
Numerical investigation of film forming characteristics and mass transfer enhancement in horizontal polycondensation kettle
2024-01-13 04:52XupengChenJintaoWuJianfeiSunKunpengYuJianzhongYin
Xupeng Chen, Jintao Wu, Jianfei Sun, Kunpeng Yu, Jianzhong Yin
State Key Laboratory of Fine Chemicals, School of Chemical Engineering, Dalian University of Technology, Dalian 116024, China
Keywords: Pre-polycondensation kettle Final polycondensation kettle Film forming characteristic Surface renewal Numerical simulation
ABSTRACT The process of producing high viscosity polyester by transesterification polycondensation needs to adjust the operating conditions and equipment structure of pre-polycondensation kettle and final polycondensation kettle to realize process intensification.In view of this, the fluid volume function method of computational fluid dynamics numerical simulation was used to investigate the film formation and surface renewal characteristics of horizontal polycondensation kettle under different operating conditions,including viscosity, rotating speed and liquid height. The results show that the viscosity and rotating speed were positively correlated with the film area and surface renewal in the pre-polycondensation stage.However,increasing the viscosity by several orders of magnitude in the final polycondensation kettle, the larger the film area and film thickness, but the overall surface renewal of the disk decreased.Therefore, a hexagonal hole disk is designed. By comparison, it is found that the film is more uniform,the surface update frequency is higher, and the power consumption can be reduced by more than 20%.
1. Introduction
Polyester is a general term for polymers obtained by polycondensation of polyols and polybasic acids. It mainly includes polyethylene terephthalate (PET), polybutylene terephthalate (PBT)and polyarylate. PET material is widely used in textile industry,polyester bottle industry, automobile industry and electronic and electrical industry because of its good fiber forming, mechanical properties, thermal stability, light transmittance and electrical insulation. It has become the largest and most widely used polyester material in polyester industry [1].
There are two main routes for the synthesis of PET polyester,namely ester exchange method (DMT) and direct polycondensation method (PTA) [2]. Both ester exchange method and direct polycondensation method require polycondensation reaction.Only in this way can the molecular chain of the material be continuously increased and the degree of polymerization of the product be increased. The polycondensation reaction is a reversible equilibrium reaction, and the timely removal of small molecules (such as ethylene glycol, water) generated in the reaction process can ensure that the reaction proceeds forward to increase the degree of polymerization, which is also called devolatilization [3]. The main equipments of polymer devolatilization are screw extruder[4],kneading reactor[5]and disk reactor[6].Among them,the horizontal disk is a typical pre-polycondensation reactor and final polycondensation reactor in the polyester industry because of its excellent film forming performance and surface renewal ability.Therefore,the development of a disk reactor with good mass transfer performance is the focus of improving the degree of polymerization of polyester.
Various strategies have been used to study the film-forming characteristics and mass transfer characteristics of disks, mostly focusing on experimental tests and numerical simulations.Cheong and Choi [7] used the conductivity probe method to test the film thickness at different rotating speeds and different radial positions.The research shows that the rotating speed and gravity affect the liquid film forming together. It is also found that a thin and relatively uniform film profile can be formed by adjusting the immersion depth of the disk [8]. After that, Miahet al.[9] proposed a correlation equation to predict the thickness distribution of disk film through experimental and numerical simulation data at low rotating speed.This equation contains factors such as angular coordinates, radius, rotating speed, viscosity and surface tension.
On the other hand, the power and liquid holdup of the disk are important indexes to evaluate the energy consumption and throughput of the polymerizer. In the early experiments, the high-viscosity syrup close to the viscosity of polyester was used as the material. The stirring power of the horizontal disk was tested by the torque method, and the equation for calculating the power with high confidence was obtained[10].Wang and Dai[11]also provided the expression of liquid holdup of hollow disks with different diameters.By correlating the viscosity,disk diameter and rotating speed,the mass transfer efficiency of the disk under different conditions was predicted.
As early as 1951,Danckwerts[12]had proposed that the surface renewal frequency of the liquid film is related to the linear deformation rate, and then proved that the fluid volume function method(VOF)can better simulate the flow characteristics and film formation characteristics of the disk liquid film, which is in good agreement with the experimental results [13]. Therefore, Deng and Dai[14,15]used finite element numerical simulation to investigate the influence of angular coordinates on film thickness and surface renewal frequency. The results show that the film thickness decreases with the increase of the angular coordinate, and the window on the disk is helpful to strengthen the surface update frequency of the liquid film.The same numerical simulation is also applied to the effects of different viscosity, rotating speed and liquid level height on liquid film thickness and surface renewal frequency [16]. Chenget al.[17,18] studied the performance of uniaxial disk reactor and biaxial disk reactor, and found that the disk spacing is the main factor affecting the thickness distribution of biaxial disk scraping film, and the average deformation rate of liquid film of windowed disk is greater than that of solid disk.
From the above, it can be seen that the previous studies are more than the film forming characteristics of solid disks and windowed disks at low viscosity and high speed. Considering that the actual polycondensation kettle operating conditions are not carried out under high speed conditions,and the viscosity range in the prepolycondensation kettle is generally not higher than 5 Pa∙s,the viscosity of the final polycondensation kettle will increase to hundreds.
In this paper, the pre-polycondensation reactor and the final polycondensation reactor are numerically simulated by the computational fluid dynamics (CFD) method of hydrodynamics. By changing the viscosity, liquid level height and rotating speed in the polycondensation kettle, the film formation of the disk in the kettle was obtained,and the film thickness was analyzed.By using the method of velocity gradient, the renewal frequency of the liquid film surface was studied to explore the devolatilization efficiency of the disk. Finally, a hexagonal hole disk was designed and compared with a circular tube disk to analyze its film forming area, average surface update frequency, power characteristics and liquid holdup. The purpose is to improve the overall devolatilization efficiency and energy consumption of the polycondensation reactor.This work is closer to the engineering practice and can provide guidance for the design and optimization of the disk structure of polymer devolatilization equipment.
2. Pre-polycondensation Kettle
2.1. Mathematical model
Due to the study of the flow characteristics of the gas–liquid two-phase interface in the polycondensation reactor, based on the VOF model theory proposed by Hirt and Nichols[19],combined with the VOF multiphase flow model provided by the computational fluid dynamics software FLUENT, the disk film formation in the reactor was calculated.This method can simulate two or more immiscible fluids by solving a set of momentum equations and tracking the volume fraction of each fluid in the whole field. The flow field analysis of the stirred tank by Liet al.[20] and the simulation of the gas–liquid two phase flow field in the pipe by Mansouret al.[21] have proved the effectiveness of the VOF model for tracking the interface of two or more immiscible fluids.
The continuity equation,momentum equation and volume fraction continuity equation of the VOF model are as follows [22]:
wheretis time, v is the velocity vector,pis the pressure,gis the gravitational acceleration vector,μ is the viscosity,ρ is the density,subscripts 1 and 2 represent air and liquid respectively.
The volume-fraction-averaged density and viscosity are defined as follows:
where α is the volume fraction of different phases. The calculation formula is as follows:
The source term of the momentum equation caused by surface tension is:
where σ is the surface tension;κ is the surface phase interface curvature and is defined in terms of the divergence of the unit normal.
2.2. Sliding mesh
Sliding mesh is a special case of general dynamic mesh. The control body moves rigidly in a given moving area,and the moving and static areas are connected by interface. As the grid motion is updated in time,the grid on the interface is also updated to reflect the new position of each grid.
Specifically,as the boundary moves, the shape of the computational domain changes. This process follows the boundary conservation, as shown in Eq. (10).
where φ is the universal scalar of control volumeV′;ρ is the fluid density;v is the flow velocity vector,vgis the grid velocity of the moving mesh; Γ is the diffusion coefficient;Sφis the source term of φ;∂V′is used to represent the boundary of the control volumeV′.
The time derivative term in Eq.(10)can be written,using a firstorder backward difference formula:
wheren+ 1 represents the current time step andnrepresents the previous time step.The volume of the current time step can be calculated from Eq. (12).
where dV′/dtis the volume time derivative of the control volume.In order to satisfy the grid conservation law, the volume time derivative of the control volume is computed from Eq. (13).
wherenfis the number of faces on the control volume and Ajis thejface area vector.The dot product vgj∙Ajon each control volume face is calculated from Eq. (14).
In the case of the sliding mesh, the motion of moving zones is tracked relative to the stationary frame. Therefore, no moving reference frames are attached to the computational domain,simplifying the flux transfers across the interfaces. In the sliding mesh formulation, the control volume remains constant, therefore from Eq.(12),dV′/dt=0 andV′n+1=V′n,Eq.(11)can now be expressed as follows:
2.3. Simulation strategy
The structure of the prepolycondensation kettle is shown in Fig. 1(a) and disk diameterD= 4200 mm. Using Solid Works to mathematically model the fluid domain, the model needs to be simplified:
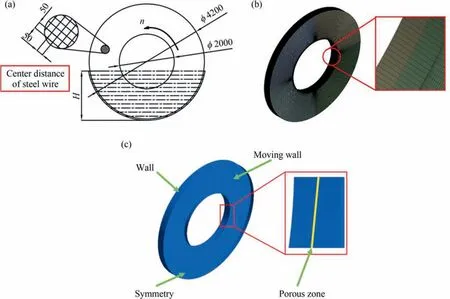
Fig. 1. (a) Disk structure (unit: mm). (b) Grid division results. (c) Boundary condition.
1. Because of the large volume of the pre-polycondensation kettle and the large number of network disk, the numerical calculation of one of the disks is carried out.
2. The net disk of pre-condensation kettle is woven by steel wire,the diameter of which is only 5–7 mm,so porous media boundary conditions are used in fluent for the net disk region.
Workbench Meshing is used to mesh the fluid domain of the disk. For the calculation area, the structural grid is used to mesh the disk structure because the disk structure is relatively simple.In view of the thin liquid film attached to the wall,the size function method is used to encrypt the grid in the calculation domain.Miahet al.[23]have given a clear conclusion on the study of mesh independence in the process of disk membrane formation: the mesh thickness at the disk wall is less than a quarter of the minimum film thickness and a reasonably high quality mesh can be generated. It can also ensure the reliability of the results. Therefore,the thickness of the disk wall mesh is selected as 3 mm and the final number of grids selected in this model is 489800. The partitioning results are shown in Fig. 1(b).
The computational fluid dynamics software Fluent is used to simulate the film forming process of the disk. The time step is set to 10–4, and the boundary conditions were set as follows. The internal fluid domain of the disk was set as a porous zone, and motion of disk is realized by sliding grid method.When the diameter of the steel wire is 5 mm and the side length of the enclosed quadrilateral is 25 mm,the porosity of the pre-condensation kettle disk is 0.694. The surface of the disk was set as a moving surface,the ends of the tank were set as symmetrical surfaces, and the outer wall was set as a fixed wall. The boundary conditions are shown in Fig. 1(c). The gravitygis 9.81 m∙s-2. The VOF model was used for multiphase flow model, and the geometric interface reconstruction method was used for gas–liquid interface interpolation. By referring to the experimental data of Wanget al.[16] and Chenget al.[18], the liquid density was 1380 kg∙m-3, the air density was 1.225 kg∙m-3,the viscosity was 1.789×10–5Pa∙s,the gas–liquid surface tension is 0.059 N∙m,and the flow pattern was set as laminar flow model.PISO scheme is used to solve the pressure–velocity coupling equation,Second Order Upwind scheme is used for convection discretization,PRESTO scheme is used for pressure discretization and Compressive scheme is used for volume fraction discretization.
2.4. Analysis of disk results
Due to the low viscosity of the pre-polycondensation kettle material and the small difference in the viscosity of the import and export materials, the difference in the liquid level height in the kettle is not obvious.Therefore,the influence of the liquid level height on the film forming characteristics of the disk is not considered. Based on the process parameters of the second precondensation kettle in the polyester five-kettle process of Zimmer Company in Germany,the film forming process of the reactor disk with viscosity of 0.2, 1.6, 3.0 Pa∙s, rotating speed of 4, 6, 8 r∙min-1and liquid level of 1800 mm was numerically simulated.
The surface velocity of the disk with a viscosity of 3.0 Pa∙s and a rotating speed of 8 r∙min-1is analyzed. According to the velocity difference,it can be divided into:initial region,accelerating region and uniform region, as shown in Fig. 2(a). Comparing the film thickness distribution cloud diagram in Fig. 2(b), it is found that the liquid film in the initial region is pulled up by the disk, the thickness of the liquid film is the thickest,and the velocity change is the smallest. Due to the rotation of the disk, centrifugal force is generated,and the inner liquid accelerates the outer fluid through momentum exchange, which will form an acceleration zone. Due to the interaction between gravity and centrifugal force,the velocity direction of the liquid film will be lower, so the phenomenon that the liquid film moves horizontally in the acceleration zone appears. When the angular coordinate θ is greater than 90°, the centrifugal force,gravity and viscous force gradually reach equilibrium,forming a uniform zone,and the film thickness distribution is also uniform,which is similar to the research results of Liet al.[24].
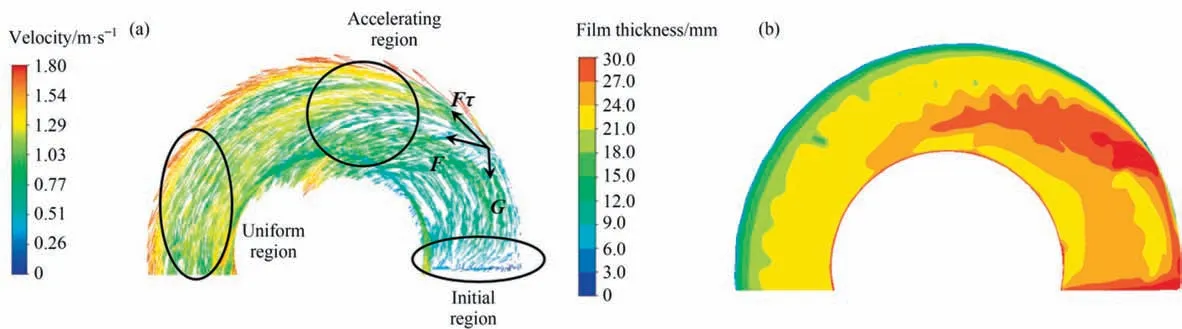
Fig. 2. (a) Velocity vector diagram. (b) Film thickness distribution cloud diagram.μ = 3.0 Pa∙s, n = 8 r∙min-1, H = 1800 mm.
Surface renewal is used to describe the mass transfer in the gas–liquid interface, which is of great significance for enhancing the mass transfer of highly viscous polymers. Based on Danckwerts’basic theory [12] of surface renewal and Jajuee’s surface renewal stretching model [25], it is found that the renewal frequency of the liquid film is directly related to the linear deformation rate of the liquid film surface,so the average renewal frequency of the liquid film on the surface of the disk by Eq. (16), whereAis the gas liquid interfacial area.
Fig.3 shows the cloud diagram of the surface update frequency of the disk liquid film under different operating conditions. A positive surface update frequency means that the disk liquid film is stretched, while a negative surface update frequency means that the disk liquid film is compressed. Because the pre-condensation reactor disk is woven by steel wire, and the liquid film is affected by various factors such as viscous force, gravity, and centrifugal force, the liquid film must be compressed while stretching. In Fig. 3(a), because the viscosity is not much different, the disk surface update frequency is not much different. In Fig. 3(b), with the increase of rotating speed, it can be clearly seen that the renewal frequency of liquid film surface increases as a whole. The reason is that the deformation rate of liquid film increases with the increase of surface velocity of liquid film.
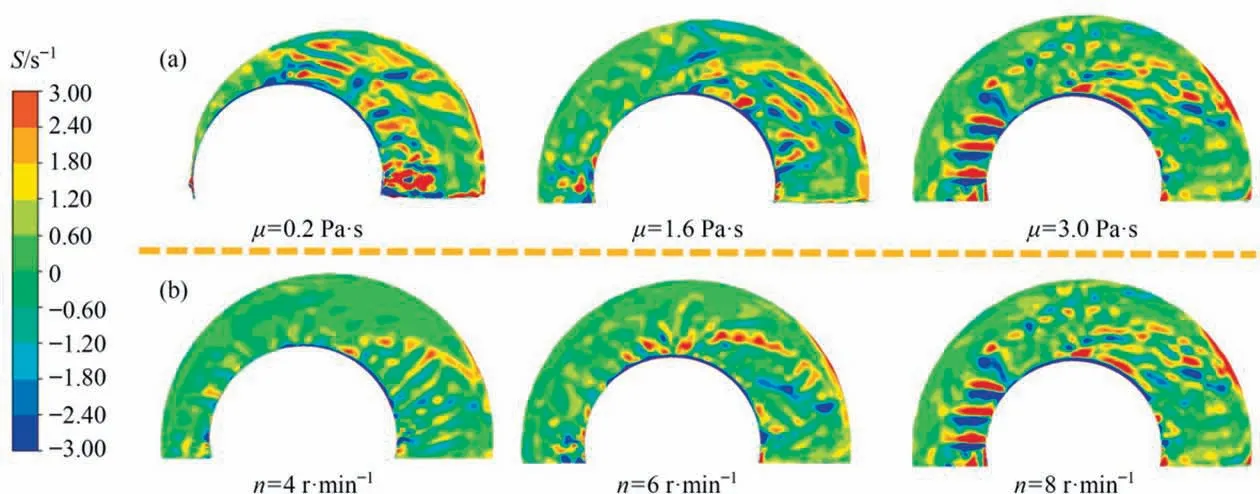
Fig.3. Surface update frequency cloud diagram of liquid film under various operating conditions:(a)viscosity(n=8 r∙min-1,H=1800 mm),(b)rotating speed(μ=3.0 Pa∙s,H = 1800 mm).
3. Final Polycondensation Kettle
3.1. Structural model and mesh division
Due to the small processing capacity of the final polycondensation reactor and the large viscosity of the material,the hollow circular tube structure is adopted. The diameter of the disk is set toD= 1200 mm, and the structural diagram is shown in Fig. 4(a).Because the disk is tubular, it is difficult to divide the structured grid. Therefore, the non-structured grid is used to mesh the fluid domain of the polycondensation reactor, and the tube wall is meshed.The meshing results are shown in Fig.4(c).Grid independence verification was carried out for disks with cell numbers of 626325, 1405209 and 3056043, as shown in Fig. 4(d). When the cell number is more than 1.4 million and the angular coordinate is 90°, the increase of cell number has little effect on the change of liquid film thickness with radial position.At this time,the mesh size is 15 mm,and the mesh size of the tube wall is 5 mm.In addition, the operating conditions are shown in Table 1.
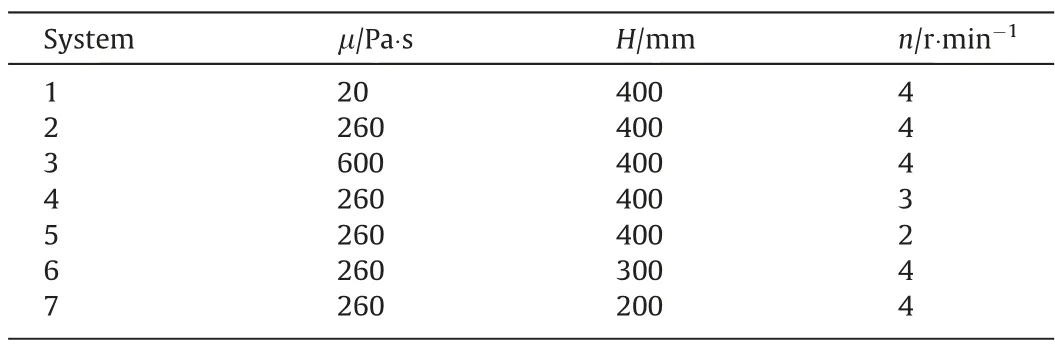
Table 1Operating conditions of final polycondensation reactor
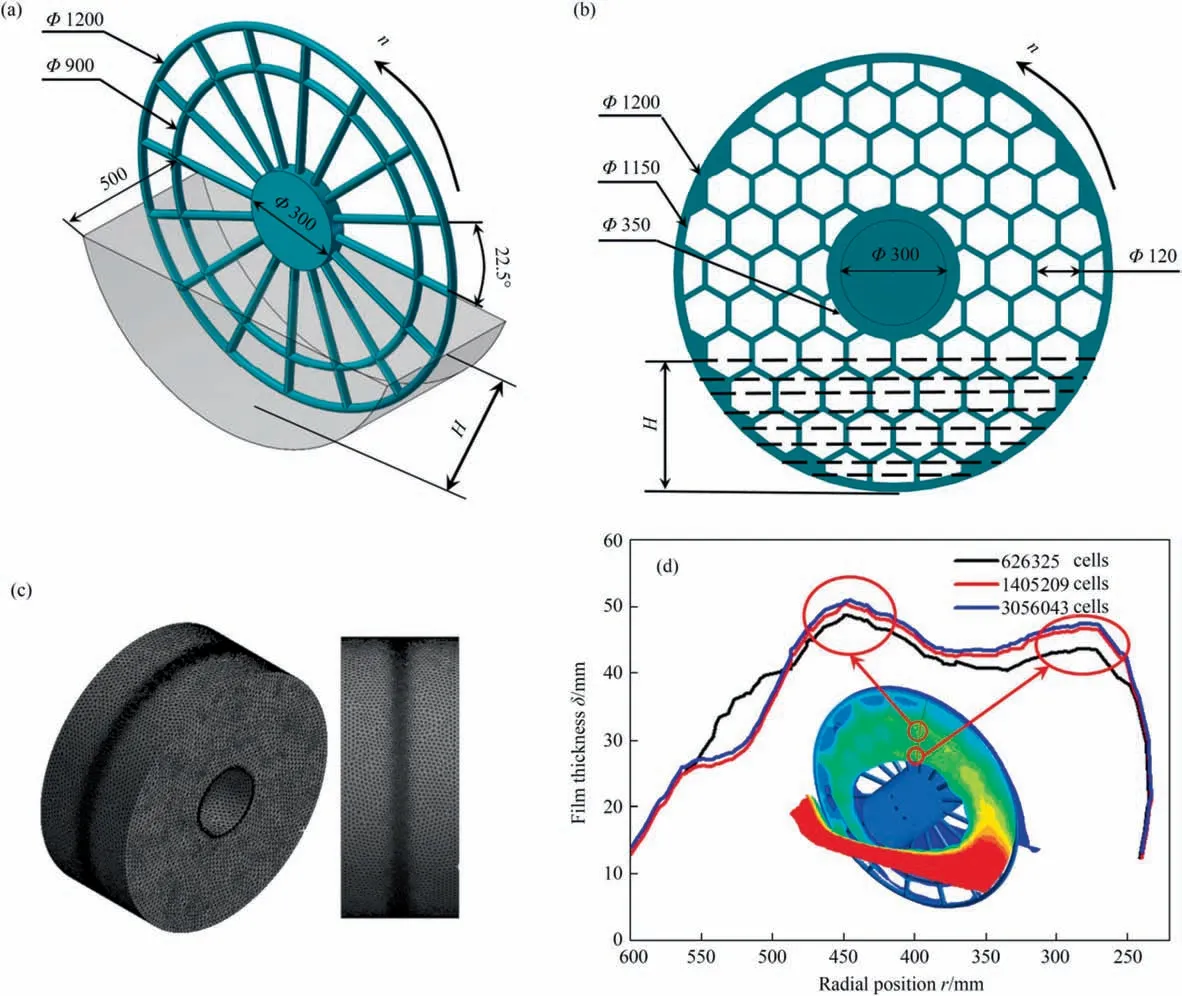
Fig. 4. (a) Circular tube disk structure (unit: mm). (b) Hexagonal hole disk structure (unit: mm). (c) Grid division results. (d) Grid independence verification.
3.2. Film formation discussion
Under the viscosity conditions of 20,260,600 Pa∙s,the film formation of the disk of the polycondensation kettle is shown in Fig.5(a). With the increase of viscosity, the liquid film area increased from 0.23 m2at 20 Pa∙s to 0.84 m2at 600 Pa∙s, which was significantly increased. The reason is that with the increase of viscosity, the amount of liquid entrained by the disk becomes larger.Under the action of gravity and centrifugal force, the film forming area will increase. Atr=450 mm,the curve of film thickness with angular coordinate is shown in Fig. 6(a). At the same radial position,the greater the viscosity,the thicker the liquid film.When the angular coordinate θ is less than 50°, the film thickness varies greatly with viscosity. When the angular coordinate is high, the film thickness at 260 and 600 Pa∙s maintains at 20 mm with the change of angular coordinate. When the rotating speed changes,as shown in Fig. 5(b), the increase of the rotating speed will increase the film area from 0.73 to 0.81 m2. At the same time, as the rotating speed decreases, the effect of gravity on the material will be more obvious, and the material will flow to the shaft surface along the spoke at a low angle coordinate, which is also reflected in Fig. 6(b). At the liquid level height of 200, 300 and 400 mm, with the increase of liquid level height, the liquid film forming area increases significantly from the initial 0.62 to 0.81 m2,as shown in Fig.5(c).Atr=450 mm,the higher the liquid level,the thicker the liquid film.At the angular coordinates of 50°–125°, the liquid level height has little effect on the film thickness,as shown in Fig. 6(c). It is worth noting that the relationship between liquid film thickness and liquid level height at other radial positions is not considered.
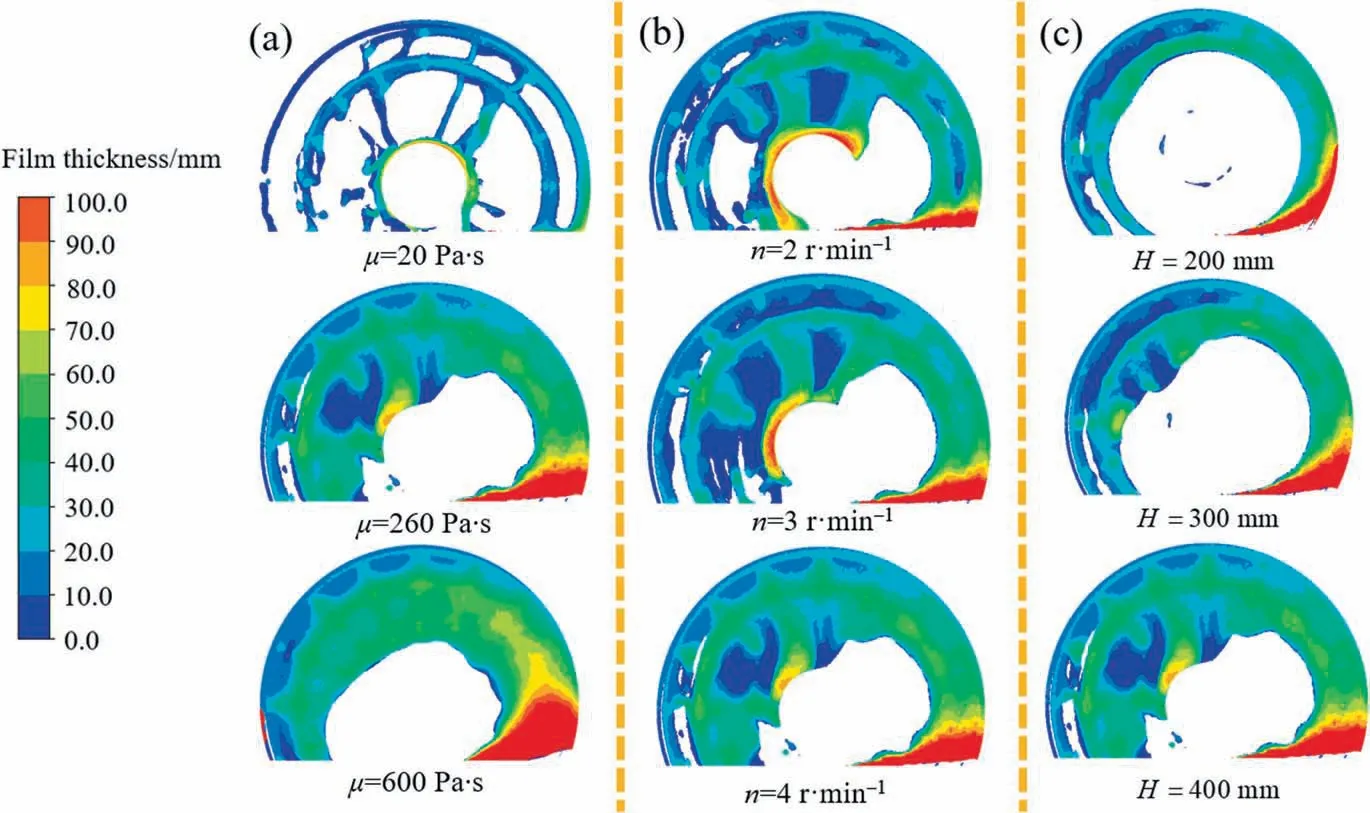
Fig. 5. The cloud diagrams of film thickness distribution under various operating conditions: (a) viscosity (H = 400 mm, n = 4 r∙min-1), (b) rotating speed (μ = 260 Pa∙s,H = 400 mm), (c) liquid level (μ = 260 Pa∙s, n = 4 r∙min-1).
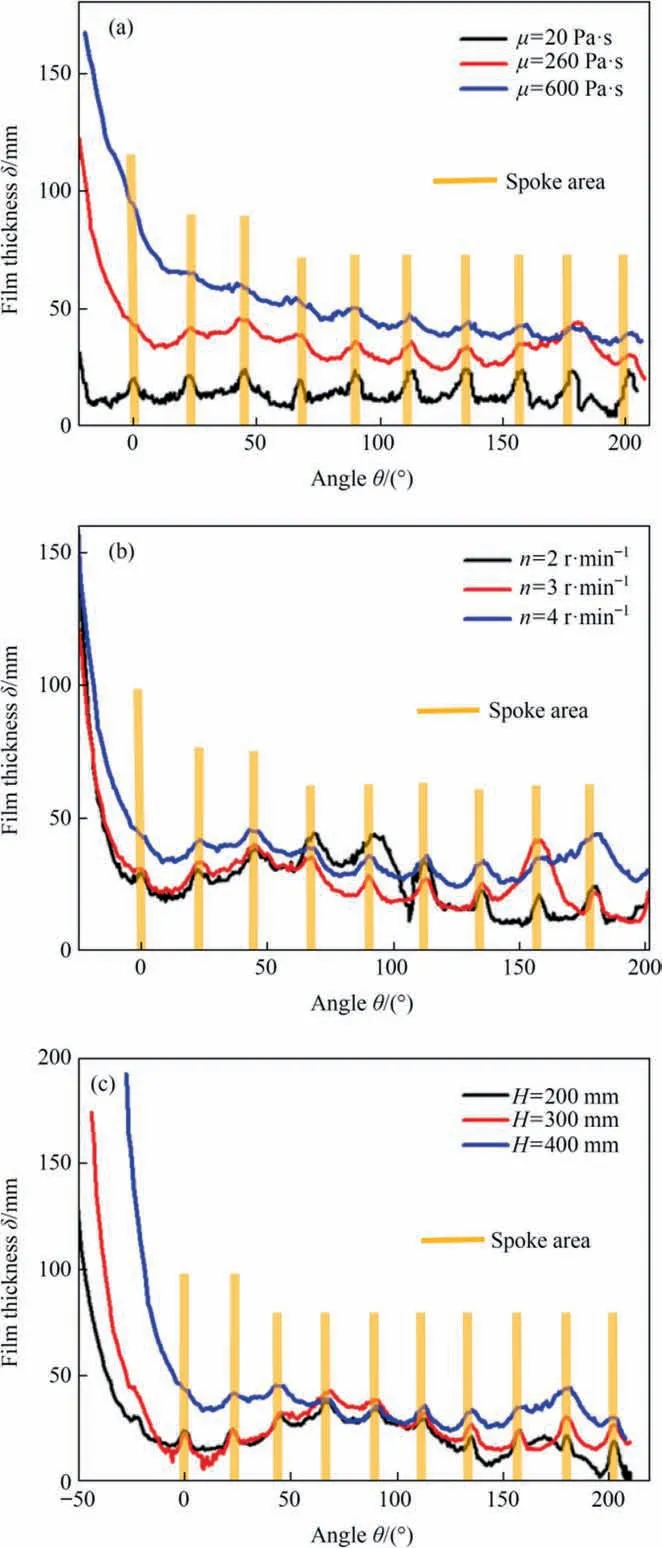
Fig. 6. Curves of film thickness with angular coordinate under various operating conditions (r = 450 mm): (a) viscosity, (b) rotating speed, (c) liquid level.
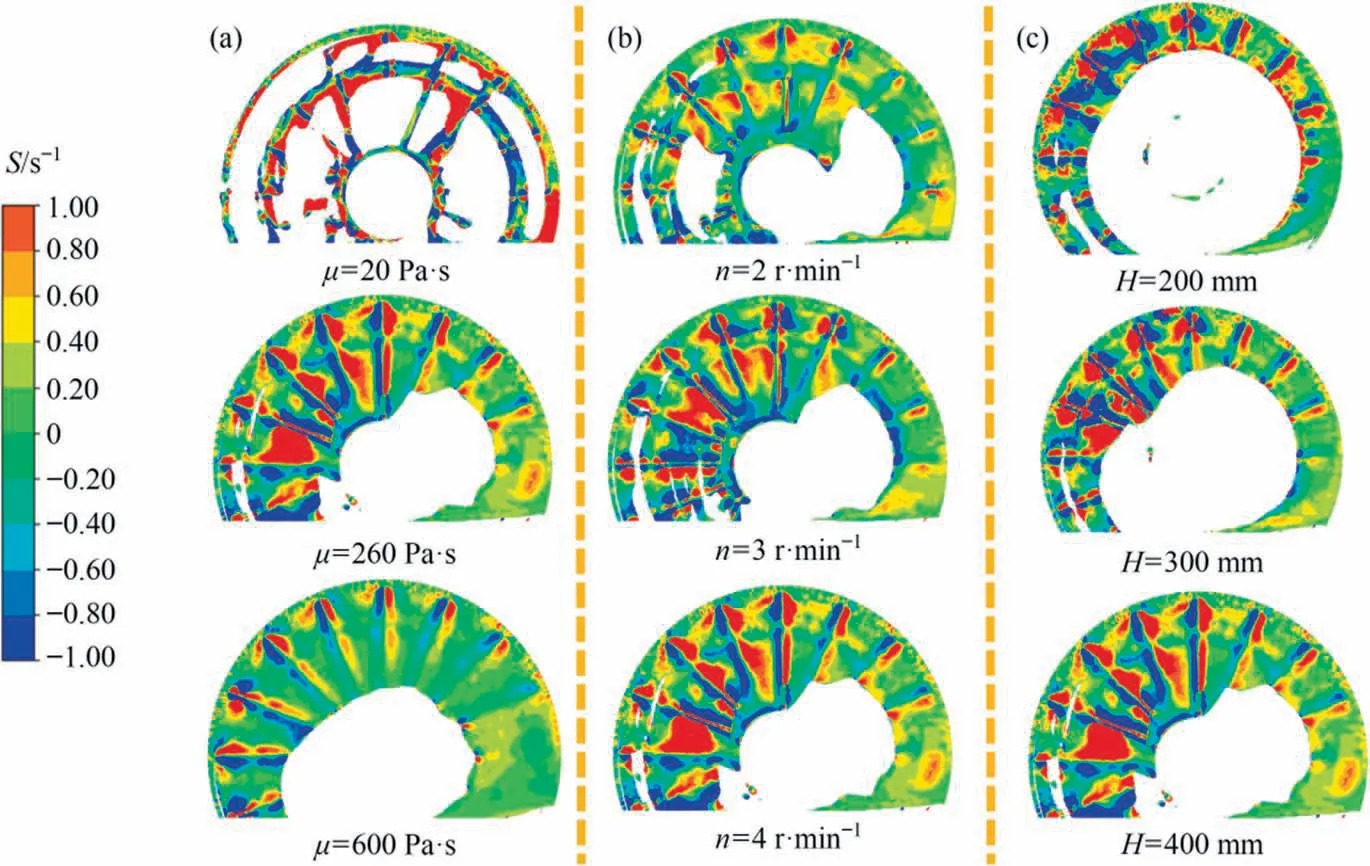
Fig. 7. The cloud diagrams of liquid film surface renewal frequency under various operating conditions: (a) viscosity (H = 400 mm, n = 4 r∙min-1), (b) rotating speed(μ = 260 Pa∙s, H = 400 mm), (c) liquid level (μ = 260 Pa∙s, n = 4 r∙min-1).
Fig.7 shows the cloud diagram of the surface renewal frequency of the liquid film in the final polycondensation reactor under different operating conditions.It can be seen that the surface renewal of the liquid film in the window area is greater than that in the spoke area, which is consistent with the results of Chenget al.[17]. At the same time, with the increase of viscosity, the global surface renewal of liquid film decreases. The reason is that due to the increase of viscous force, the material is difficult to stretch under the action of centrifugal force. The greater the rotating speed, the more obvious the effect of centrifugal force, the faster the renewal rate of liquid film surface,and the effect of liquid level height on the renewal frequency of liquid film surface is not obvious. In addition, the surface renewal on the downwind side of the spoke is accelerated, while the liquid film on the upwind side is compressed and the surface renewal is slowed down. When the angular coordinate θ is greater than 90°, the renewal frequency of the liquid film becomes larger. The main reason is that gravity and centrifugal force jointly overcome the viscous force and jointly promote the renewal of the liquid film.
When the viscosity is 600 Pa∙s,four radial positions are selected to study the film forming characteristics of the disk, as shown in Fig. 8(a). It can be clearly seen from the figure that the film thickness in the spoke area is larger than that in the window area. The larger the radial positionr, the more obvious the gravity effect,which will lead to the thinning of the film thickness. Atr= 450 mm, the film thickness is the thickest because of the existence of annular spokes. Fig. 8(b) shows the curve of surface renewal frequency with angular coordinate at different radial positions. Due to the effect of gravity, the liquid film atr= 550 mm is thinner, so the surface update frequency is faster, up to 3.65 s-1,and the stretching and compression of the liquid film on both sides of the spoke can be more clearly seen.
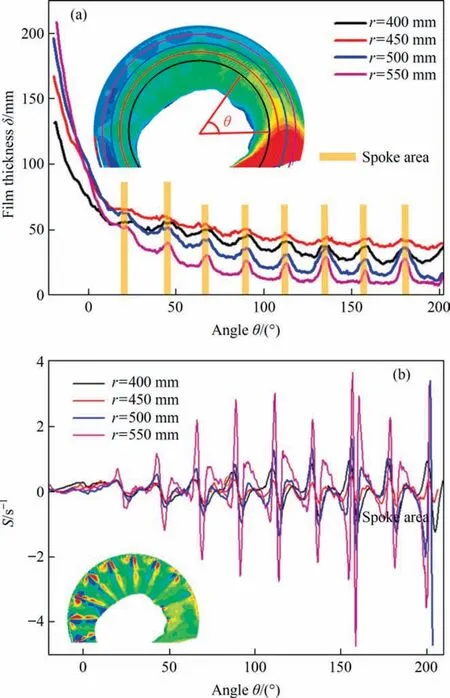
Fig. 8. Characteristic curves at different radial positions (μ = 600 Pa∙s): (a) film thickness change curve, (b) surface renewal frequency change curve.
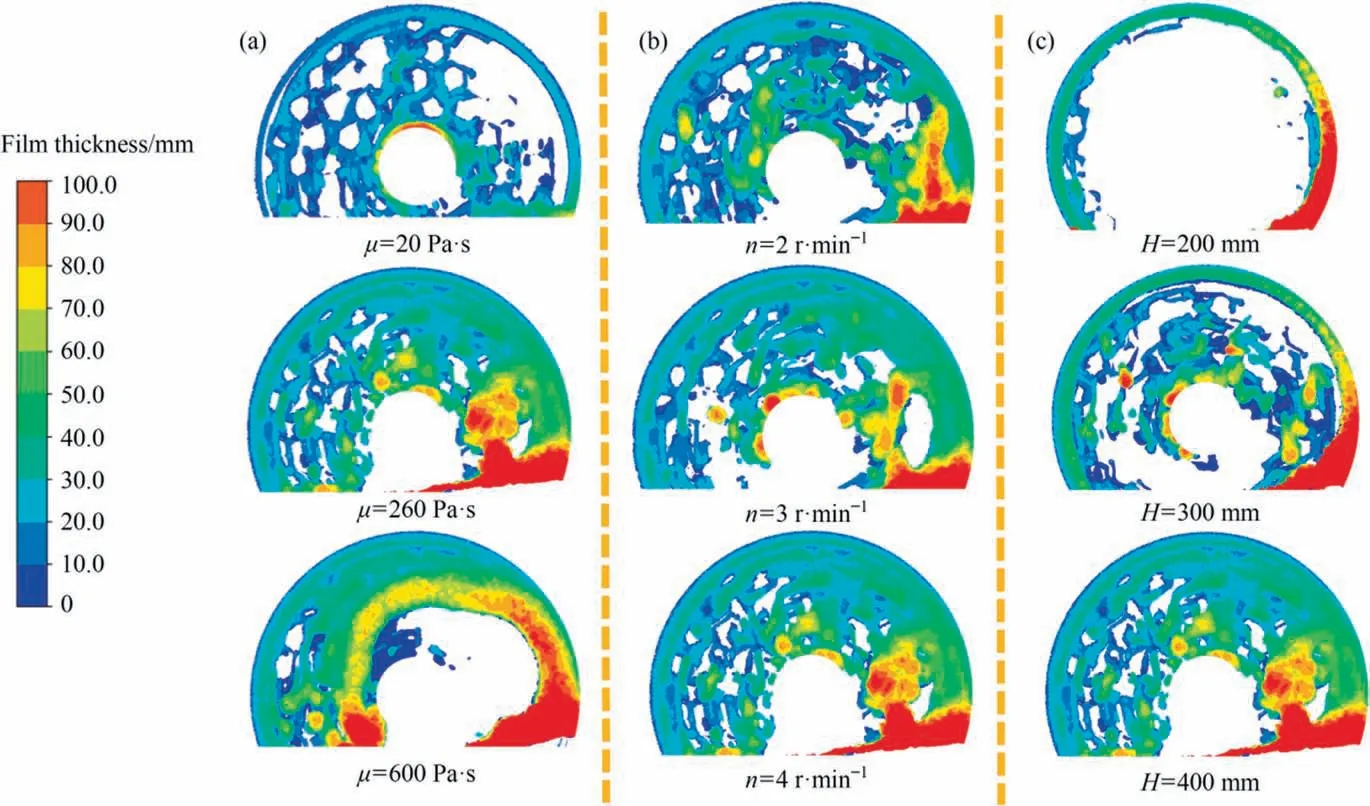
Fig. 9. Film thickness distribution cloud diagrams of hexagonal hole disk under various operating conditions: (a) viscosity (H = 400 mm, n = 4 r∙min-1), (b) rotating speed(μ = 260 Pa∙s, H = 400 mm), (c) liquid level (μ = 260 Pa∙s, n = 4 r∙min-1).
3.3. Discussion on new disk of final polycondensation kettle
In the final polycondensation reactor, due to the uneven film formation of the hollow circular tube, the polymer is easy to flow from the spoke to the shaft,which will not only lead to the increase of the power of the shaft motor, but also lead to the thicker liquid film at the spoke,which is not conducive to the renewal of the liquid film surface.Therefore,in order to change the flow state of the fluid on the disk,the spokes are expanded into a plurality of hexagonal holes. At this time, the window space of the disk becomes compact, and the contact area between the disk and the liquid increases, so it is easy to form an ideal liquid film. As shown in Fig. 4(b), the purpose is to improve the liquid holding capacity of the disk under the premise of improving the uniformity of the liquid film,so as to improve the devolatilization efficiency of the disk.Disk diameterD= 1200 mm and hexagonal hole inscribed circle diameter is 120 mm.
Fig.9 is the film thickness distribution cloud map of the hexagonal hole disk structure under different operating conditions.From the overall layout, the film forming situation of the disk is more uniform than that of the circular tubular disk structure. However,when the viscosity is 260 Pa∙s, the gravity and centrifugal force acting on the material at the angular coordinate of 0° lead to a thicker liquid film thickness here. When the viscosity gradually increases, the viscous force and centrifugal force work together,which will not lead to the phenomenon of material underflow.When μ=260 Pa∙s,with the increase of rotating speed,the film formation of the disk will be more uniform, and the film area will increase slightly.When the rotating speed is doubled,the film area only increases by 0.21 m2.However,when the liquid level height is reduced, the film-forming area of the liquid film will be significantly reduced.When the liquid level heightHis 200 mm,the film forming area is only 0.18 m2. This is because the area of contact between the disk and the liquid is small when the liquid level height is too low. At the same time, due to the thinner spokes of the hexagonal hole and the thinner ring at the edge of the disk, it is difficult to pull the liquid up,resulting in the hexagonal hole disk only carrying the material at the edge of the disk, and the film forming area is significantly reduced, which is the shortcoming of the hexagonal hole disk.
Comparing Figs.7 and 10,it can be found that for the hexagonal hole disk structure, the liquid film is stretched at the hole due to the large number of hexagonal holes, resulting in a large update frequency of the liquid film surface. Therefore, on the whole, the surface renewal of hexagonal hole disk structure is better than that of tubular disk structure.This result can also be obtained from the quantitative relationship between the average renewal frequency of the liquid film surface and the operating conditions shown in Fig.11.It is also obtained that the smaller the viscosity,the greater the rotating speed, the higher the liquid level height, and the greater the surface renewal frequency. The viscosity is related to the viscous force of the liquid. When it decreases, the interaction force between the liquids will become smaller, which will lead to the acceleration of the liquid film renewal.The increase of the rotational speed will increase the flow rate of the fluid on the whole disk, and the surface renewal frequency will naturally accelerate.In the case of low liquid level, the polymer is only at the edge of the disk,and the surface renewal is naturally small.However,with the increase of the liquid surface height, the average renewal frequency of the liquid film surface of the circular tube disk changes by only 5%,while that of the hexagonal hole disk increases by 40%.
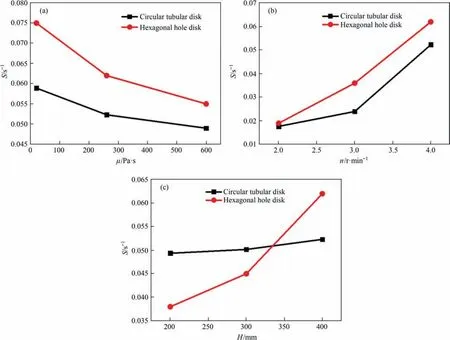
Fig.11. The average renewal frequency of liquid film surface of circular tubular disk and hexagonal hole disk under various operating conditions:(a)viscosity(H=400 mm,n = 4 r∙min-1), (b) rotating speed (μ = 260 Pa∙s, H = 400 mm), (c) liquid level (μ = 260 Pa∙s, n = 4 r∙min-1).
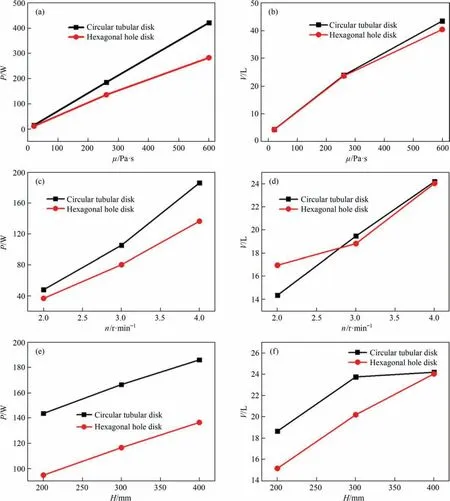
Fig.12. Comparison of power and liquid holdup of circular tubular disk and hexagonal hole disk:(a),(c)and(e)comparison of power at different viscosities,rotating speed and liquid level heights; (b), (d) and (f) comparison of liquid holdup at different viscosities, rotating speed and liquid level.
3.4. Analysis of power and liquid holdup
In the engineering application of horizontal polycondensation kettle, power characteristics and liquid holding capacity are its basic performance parameters, the greater the power means the higher the energy consumption, the greater the liquid holding capacity means the stronger the ability to deal with materials.The relationship between power and rotating speed and torque isP=M×n. Therefore, the power can be known by the known torque,so the problem of obtaining power is transformed into FLUENT calculation torque.The liquid volume integration on the grid above the liquid level can directly obtain the liquid holdup of the disk.At present,only the power and liquid holding capacity of a single disk are considered, and the friction resistance generated by each part and the power generated by mechanical aspects such as the mass of the disk and the linkage between the disks are not considered,so the calculated disk power is low.
By comparing the relationship between the power and the liquid holding capacity and the operating conditions of the tubular disk structure and the hexagonal hole disk structure, as shown in Fig. 12, the higher the viscosity, the higher the rotating speed,the higher the liquid level height,the higher the power.The reason is that the increase of the above three will increase the liquid holding capacity of the disk, increase the load of the disk,and increase its power. Comparing two kinds of disk structure, hexagonal hole disk in power is more advantageous than tubular disk. This is because the hexagonal hole spokes make the liquid film forming more uniform,and the resistance of the liquid entrained by the disc is also reduced,which can save more than 20%of energy consumption.In terms of liquid holding capacity,it is also obtained that the greater the viscosity,the greater the rotating speed,the higher the liquid level height, and the greater the liquid holding capacity.Comparing the two disk structures, the liquid holding capacity of the two disks is equal when the viscosity μ is 20 and 260 Pa∙s.With the viscosity is 600 Pa∙s,the liquid holding capacity of the hexagonal hole disk is less than that of the circular tubular disk.The rotating speed has little effect on the liquid holdup,and as the height of the liquid level increases, the difference between the two decreases from 19% to 0.6%. Considering comprehensively, the hexagonal hole disk is superior to the circular tubular disk in terms of power, and the liquid holdup of the two disks is equivalent, so the hexagonal hole disk has a positive effect on improving the mass transfer characteristics of the polycondensation reactor.
4. Conclusions
In this paper,the film forming characteristics and mass transfer characteristics of pre-condensation reactor and final condensation reactor disk were analyzed by VOF multiphase flow model in the CFD method of hydrodynamics.
In the pre-polycondensation kettle disk, the viscosity has a greater impact on the liquid film forming area,and the low viscosity film forming area is very small.In terms of surface renewal,the rotating speed is the main reason affecting the liquid film deformation rate.
In the final polycondensation kettle, the liquid film thickness tends to be stable with the increase of angular coordinates. As the angular coordinate is greater than 90°, the larger the radial position, the thinner the liquid film. At the same time, the greater the viscosity, rotating speed and liquid level height, the more uniform the liquid film distribution. An increase in rotating speed accelerates surface renewal, whereas viscosity does the opposite.But in the case of speed becomes larger, disk shaft power consumption becomes larger, cannot be ignored.
A hexagonal hole disk is designed. By comparing the circular tubular disk, it is found that the liquid film distribution is more uniform and the surface update frequency is better. At the same time, the hexagonal hole disk can reduce the power consumption by 20%. It is worth noting that in the case of low liquid level, its shortcomings cannot be ignored. Considering comprehensively,the hexagonal hole disk has a positive effect on improving the film forming characteristics and mass transfer characteristics of the final polycondensation kettle disk.
Data Availability
Data will be made available on request.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
The authors are very grateful for the financial support of the National Key Research and Development Program of China(2020YFA0710202, 2018YFC0808805)
Nomenclature
A surface area vector
Agas liquid interfacial area, mm2
Ddisk diameter, mm
Fvolsurface tension source term
ggravitational acceleration, m∙s-2
Hliquid level, mm
Mmoment, N∙m
nrotating speed, r∙min-1
n unit normal vector
Ppower, W
ppressure, Pa
Rradial position, mm
Ssurface update frequency, s-1
Sφsource term of φ
tflow time, s
u velocity inx-direction, m∙s-1
Vliquid holdup, L
V′control volume, m3
v velocity iny-direction, m∙s-1
α volume fraction
Γ diffusion coefficient
δ liquid film thickness, mm
θ angular coordinate, (°)
κ gas–liquid interface curvature, m-1
μ viscosity, Pa∙s
v velocity vector, m∙s-1
vggrid velocity, m∙s-1
ρ density, kg∙m-3
σ surface tension, N∙m
φ general scalar
Subscript
1 gas phase
2 liquid phase
 Chinese Journal of Chemical Engineering2023年11期
Chinese Journal of Chemical Engineering2023年11期
- Chinese Journal of Chemical Engineering的其它文章
- Effects of the original state of sodium-based additives on microstructure,surface characteristics and filtration performance of SiC membranes
- Comprehensive analysis on the economy and energy demand of pressure-swing distillation and pervaporation for separating waste liquid containing multiple components
- Esterification of acetic acid with isobutanol catalyzed by ionic liquid n-sulfopropyl-3-methylpyridinium trifluoromethanesulfonate:Experimental and kinetic study
- COF-derived Co nanoparticles@N-doped carbon electrocatalysts for highperformance Zn-air batteries
- A potential-responsive ion-pump system based on nickel hexacyanoferrate film for selective extraction of cesium ions
- Separation of lithium and nickel using ionic liquids and tributyl phosphate