文所描述的电极损耗度β 是指对电极端面的损耗。 通过观察距离电极端部0.30 mm 处的电极直径,可较好地量化电极损耗度β(图3b),进而可直观地分析和对比各参数对电极圆角损耗的影响。 试验选用稳定的加工能量值(加工能量由电流、电压、电容和脉冲模式等决定);试验用机床的电极丝锥形摆动幅度由手动机械机构调节且调节后不随其他状态变化而变化;设定电极丝偏摆调节的范围为单边0~0.03 mm, 试验中电极采用相同的偏摆量(0.01 mm)。
2 试验结果
2.1 电极上下伺服速度比的影响
电极上下伺服速度比(Sov)控制了电极加工时的上、下运动速度,其设定值越大时,电极的运动速度越大。 本文分别试验了Sov得由0%调大到100%时对应的加工效率(T0)、电极损耗度(β)、出口孔径(φ)、出入口孔径一致性(Wd)等体现加工性能的数据情况, 如表3 和图4 所示, 随着Sov变大,β 也变大;T0先由大变小且在Sov约为60%时最小(即加工效率最快),之后T0又逐渐变大;当Sov超过50%后,Wd逐渐变小 (孔的质量越来越差)、φ 也逐渐变小(孔的锥度逐渐变小)。
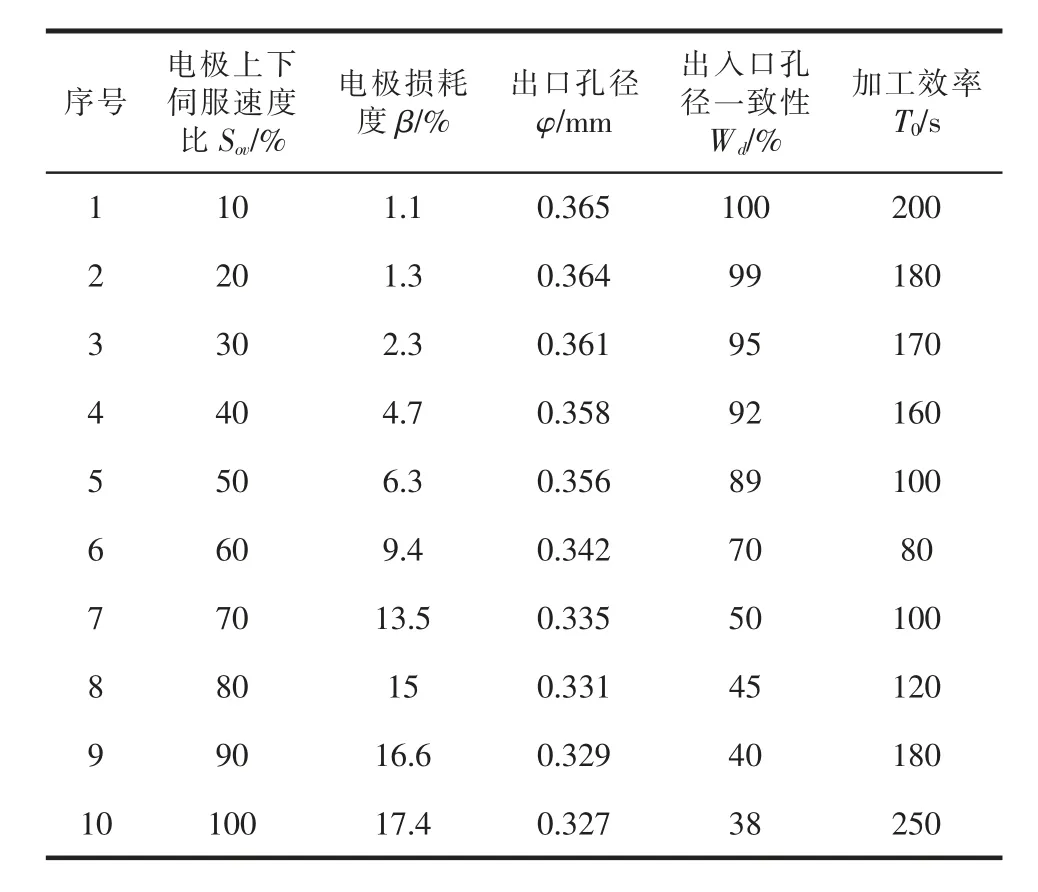
表3 不同电极伺服速度比时的试验数据
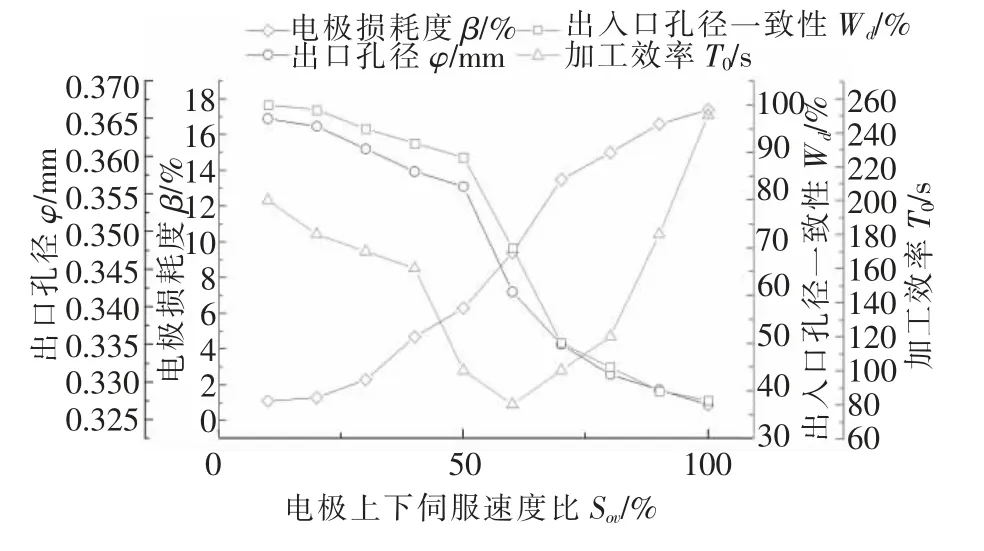
图4 不同伺服速度对应参数变化的曲线
综上所述,如果调小Sov,加工时电极向下运动速度随之变小,电极进给速度将逐渐小于工件的材料去除速度,使电极端面能有效放电,从而改善电极损耗效果并显著提高孔出口孔径的一致性。当Sov小于60%再继续调小时,由于电极进给变慢,加工时间变长,二者成反比关系;当Sov大于60%再继续调大时,由于电极进给太快,出现排屑补偿,使加工状态不稳定,加工时间也随之增加;伺服进给加大,会使电极侧损变大、电极端变为尖状,影响加工状态和加工孔径。 根据图4 和图5,当Sov约为50%时(所设电极向下的运动速度为中间值),能较好地协调加工时间、电极损耗和孔的质量。
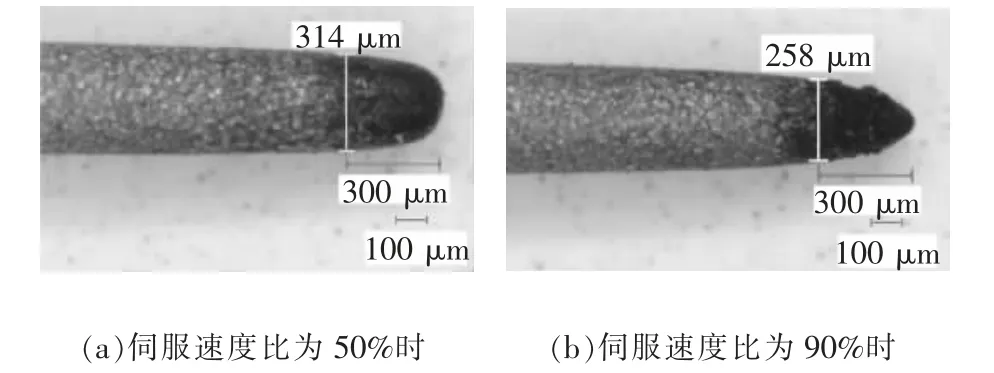
图5 不同电极伺服速度比时的电极损耗实物图
2.2 电极摆动的影响
电极丝摆动速度(Vc)由倒锥机头的旋转速度控制,倒锥机头转的越快时,电极圆周摆动速度越快。电极不同锥形摆动速度时的试验数据见表4、 对应参数曲线见图6。 分析可知,随着Vc变大,加工时间将随着Vc在Vc6~Vc9之间变化时明显增加,当Vc小于Vc6时,加工时间较短(72 s 以内),当Vc大于Vc9时,加工时间较长(200 s 以上);孔出入口孔径一致性指标值(Wd)随着Vc的变大而变大,当Vc超过Vc6的后,一致性指标值达到最佳;出口孔径随着Vc的变大而变大, 与Wd的情况相同, 当Vc超过Vc6的后,出口孔径达到最大;电极损耗度(β)随着电极丝摆动速度的变大而逐渐变小,即电极丝摆动速度越快,电极损耗度越小。
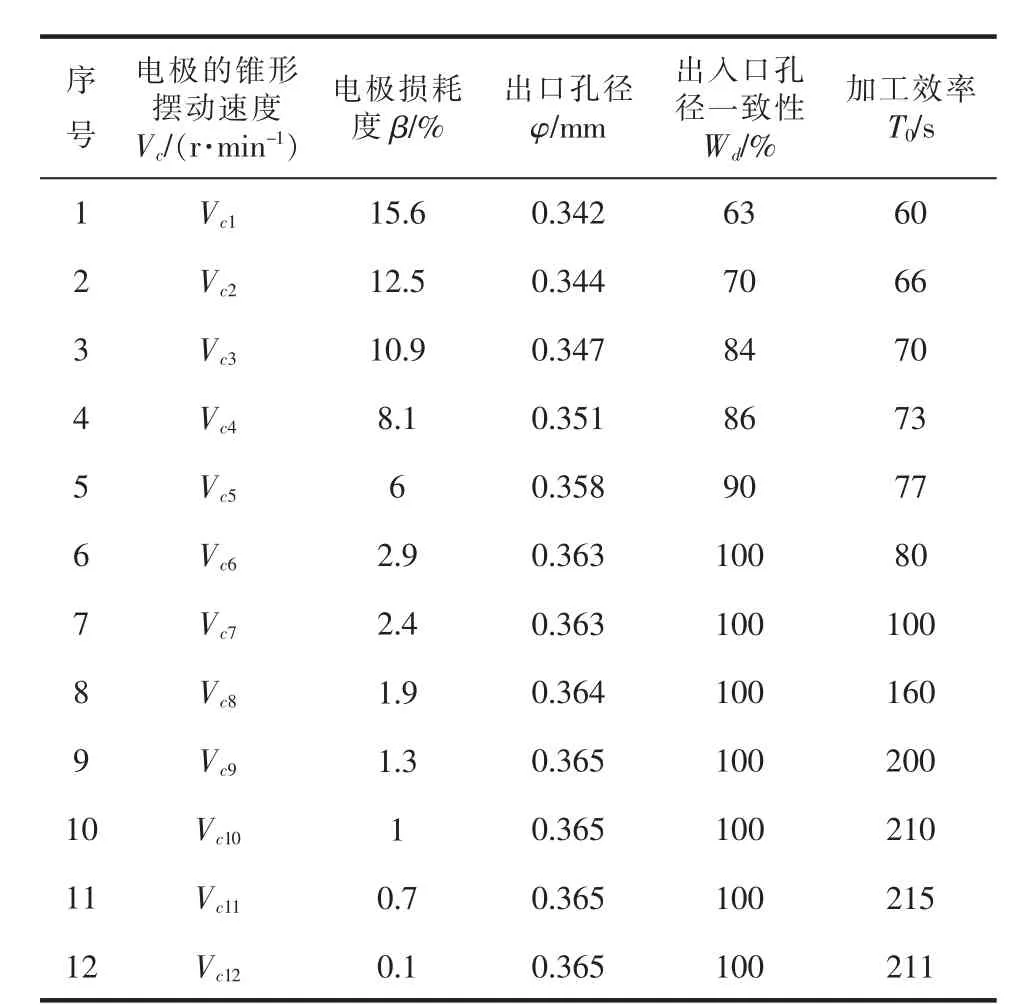
表4 不同锥形摆动速度时的试验数据
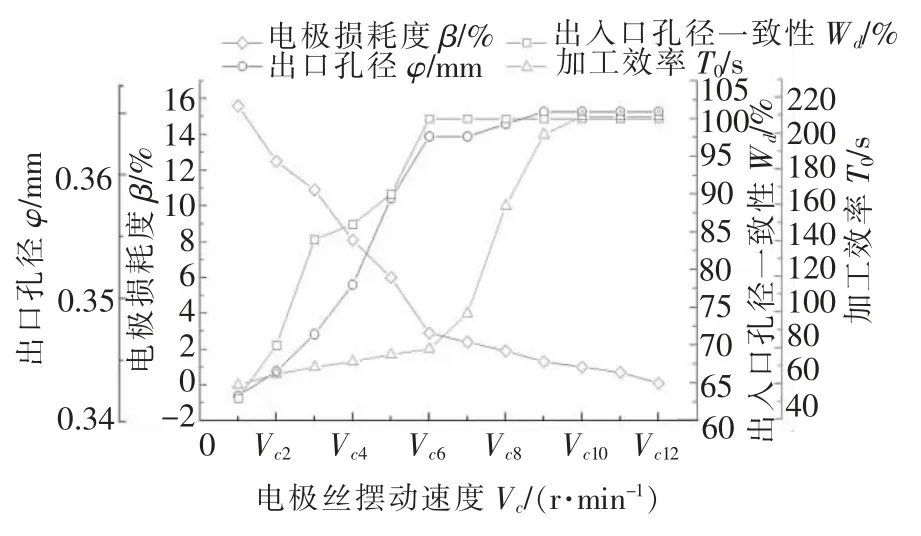
图6 不同电极丝摆动速度对应参数变化的曲线
由于电极丝摆动速度越快,越有利于残渣被旋转排出, 从而改善放电效果及电极损耗的情况;并且,电极端面放电越充分,电极丝侧损越小。 同时,随着Vc 超过Vc6之后, 电极损耗度及加工孔径的综合提升,此时电极损耗比较理想,如图7a 所示,电极主要处于端面放电状态,孔的圆度、一致性等加工质量指标也达到最佳。
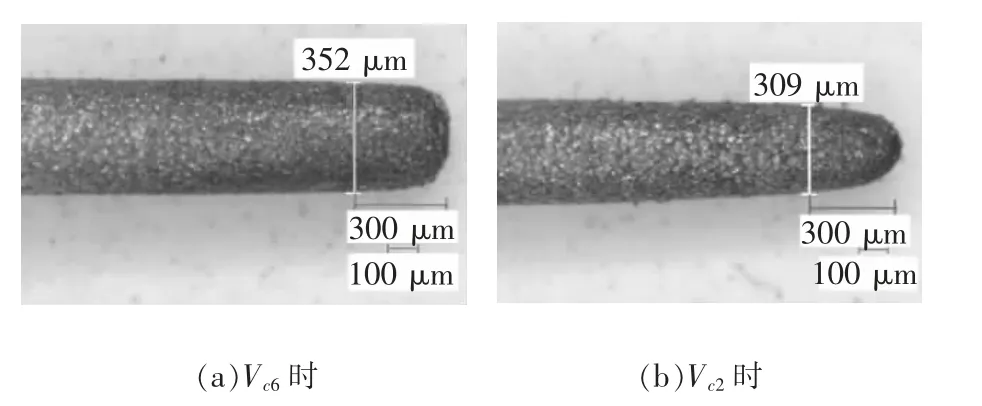
图7 电极不同摆动速度对应的电极损耗实物图
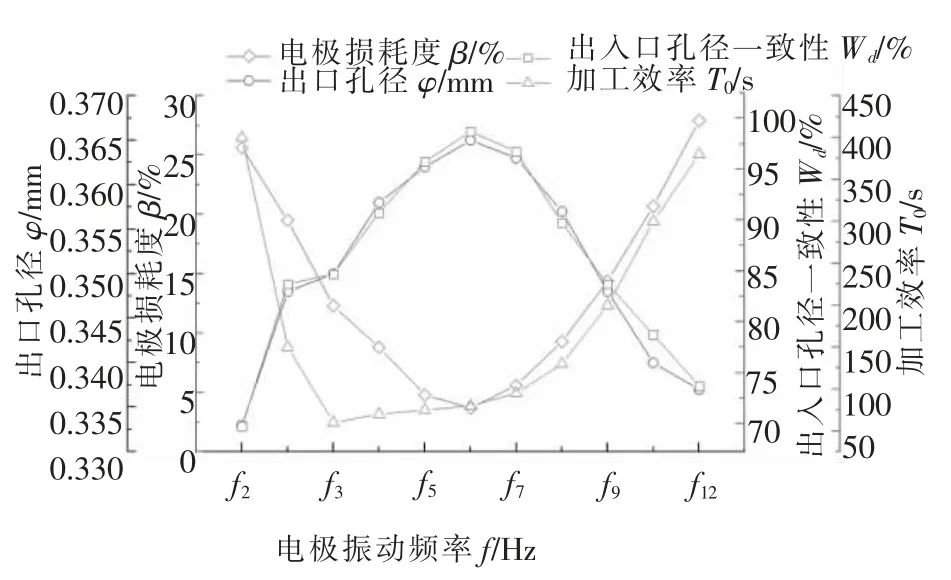
图8 不同电极振动频率对应参数变化的曲线
2.3 电极振动频率的影响
电极高频振动频率(f)在加工倒锥头时可使电极丝上下高频振动,起到振动排屑的作用,主要通过控制信号的输出频率来调节,振动频率调节范围为f1~ f11(数值依次增加)。
根据上述试验数据分析可知, 当f 小于f1或大于f11时,无法有效加工;在f1~f11区间内,随着电极丝摆动速度(Vc)变大,加工时间(T0)随着电极高频振动,先是由f1开始显著减小,在f1~f3时最小,之后随着f 增至f7时缓慢变大,当f 大于f7时显著变大;孔的出入口孔径一致性(Wd)随着电极高频振动,由f1时起显著提升,随着f 增大到f6时达到98%左右,之后随着f 的变大而逐渐降低;孔出口孔径(φ)随着电极高频振动,由f1时开始显著变大,当f 增大到f6时提升到最大,之后随着f 的变大而逐渐降低;电极损耗度(β)随着电极高频振动,由f1开始显著变小,当f 增大到f6时,减小到几乎为0,之后随着f 的变大而逐渐变大。
振动频率较小,会导致电极振动的上下幅度较大并超过放电间隙,造成反复短路,使加工进给混乱,无法保持正常加工。 在振动频率达到f1后,振动幅度小于放电间隙,并且振动排屑[26]逐渐起作用,开始能有效放电加工,并且放电效率随着振动频率的提升而提升,而电极损耗逐渐变小,加工孔径一致性越来越好。 当振动达到f6之后,振幅减小,排屑量降低,加工时间逐渐变长,电极损耗逐渐变大,加工孔一致性也逐渐变差。 图9 为振动频率在f1和f6时电极损耗实物图。
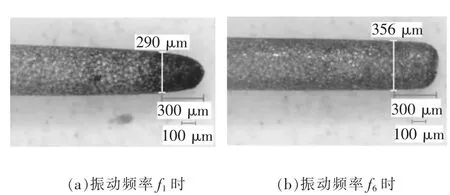
图9 不同振动频率时电极损耗实物图
3 电极侧损产生的原因分析
3.1 直孔加工
由图10a 可知,当电极开始放电时,电极端面先与工件产生放电, 随着电极逐步往工件内进给,电极圆角部分出现放电损耗,逐渐地由于加工残渣在往上排屑的过程中出现非必要放电,电蚀产物若排出不畅,会在工具电极和孔壁之间形成二次或多次放电,导致电极侧边损耗异常[27],甚至使孔壁出现“烧蚀坑”[28],同时由于残渣在拐角处受到变向阻力,易在拐角处聚集并使此处的场强变大,而且聚集在场强最大处的电蚀产物会集中放电, 破坏工具电极的棱边形状[29],电极侧边从端部往上参与放电,出现电极角损耗[30]与侧损现象。
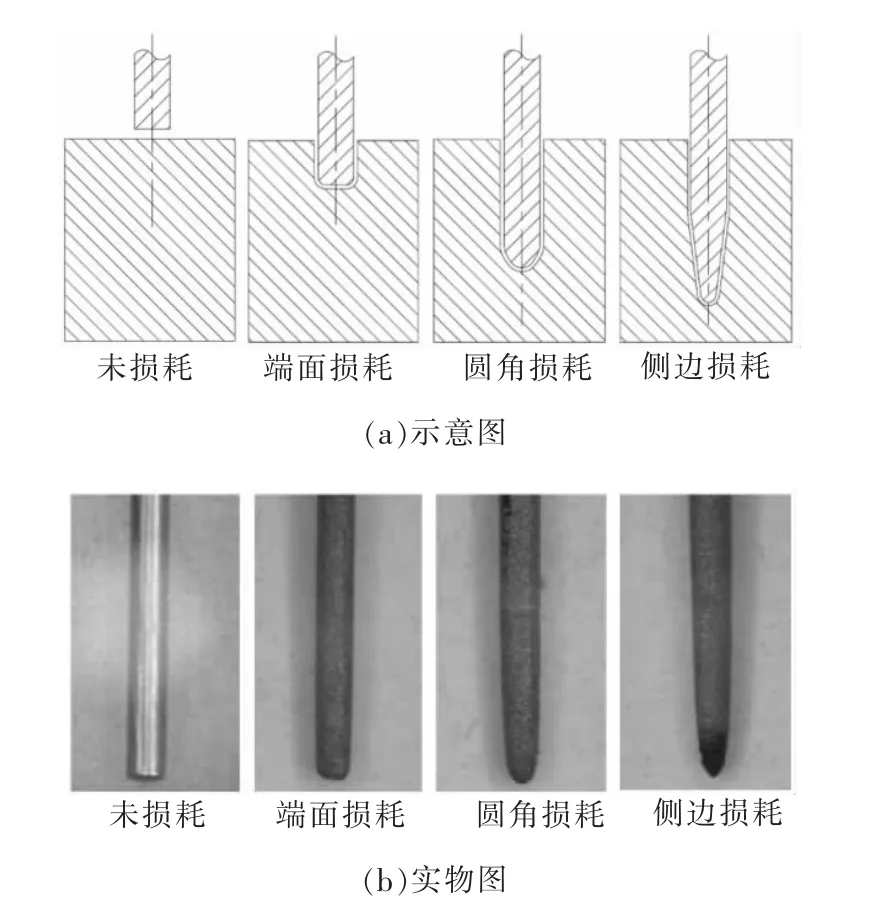
图10 加工过程中电极丝损耗状态
3.2 锥孔加工
图11 是电极摆动运动时的朝向示意图。 通过分析图11a 所示的运转情况可知,由于电极上端被送丝机构夹持住,陶瓷导嘴作锥形摆动,带动电极丝产生无相对摩擦的锥形摆动,电极不会有固定的某一侧面朝外,而是不同摆动锥角对应的不同电极外壁朝外,从而产生图11b~图11e 所示的电极不同侧面朝外运动的情况,使电极外侧产生了对称而均匀的圆度损耗。
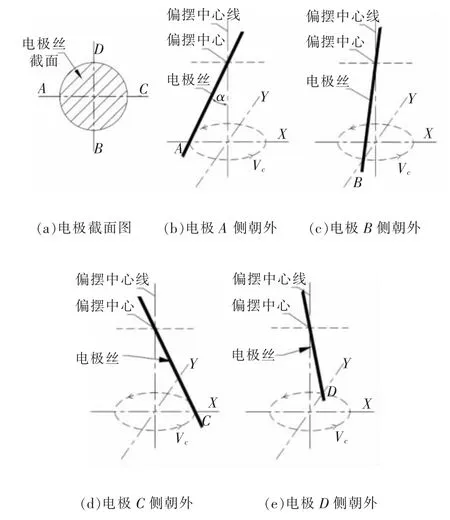
图11 电极偏摆运动时的朝向示意图
由图12 可知, 电极在加工时产生上下伺服进给、锥形摆动和高频振动,由于这三者的设定比例值关系不同,电极由深度L1(图12a)加工到深度L2(图12b)时,分别出现了工件剖面状态1(图13a)及工件剖面状态2(图13b)两种加工状态。
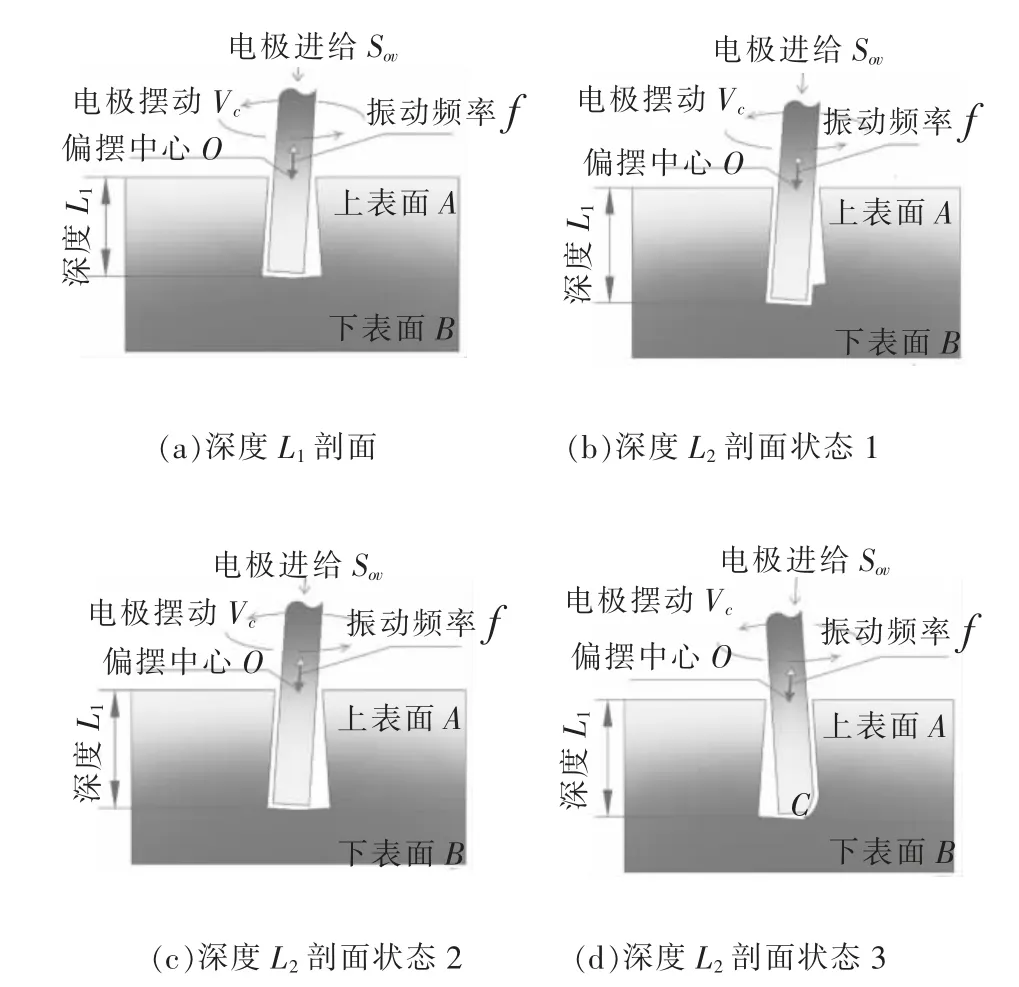
图12 不同加工深度的电极剖面状态示意图
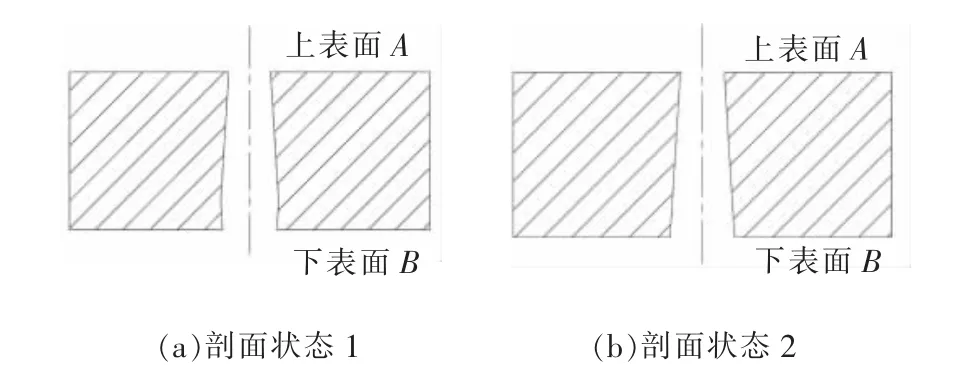
图13 不同电极剖面状态下的加工锥孔剖面示意图
当电极的进给速度比电极摆动[31]的速度大n(n>1)倍时,电极先向下进行工件放电加工,再产生摆动, 此时从图12b 所示状态向右侧摆动加工,易在图12d 所示C 侧区域产生侧边损耗。 同理,如果保持这种状态,将在电极的另外三侧(A、B、D 侧)产生电极侧边损耗, 最终形成图10 所示的电极侧边损耗状态;同时,由于电极损耗区域变尖以及喷嘴穿透的深度有限,加工孔将出现图13a 所示的不利现象。
当电极摆动速度大于电极进给速度的m(m>1)倍时,从宏观上看,电极尚未向下加工便已摆动一周, 此时相当于整个工件的加工底面同时放电,而电极始终只有底部端面在进行放电加工,则能保证出现比较理想的电极端面损耗情况(图10b)及锥孔剖面状态(图13b)。
3.3 电极损耗公式总结
通过对比分析图7、图10、图13 所示各曲线的数据发现, 当电极摆动速度Vc介于Vc1~Vc12之间时, 电极损耗度β 与Vc大概率呈线性反比的关系,即Vc越大则β 越小,其线性系数为a;当伺服进给Sov介于10%~100%之间时,Sov与β 大概率呈线性正比关系,即Sov越大则β 越大,其线性系数为k;电极振动频率f 介于f1~f11之间时,随着f 的增大,β 先逐渐变小后逐渐变大,二者呈抛物线关系。
根据以上总结,可得倒锥微孔电极损耗度β 与电极运动的关系公式:
式中:β 为电极侧面变形度,%;Vc为电极摆动速度,r/min;α 为电极摆动幅度,mm;k、b、c 均为比例系数;f 为电极振动频率,Hz。
进而言之, 根据式(1),β 与S 成正比关系,从图4 所示曲线图可知,S 的有效区间为10%≤S≤100%;β 与Vc成反比关系,从图6 所示曲线图可知Vc的有效区间为Vc1≤Vc≤Vc12;β 与V 成抛物线关系, 从图8 所示曲线图可知f 的有效区间为f1≤f≤f11;β 与α 成反比关系,由试验条件易知α 的当前有效区间为0<α≤0.02 mm。
4 结论
本文在相同的参数条件下,通过研究电火花小孔加工过程中电极丝的摆动、振动、上下伺服三个运动状态, 分析了电极运动对加工效果的影响;通过对电极端面损耗、加工效率及出口孔径、出口孔径一致性四个具体效果参数的研究,分析了电极各运动状态对电极损耗及零件加工的影响,得到了电极在不同运动参数条件下对电极端面损耗的影响关系,得到的结论如下:
(1)电极摆动速度Vc与电极侧面变形度β 成反比关系,Vc越大,β 越小; 电极振动频率f 与β 成抛物线关系,当f 达到f6时,β 最小,接近为0;电极伺服进给速度Sov与β 成正比关系,Sov越大,β 越大;而加工孔的出口孔径与β 成反比关系,β 越小,出口孔径越大且出入口质量越稳定。
(2)上述三个电极运动控制参数对应的加工效率较快时,电极侧面变形度β 不一定最小,但可找到一个相对损耗低又效率高的取值, 即当Sov为60%、Vc为Vc6、f 为f6时, 可相对较快地加工厚度为2 mm 的淬火后18CrNi8 工件,并实现电极基本无侧损的端面放电。
(3)研究结果为倒锥微孔放电加工的产品设计及加工工艺提供了一定的数据参考,但后续仍需作进一步研究,比如针对电极运动状态对端面放电状态的影响,可通过监控加工时极间间隙[32]的电流或电压状态[33],来分析是否端面放电;可通过控制电极运动参数及放电参数, 形成有效的放电闭环控制,以更加有效地实现倒锥微孔端面放电加工。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
西南石油大学学报(自然科学版)(2018年2期)2018-06-26
电镀与环保(2017年6期)2018-01-30
雷达学报(2017年1期)2017-05-17
光学精密工程(2016年1期)2016-11-07
新闻传播(2016年11期)2016-07-10
设备管理与维修(2016年6期)2016-03-16
云南电力技术(2015年2期)2015-08-23
电测与仪表(2015年20期)2015-04-09
制造技术与机床(2015年10期)2015-04-09
