DSCa-01 数字梳棉机工艺性能分析
2024-01-14 13:12:16张朝阳魏君豪阮梦楠马哈孜叶热克尼太依孙晓明
轻纺工业与技术 2023年6期
张朝阳,魏君豪,阮梦楠,马哈孜·叶热克尼太依,张 驰,孙晓明
(新疆大学 纺织与服装学院,新疆 乌鲁木齐 830046)
梳棉机在分离梳理阶段工艺过程中发挥重要作用,承担着分离纤维、去除杂质及混合纤维的工艺任务。本项目拟通过对梳棉机性能的分析以及实践教学的验证试验,为该设备的使用和相关实践教学活动提供经验和参考依据。
1 DSCa-01 数字小样梳棉机主要结构分析
(1)DSCa-01 数字小样梳棉机采用全固定盖板形式,如图1 所示,由15 根盖板骨包覆弹性针布组成[1]。

图1 梳棉机盖板打开时
(2)可调工艺参数:①单次喂棉量,20g 左右;②锡林速度,锡林转速高,分梳、转移能力强,有利于提高产品的质量[2],梳棉机允许的调节范围为500~850r/min;③锡林-刺辊表面线速比,调节范围为1.5~5.0;④出网速度,即道夫转速,调节范围为1.5~5.0m/min;⑤总牵伸倍数,梳棉机的总牵伸倍数是由棉网重量和喂入定重决定的,调节范围为31~99。
2 实验部分
2.1 试验原料及所用仪器
棉纤维测试仪器为USTERRHVI MF 100 棉纤维性能分析仪。取样测试指标为:马克隆值,强度,上半部平均长度(UHML),长度整齐度(UI),短纤指数(SFI)。
2.2 试验流程
(1)实验前:利用DSWo-01 型小样开松机对原棉进行开松处理。将开松后的原棉进行称重分配。
(2)试验:开机,采用控制变量法,设定参数。将棉样均匀平铺在喂棉板上,准备酒精棉(经无水乙醇湿润过的棉花)。点击启动,梳棉机开始工作后,用酒精棉不断擦拭剥棉罗拉,直至出现棉网。出现棉网后,用手将棉网引到滚筒上,使棉网缠绕匀整,直到试验结束。每次试验结束后,对梳棉机进行清理[3-4]。
(3)试验后:每次试验后,对落物进行杂质分析,对棉网进行目测分析,对梳棉结果做HVI 数据测试。
2.3 结果与讨论
2.3.1 单次喂棉量
设定锡林速度600r/min,锡林-刺辊表面线速比2.5,出网速度3.5m/min,总牵伸倍数51,考察单次喂棉量10、15、20、25、30g 分别对梳棉质量的影响,相关数据见表1。由表1 可知,单次喂棉量对梳棉质量有影响。通过梳棉后HVI 测试、落物杂质分析及棉网分析综合比较后可以发现:单次喂棉量20g 时表现最佳,此时能够较好地发挥梳棉机的性能[5]。
2.3.2 锡林速度
单次喂棉量20g,锡林-刺辊表面线速比2.5,出网速度3.5m/min,总牵伸倍数51,考察锡林速度500、550、600、650、700r/min 分别对梳棉质量的影响,相关数据见表2。由表2 可知,锡林速度对梳棉质量有一定的影响。通过梳棉后HVI 测试、落物杂质分析及棉网分析综合比较后可以发现:锡林速度在600r/min 时表现最佳,此时能够较好地发挥梳棉机的性能[6]。

表2 锡林速度变化后HVI 测试、落物杂质分析及棉网分析
2.3.3 锡林-刺辊表面线速比
在锡林速度600r/min,单次喂棉量20g,出网速度3.5m/min,总牵伸倍数51,其他条件固定的前提下,考察锡林-刺辊表面线速比1.5、2.0、2.5、3.0 及3.5 分别对梳棉质量的影响,对试验结果做HVI 测试分析、落物杂质分析及棉网目测分析,相关数据见表3。由表3可知,锡林-刺辊表面线速比对梳棉质量有一定的影响[7]。通过梳棉后HVI 测试、落物杂质分析及棉网分析综合比较后可以发现:锡林-刺辊表面线速比为2.0 时表现最佳,此时能够较好地发挥梳棉机的性能。
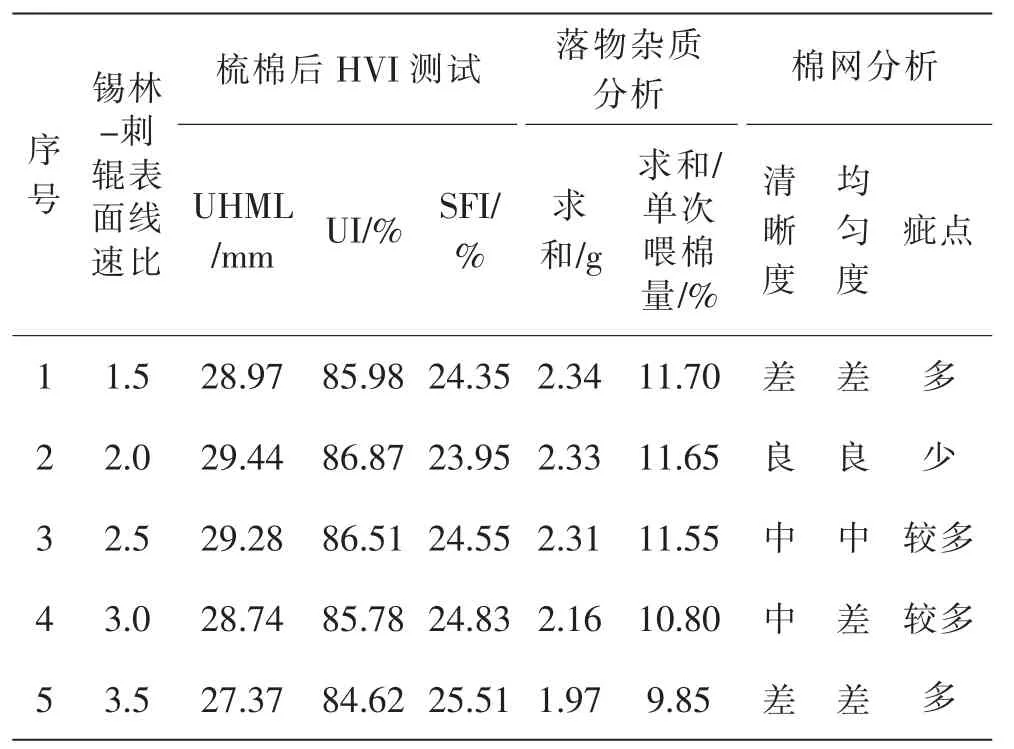
表3 锡林-刺辊表面线速比变化后HVI 测试、落物杂质分析及棉网分析
2.3.4 出网速度
在单次喂棉量20g,锡林速度600r/min,锡林-刺辊表面线速比2.5,总牵伸倍数51,其他条件固定的前提下,考察出网速度2.5、3.0、3.5、4.0、4.5m/min 分别对梳棉质量的影响,对试验结果做HVI 测试分析、落物杂质分析及棉网目测分析,相关数据见表4。
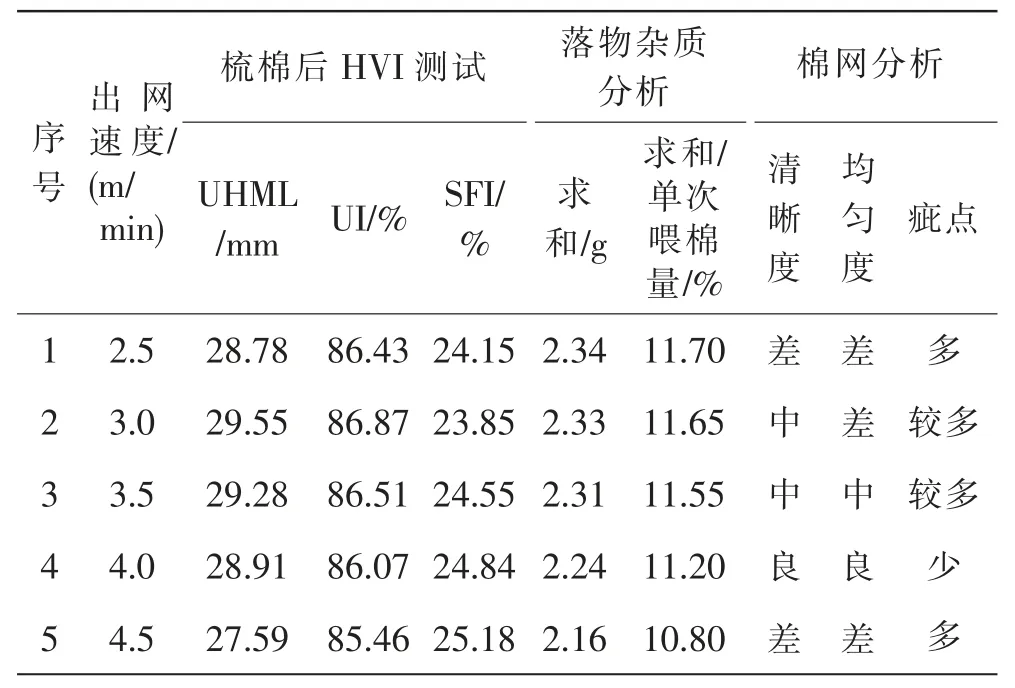
表4 出网速度变化后HVI 测试、落物杂质分析及棉网分析
出网速度即道夫速度,而梳棉机道夫直接关系到梳理机的生产速度。道夫速度的变化对梳棉质量和产量均有一定的影响[8]。由表4 可知,出网速度对梳棉质量有一定的影响。通过梳棉后HVI 测试、落物杂质分析及棉网分析综合比较后可以发现:出网速度在4.0m/min时表现最佳,此时能够较好地发挥梳棉机的性能[9-10]。
2.3.5 总牵伸倍数
在出网速度3.5m/min,单次喂棉量20g,锡林速度600r/min,锡林-刺辊表面线速比2.5,其他条件固定的前提下,考察总牵伸倍数31、41、51、61 及71 分别对梳棉质量的影响,对试验结果做HVI 测试分析、落物杂质分析及棉网目测分析。总牵伸倍数变化影响结果如表5 所示。由表5 可知,通过梳棉后HVI 测试、落物杂质分析及棉网分析综合比较后可以发现:总牵伸倍数61 时表现最佳,此时能够较好地发挥梳棉机的性能[11]。
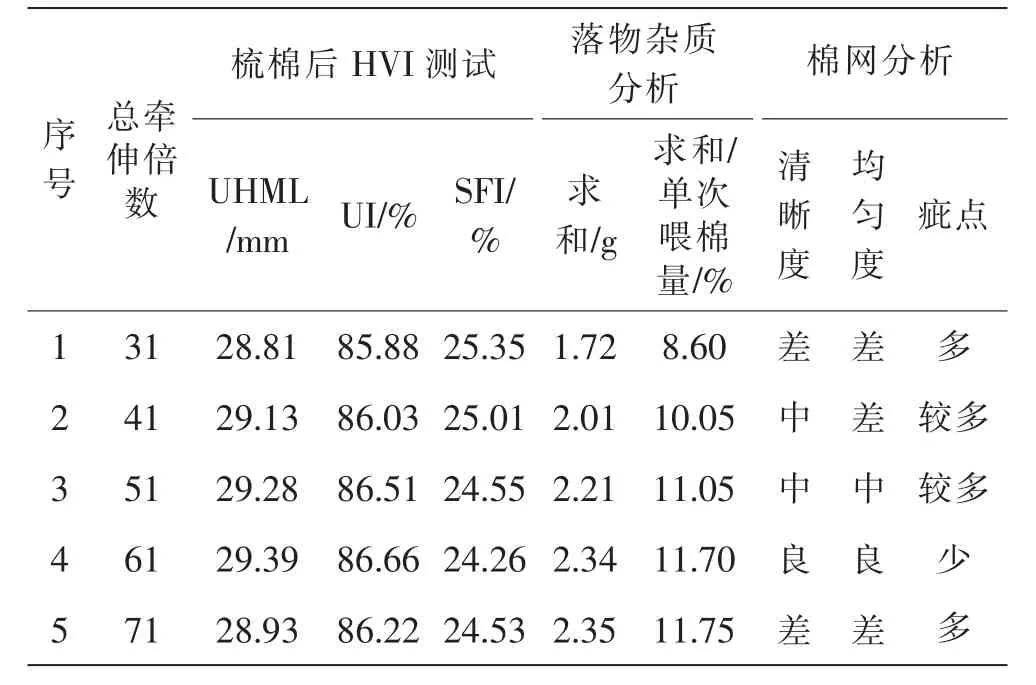
表5 总牵伸倍数变化后HVI 测试、落物杂质分析及棉网分析
3 性能总结与评价
3.1 一次梳理
使用可调工艺参数试验得到的最佳工艺参数进行一次梳理[12-13],为排除偶然因素,做6 次实验求平均值后与原棉数据做对比,以评价梳棉机性能。
3.1.1 HVI 测试比较
表6 为最佳工艺参数[14]。由表6可知,原棉和梳棉HVI测试数据相比,UHML增加1.78mm,UI增加6.73%,SFI 减少11.01%。梳理前后棉纤维指标有所改善。因此,使用DSCa-01 数字小样梳棉机梳理棉纤维,对成纱质量有一定的提高作用。

表6 原棉与一次梳理后HVI 测试比较
3.1.2 棉网质量评级
在可调工艺参数试验获得的最佳参数下得到的棉网如图2 所示。

图2 最佳工艺参数下输出棉网照片
从图2 可以观察到,棉网整体厚度适中、清晰可见,棉网上无黑白档和棉结,少见疵点,棉网边缘部分略有颜色不一,无破裂现象。棉网质量一般分为3 个级别,优质棉网定为一级,良好棉网定为二级,差的棉网定为三级。DSCa-01 数字小样梳棉机输出的棉网质量属于二级棉网水平。
3.2 二次梳理
二次梳理,即将一次梳理得到的成品再次梳理一遍。2 个轮次的梳理均采用可调工艺参数试验得到的最佳工艺参数。为排除偶然因素,做6 次实验求平均值后与一次梳理的平均值做对比[15],以评价梳棉机性能。
3.2.1 HVI 测试比较
2 种梳理方式的测试数据见表7。由表7 可知,一次梳理和二次梳理结果差异较小。二次梳理与一次梳理后的HVI 测试数据相比,UHML 增加0.01mm,UI 增加0.31%,SFI 减少0.71%。即二次梳理后质量有所改善,但改善程度有限,且二次梳理需要花费2 倍的时间,故教学实践中不推荐二次梳理。

表7 一次梳理与二次梳理HVI 测试比较
3.2.2 棉网质量评级
二次梳理后输出的棉网,匀整清晰但仍存在极少疵点、淡云斑;挂花时有出现;稍有破边,相比一次梳理的棉网,提升幅度不大。故二次梳理输出的棉网质量依旧属于二级棉网水平。
4 教学实践验证
本研究对《纺纱学》《纺纱工艺设计》教学活动进行验证,5 次实验后平均数据如表8 所示。

表8 教学实践测试数据
实践结果的熟条CV,粗纱CV,细纱CV、毛羽指数及断裂伸长率均可达到2018 年乌斯特公报95%水平(参考图3、图4、图5)。

图3 EH-断裂伸长率

图5 CVm-质量变异系数
在本项目的第二阶段实践验证工作中,通过验证,对相关文件给出了意见和建议,协助修订相关教学文件。同时,亦证明,数字化小样纺纱系统功能全面、性能良好,可以满足教学和生产需要。
5 结论
对单次喂棉量、锡林速度、锡林-刺辊表面线速比、出网速度、总牵伸倍数这5 个工艺参数进行可调工艺参数试验之后,本研究分别对比了试验结果的HVI数据、落杂数据以及棉网质量。最终本研究总结出能够表现出梳棉机最佳性能的工艺参数取值:单次喂棉量20g;锡林速度600r/min;锡林-刺辊表面线速比2.0;出网速度4.0m/min;总牵伸倍数61。棉网数据测试可达到2018 年乌斯特公报95%水平。
猜你喜欢
棉纺织技术(2023年12期)2023-02-25 18:23:40
棉纺织技术(2022年8期)2022-11-21 23:08:16
棉纺织技术(2021年12期)2021-12-20 12:57:04
小雪花·成长指南(2021年7期)2021-09-06 10:46:27
纺织学报(2020年7期)2021-01-05 03:44:00
中国纤检(2020年4期)2020-11-26 15:05:26
中国纤检(2020年8期)2020-08-29 02:11:38
化工设计通讯(2020年3期)2020-01-14 13:01:58
中国纤检(2017年10期)2017-12-19 10:33:33
化工设计通讯(2017年12期)2017-03-06 07:55:11